

|
РТК–5 |
2,5 |
2,0 |
|
РТК–6 |
2,5 |
2,0 |
|
РТК–7 |
2,3 |
2.0 |
5.4 Расчет производительности РТК
Расчет ведется с учетом одной переналадки в смену.
Для РТК в составе РПС с жесткой связью номинальная (цикловая) производительность:
QН ttсм , где
р
t |
см |
|
– время работы оборудования в секундах (
8 3600
); t р – время
одного цикла работы оборудования в секундах (номинальный цикл). Фактическая производительность РПС:
Q |
Q |
Q |
, где Q |
|
t |
пер |
|
||
|
; |
||||||||
|
|
|
|||||||
|
Ф |
Н |
пер |
пер |
|
t |
|
|
|
|
|
|
|
|
|
р |
|
||
|
|
|
|
|
|
|
|
|
|
t |
пер |
– время переналадки оборудования (См. таблицу 5.1). |
|||||||
|
|
|
|
|
|
|
|
|
|
Возможности повышения производительности РТК и уровень эксплуатации комплексно оцениваются коэффициентом использования:
K |
Q |
||
Ф |
|||
|
|||
|
Q |
Н |
|
|
|
||
5.5 Пример выбора оптимальной компоновки РТК
Выберем оптимальную компоновку на примере РТК листовой штамповки для деталей уголок, стакан и стакан с раздачей. (См. раздел 3)
Перед тем как выбрать промышленный робот, необходимо выбрать типовую схему расположения оборудования в РТК. Существует большое количество схем расположения оборудования в РТК. Проанализируем две схемы расположения оборудования.
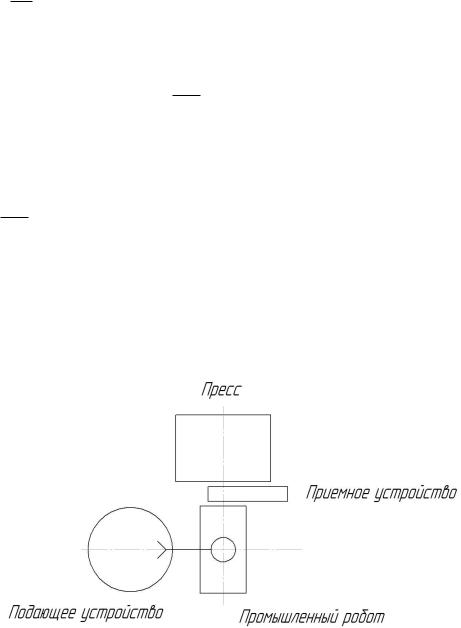
Рисунок 5.5 – Первая схема РТК
Описание первой схемы расположения оборудования РТК: выбрана схема с одноруким роботом, имеющим пять степени подвижности – поворот колонки, выдвижение/втягивание руки, опускание/поднятие захватного органа. Подающее устройство расположено напротив промышленного робота под углом к оси пресса, приемное устройство находится между прессом и ПР.
43
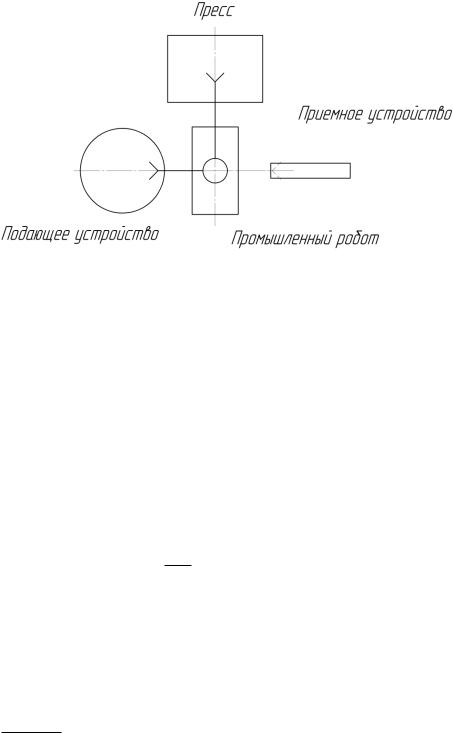
Рисунок 5.6 – Вторая схема РТК
Описание второй схемы расположения оборудования РТК: выбрана схема с двуруким роботом, имеющим пять степени подвижности – поворот колонки, выдвижение/втягивание руки, опускание/поднятие захватного органа. Подающее устройство расположено напротив промышленного робота под углом к оси пресса, приемное устройство находится диаметрально противоположно относительно подающего устройства.
Характеристики роботов смотри в Приложении 2.
Расчет временных параметров первой схемы РТК
Номинальная производительность:
Q |
|
|
tсм |
, где |
t |
|
– время работы оборудования; |
|
Н |
tр |
см |
||||||
|
|
|
|
|
||||
|
|
|
|
|
|
|
оборудования (номинальный цикл). Фактическая производительность:
Q |
Q |
Q |
, где Q |
|
t |
пер |
|
|
|
; |
|||||||
|
|
|
||||||
Ф |
Н |
пер |
пер |
|
t |
|
|
|
|
|
|
|
|
р |
|
||
|
|
|
|
|
|
|
|
|
tпер – время переналадки оборудования.
t |
р |
|
– время одного цикла работы
Цикл манипулятора определяются структурной схемой РТК и алгоритмом его работы. Для выбранной типовой схемы цикловые манипуляции, при использовании совмещения движения звеньев, определяются по формуле:
tмц 2tк 4tсх 4tс 2tп 2 0,15 4 0,3 4 0,5 2 0,5 4,5сек,
8 3600
QН 6400шт 4,5
где tк – время подъема или опускания колонны; |
tсх – время срабатывания схвата; |
tс – время |
совместного перемещения звеньев (радиальное перемещение руки и подъем или опускание колонки).
Внецикловые потери времени:
t |
t |
пер |
5400 |
сек, |
|||
вц |
|
|
|
|
|
||
Q |
|
|
5400 |
1200шт |
|||
|
|
||||||
пер |
|
|
|
4,5 |
|
|
|
|
|
|
|
|
|
|
|
QФ 6400 1200 5200шт
44
где
t |
пер |
|
– среднее время переналадки при переходе на обработку другой детали.
Возможности повышения производительности РТК и уровень эксплуатации комплексно оцениваются коэффициентом использования:
|
|
|
Q |
|
5200 |
0,82 |
|
K |
|
Ф |
|
||||
исп.РТК |
Q |
6400 |
|||||
|
|
|
|
||||
|
|
|
|
|
|||
|
|
|
Н |
|
|
|
Расчет временных параметров второй схемы РТК
Цикловые потери определяются структурной схемой РТК и алгоритмом его работы. Для выбранной типовой схемы цикловые потери, при использовании совмещения движения звеньев, определяются по формуле:
tмц 4tк 4tсх 4tс 2tп 4 0,15 4 0,3 4 0,5 2 1 5,8 сек,
8 3600
QН 4965шт 5,8
Q |
4965 1200 4034шт |
||
Ф |
|
|
|
где |
t |
к |
– время подъема или опускания колонны; |
|
|
|
|
t |
сх |
|
– время срабатывания схвата;
t |
с |
|
– время
совместного перемещения звеньев (радиальное перемещение руки и подъем или опускание колонки).
Возможности повышения производительности РТК и уровень эксплуатации комплексно оцениваются коэффициентом использования:
|
|
|
Q |
|
4034 |
0,81 |
|
K |
|
Ф |
|
||||
исп.РТК |
Q |
4965 |
|||||
|
|
|
|
||||
|
|
|
|
|
|||
|
|
|
Н |
|
|
|
Из двух представленных схем выбираем первую схему расположения оборудования в РТК, так как в ней время цикла работы промышленного робота меньше и выше производительность, чем у второй и, а также коэффициент использования РТК выше.
45