

Приложение 2 Номенклатура роботов
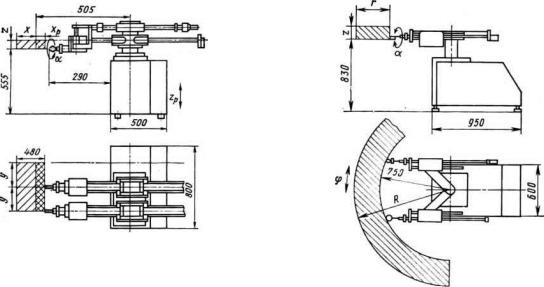
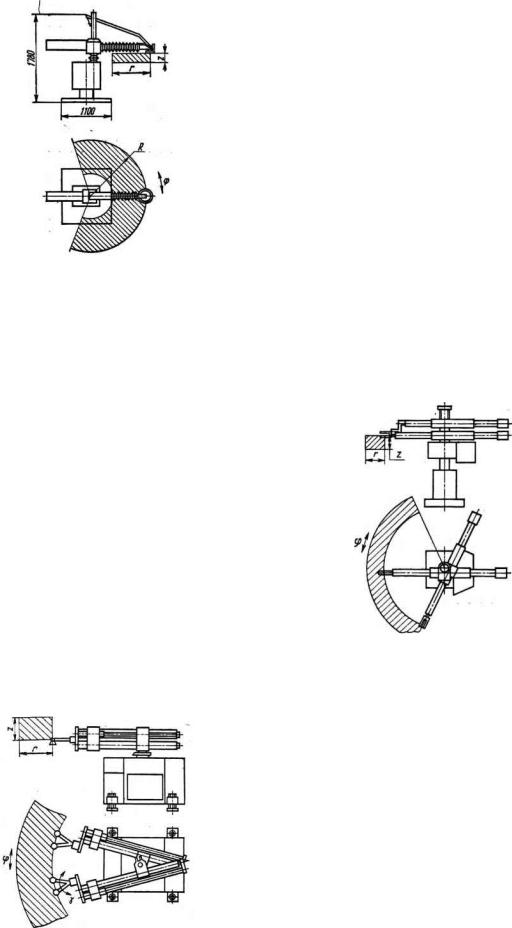
Модель «Ритм–05.01» |
Модель КМ1.25Ц.42.16 |
Основное назначение – для обслуживания кузнечнопрессового оборудования усилием 60–400 кН, металлорежущих станков
Номинальная |
|
|
грузоподъемность сум- |
1/0,5 |
|
марная/на руку, кг |
|
|
Число степеней |
7 |
|
подвижности |
||
|
||
Число рук/захватов на руку |
2/1 |
|
Тип привода |
Пневматический |
|
Устройство управления |
Цикловое |
|
(УЦМ–30) |
||
|
||
Число программируемых |
7 |
|
координат |
||
|
||
Способ программирования |
Предварительный |
|
перемещений |
набор |
|
|
|
|
Емкость памяти системы, |
25 |
|
число команд |
||
|
||
Погрешность |
±0,1 |
|
позиционирования, мм |
||
|
||
Масса, кг |
326 |
|
Линейные перемещения, |
|
|
мм: |
|
|
у (со скоростью 0,6 м/с) |
300 |
|
х ( 1,0 м/с) |
400 |
|
z ( 0,5 м/с) |
50 |
|
Регулировочные |
|
|
перемещения, мм: |
|
|
руки xР |
80 |
|
|
|
|
основания zР |
200 |
|
|
|
|
Угловое перемещение ° |
180 |
Страна–изготовитель – СССР
Основное назначение – для обслуживания однокривошипных листоштамповочных прессов усилием до 250 кН
Номинальная |
|
|
грузоподъемность, |
1,25/0,63 |
|
суммарная/на руку, кг |
|
|
Число степеней |
6 |
|
подвижности |
||
|
||
Число рук/захватов на руку |
2/1 |
|
Тип привода |
Пневматический |
|
Устройство управления |
Цикловое |
|
Число программируемых |
4 |
|
координат |
||
|
||
Средство программирования |
Штекерная |
|
перемещений |
панель |
|
Емкость памяти системы, |
900 |
|
число команд |
||
|
||
Погрешность |
±0,1 |
|
позиционирования, мм |
||
|
||
Максимальный радиус зоны |
1250 |
|
обслуживания R, мм |
||
|
||
Масса, кг |
280 |
|
Линейные перемещения, мм: |
|
|
z (со скоростью 0,92 м/с) |
80 |
|
r ( 1,5 м/с) |
500 |
|
Угловые перемещения, °: |
|
|
m (со скоростью 360°/с) |
180 |
|
а (720°/с) |
180 |
Страна–изготовитель – СССР
116
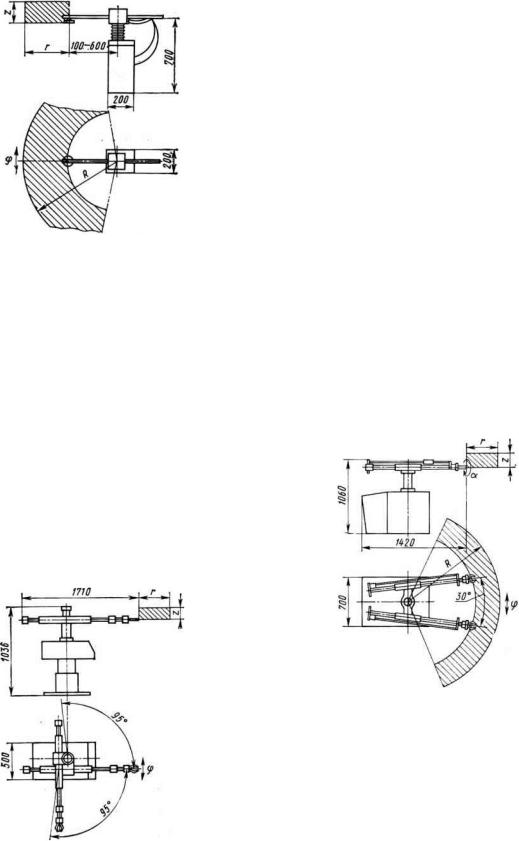
Модель HFR–1
Номинальная |
2 |
|||
грузоподъемность, кг |
||||
|
|
|||
Число степеней подвижности |
3 |
|||
Число рук/захватов на руку |
1/1 |
|||
Тип привода |
Электропневма |
|||
|
тический |
|||
|
|
|
||
Устройство управления |
Позиционное |
|||
Погрешность |
±1 |
|||
позиционирования, мм |
||||
|
|
|||
Максимальный радиус зоны |
1100 |
|||
обслуживания R, мм |
||||
|
|
|||
Масса, кг |
50 |
|||
Линейные перемещения, мм: |
|
|
||
r (со скоростью 1,0 м/с) |
500 |
|||
z ( 0,5 м/с) |
80 |
|||
Угловое перемещение ° (со |
160 |
|||
скоростью 160°/с) |
||||
|
|
|||
Страна–изготовитель |
– |
ВНР |
||
Модель 7605 |
|
|
||
Основное назначение – для загрузки прессового оборудования
Номинальная |
4/2 |
грузоподъемность, |
|
|
суммарная/на руку, кг |
|
|
Число степеней |
3 |
|
подвижности |
||
|
||
Число рук/захватов на руку |
2/1 |
|
Тип привода |
Пневматический |
|
|
Позиционное. |
|
Устройство управления |
цикловое |
|
|
(ЭЦПУ–6030) |
|
Число программируемых |
4 |
|
координат |
||
|
||
Способ программирования |
Обучение |
|
перемещений |
||
|
||
Емкость памяти системы, |
25 |
|
число команд |
||
|
||
Погрешность |
±0,1 |
|
позиционирования, мм |
||
|
||
Масса, кг |
240 |
|
Линейные перемещения, |
|
|
мм: |
|
|
r (со скоростью 1,0 м/с) |
500 |
|
z (0,2 м/с) |
150 |
|
Угловое перемещение ° |
120 |
|
(со скоростью 120°/с) |
||
|
Страна–изготовитель – СССР
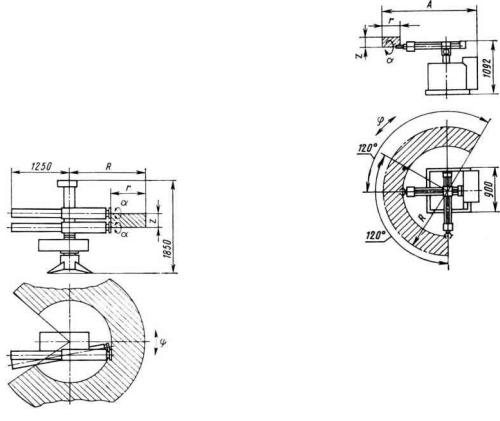
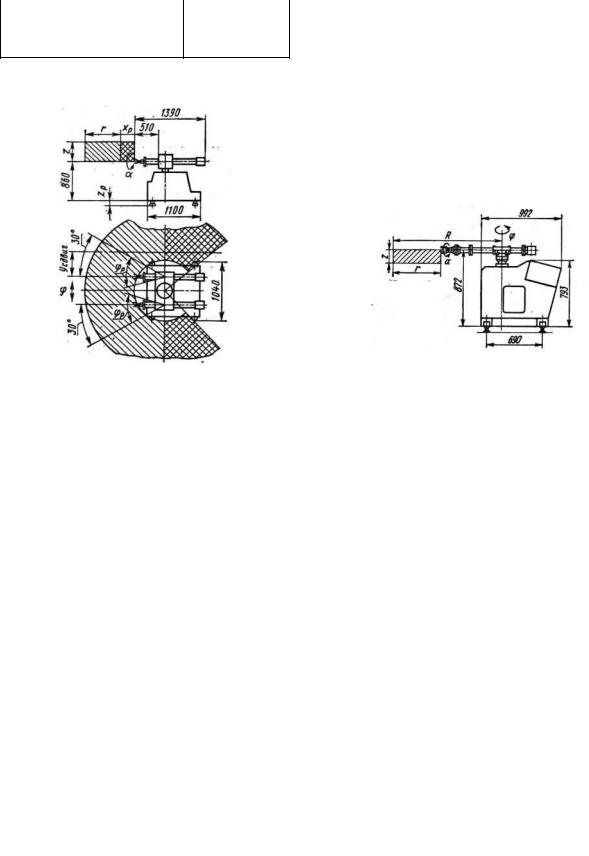
Модель ПР–5
Основное назначение – для обслуживания прессов усилием 250–1000 кН и токарных полуавтоматов типа МК–62
Номинальная |
|
|
грузоподъемность, сум- |
5/2 |
|
марная/на руку, кг |
|
|
Число степеней |
4 |
|
подвижности |
||
|
||
Число рук/захватов на руку |
2/1 |
|
Тип привода |
Пневматический |
|
Устройство управления |
Цикловое |
|
Число программируемых |
4 |
|
координат |
||
|
117
Способ программирования |
Коммутация |
|
перемещений |
гнезд панели |
|
|
|
|
Емкость памяти системы, |
150 |
|
число шагов |
||
|
||
Погрешность |
0,3 |
|
позиционирования, мм |
||
|
||
Максимальный радиус зоны |
1380 |
|
обслуживания R, мм |
||
|
||
Масса, кг |
380 |
|
Линейные перемещения, |
|
|
мм: |
|
|
r (со скоростью 0,8 м/с) |
600 |
|
z (0,5 м/с) |
1 5 0 |
|
Угловые перемещения, °: |
|
|
(со скоростью 90°/с) |
150 |
|
|
|
|
(180°/с) |
180 |
Страна–изготовитель – СССР
Модель PR–04
Основное назначение – для обслуживания кузнечнопрессового оборудования и металлорежущего оборудования с вертикальной осью изделия
Номинальная |
|
|
грузоподъемность, сум- |
4/2 |
|
марная/на руку, кг |
|
|
Число степеней |
6 |
|
подвижности |
||
|
||
Число рук/захватов на руку |
2/1 |
|
Тип привода |
Пневматический |
|
Устройство управления |
Позиционное |
|
Число программируемых |
6 |
|
координат |
||
|
||
Средство программирования |
Штекерная |
|
перемещений |
панель |
|
Погрешность |
±0,5 |
|
позиционирования, мм |
||
|
||
Максимальный радиус зоны |
1450 |
|
обслуживания R, мм |
||
|
118
Масса, кг |
|
400 |
Линейные перемещения, мм: |
|
|
r (со скоростью 0,8 м/с) |
|
1000 |
z (0,4 м/с) |
|
200 |
Угловые перемещения (со |
|
|
скоростью 90°/с), °: |
|
|
|
|
180 |
|
|
|
|
|
180 |
|
|
|
Страна–изготовитель – ЧССР |
||
Модель «RIMP–401» |
|
|
Основное назначение – для обслуживания металлорежущих станков и кузнечнопрессового оборудования
|
Исполнение |
|||
|
I |
|
II |
|
Номинальная |
|
|
|
|
грузоподъемность, |
6/2,5 |
|
4/1,5 |
|
суммарная/на руку, кг |
|
|
|
|
Число степеней |
|
4 |
||
подвижности |
|
|||
|
|
|
||
Число рук/захватов на руку. |
1/1 |
|
2/1 |
|
Тип привода |
Пневматический |
|||
Устройство управления |
Цикловое |
|||
Число программируемых |
|
3 |
||
координат |
|
|||
|
|
|
||
Способ программирования |
По упорам |
|||
перемещений |
||||
|
|
|
||
Погрешность |
±0,3 |
|||
позиционирования, мм |
||||
|
|
|
||
Масса, кг |
500 |
|
510 |
|
Линейные перемещения (со |
|
|
|
|
скоростью 0,5 м/с), мм: |
|
|
|
|
z |
10–150 |
|||
r |
400 |
|
600 |
|
Угловые перемещения, °: |
|
|
|
|
(со скоростью 120°/с) |
|
120 |
||
|
|
|||
( 90°/с) |
90–180 |
|||
Размер А, мм |
1688 |
|
1888 |
|
Страна–изготовитель – ПНР
Модель «Циклон–3.01»
Основное назначение – для обслуживания кузнечнопрессового оборудования, металлорежущих станков
Номинальная |
|
|
грузоподъемность, |
6/3 |
|
суммарная/на руку, кг |
|
|
Число степеней |
6 |
|
подвижности |
||
|
||
Число рук/захватов на |
2/1 |
|
руку |
||
|
||
Тип привода |
Пневматический |
|
|
Позиционное, |
|
Устройство управления |
цикловое (ПУР–Ц, |
|
|
УМЦ–20) |
|
Число |
|
|
программируемых |
3 |
|
координат |
|
|
Способ |
|
|
программирования |
По упорам |
|
перемещений |
|
|
Емкость памяти |
30 |
|
системы, число команд |
||
|
||
Погрешность |
0,25 |
|
позиционирования, мм |
||
|
||
Максимальный радиус |
|
|
зоны обслуживания R, |
1500 |
|
мм |
|
|
Масса, кг |
540 |
|
Линейные перемещения, |
|
|
мм: |
|
|
г (со скоростью 0,6 м/с) |
600 |
|
2 (» » 0,3 м/с) |
100 |
|
Регулировочные |
|
|
перемещения, мм: |
|
|
|
250 |
|
основания zp |
150 |
|
Угловые перемещения, |
|
°: |
|
|
Ф (со скоростью 60°/с) |
180 |
|
а ( 90°/с) |
180 |
|
Регулировочное |
45 |
|
перемещение руки Р |
||
|
||
|
|
Страна–изготовитель – СССР
Модели «Sideman I»; «Sideman–II»
Номинальная |
3 |
|
|
|
||
грузоподъемность, кг |
|
|
|
|||
|
|
|
|
|
||
Число степеней |
3 |
|
|
|
||
подвижности |
|
|
|
|||
|
|
|
|
|
||
Число рук/захватов на руку |
1/1 |
|
|
|
||
Тип привода |
Пневматический |
|||||
Устройство управления |
Цикловое |
|||||
Число программируемых |
3 |
|
|
|
||
координат |
|
|
|
|||
|
|
|
|
|
||
Средство |
Штекерная |
|||||
программирования |
||||||
панель |
|
|
||||
перемещений |
|
|
||||
|
|
|
|
|
||
Емкость памяти системы, |
18 |
|
|
24 |
||
число шагов |
|
|
||||
|
|
|
|
|
||
Погрешность |
±0,5 |
|
|
|
||
позиционирования, мм |
|
|
|
|||
|
|
|
|
|
||
Максимальный радиус |
1362 |
|
|
|
||
зоны обслуживания R, мм |
|
|
|
|||
|
|
|
|
|
||
Масса, кг |
250 |
|
|
|
||
Линейные перемещения, |
|
|
|
|
|
|
мм: |
|
|
|
|
|
|
z (со скоростью 0,5 м/с) |
0–100 |
|
|
|||
r (1,0 м/с) |
450; 600 |
|
||||
Угловое перемещение, °(со |
+90 |
|
|
90 |
||
скоростью 120°/с) |
|
|||||
|
|
|
||||
|
|
|
|
|
||
Страна–изготовитель – Япония |
|
|
|
|||
119
Модель МП–4
Основное назначение – для обслуживания прессов, формовочных машин, печей, а также для транспортирования деталей
Номинальная |
5 |
|
грузоподъемность, кг |
||
|
||
Число степеней подвижности |
3 |
|
Число рук/захватов на руку |
1/1 |
|
Тип привода |
Электрический |
|
Устройство управления |
Цикловое |
|
Число программируемых |
2 |
|
координат |
||
|
||
Емкость памяти систему, |
36 |
|
число команд |
||
|
||
Погрешность |
±1,0 |
|
позиционирования, мм |
||
|
||
Максимальный радиус зоны |
1100 |
|
обслуживания R, мм |
||
|
||
Масса, кг |
350 |
|
Линейные перемещения, мм: |
|
|
z (со скоростью 0,05 м/с) |
100 |
|
r (0,8 м/с) |
600 |
|
Угловое перемещение 0 (со |
220 |
|
скоростью 100°/с) |
||
|
Страна–изготовитель – СССР
Модель КМ10Ц.42.01
Основное назначение – для обслуживания металлорежущего и кузнечно–прессового оборудования
Номинальная |
|
|
грузоподъемность, сум- |
10/5 |
|
марная/на руку, кг |
|
|
Число степеней |
6 |
|
подвижности |
||
|
||
Число рук/захватов на руку |
2/2 |
|
Тип привода |
Пневматический |
|
Устройство управления |
Цикловое |
|
Способ программирования |
По упорам |
|
перемещений |
||
|
||
Масса, кг |
550 |
|
Линейные перемещения, |
|
|
мм: |
|
|
r (со скоростью 1,3 м/с) |
800 |
|
z ( 0,3 м/с) |
150 |
|
Угловые перемещения, °: |
|
|
(со скоростью 90°/с) |
180 |
|
|
|
|
(150°/с) |
180 |
|
|
|
Страна–изготовитель – СССР
Модель ПРП–5
Основное назначение – для автоматизации операций загрузки–разгрузки при обслуживании прессов и другого технологического оборудования
Номинальная |
|
|
грузоподъемность, |
10/5 |
|
суммарная/на руку, кг . |
|
|
Число степеней |
4 |
|
подвижности |
||
|
||
Число рук/захватов на руку |
2/1 |
|
Тип привода |
Пневматический |
|
Устройство управления |
Позиционное |
|
Число программируемых |
3 |
|
координат |
||
|
||
Средство |
Штекерная |
120
программирования |
панель |
|
перемещений |
|
|
Погрешность |
±0,1 |
|
позиционирования, мм |
||
|
||
Масса, кг |
200 |
|
Линейные перемещения, |
|
|
мм: |
|
|
r (со скоростью 1,0 м/с) |
500 |
|
z (0,5 м/с) |
150 |
|
Угловое перемещение |
180 |
|
(со скоростью 180°/с) |
||
|
||
Страна–изготовитель – СССР |
||
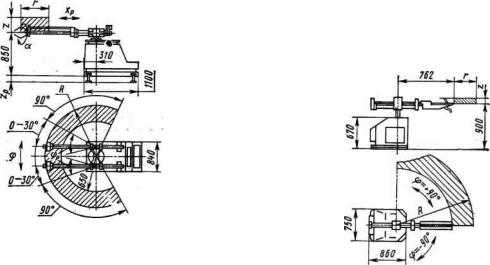
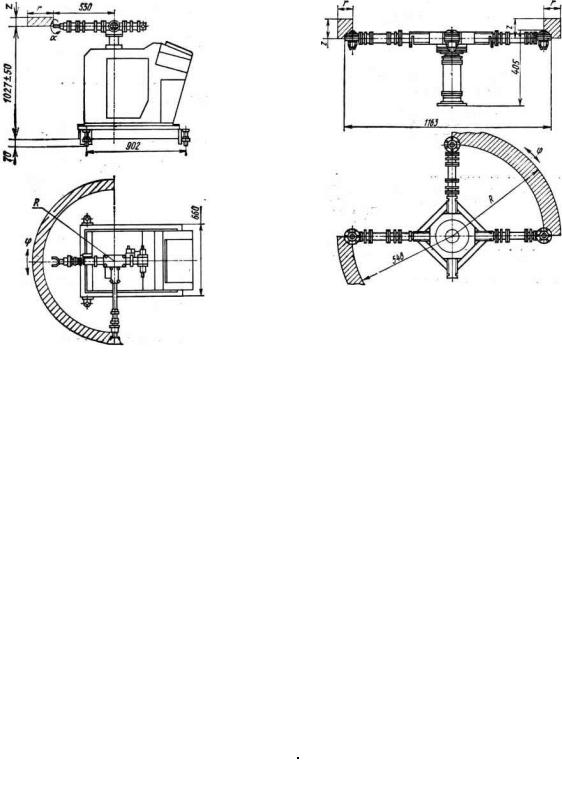
Модель КМ10Ц.42.03 (ПРЦ–1) |
||
Основное назначение – для обслуживания металлорежущего и кузнечно–прессового оборудования
Номинальная |
|
|
грузоподъемность, сум- |
10/5 |
|
марная/на руку, кг |
|
|
Число степеней |
5 |
|
подвижности |
||
|
||
Число рук/захватов на руку |
2/1 |
|
Тип привода |
Пневматический |
|
Устройство управления |
Цикловое |
|
(УПМ–30) |
||
|
||
Число программируемых |
5 |
|
координат |
||
|
||
Способ программирования |
По упорам |
|
перемещений |
||
|
||
Емкость памяти системы, |
14 |
|
число команд |
||
|
||
Погрешность |
±0,1 |
|
позиционирования, мм |
||
|
||
Максимальный радиус зоны |
2314 |
|
обслуживания R, мм |
||
|
||
Масса, кг |
930 |
|
Линейные перемещения, |
|
|
мм: |
|
|
r (со скоростью 1,5 м/с) |
800 |
121
|
z ( 0,5 м/с) |
|
150 |
|
Регулировочные |
|
|
|
перемещения, мм: |
|
|
|
r |
|
337 |
|
Р |
|
|
|
zР |
|
250 |
|
|
|
|
Угловые перемещения, °: |
|
|
|
|
(со скоростью 90°/с) |
|
180 |
|
|
|
|
|
(180о/с) |
|
180 |
|
Регулировочное |
|
20 |
|
перемещение Р ,° |
|
|
|
|
|
|
|
|
|
|
|
Страна–изготовитель – СССР |
||
|
Модель РПП–76 |
|
|
Основное назначение – для загрузки– разгрузки штучных заготовок в листоштамповочные прессы (высота матрицы штампа относительно пола 1030– 1180 мм)
Номинальная |
|
|
грузоподъемность, сум- |
10/5 |
|
марная/на руку, кг |
|
|
Число степеней |
5 |
|
подвижности |
||
|
||
Число рук/захватов на руку |
2/1 |
|
Тип привода |
Пневматический |
|
Устройство управления |
Цикловое |
|
Число программируемых |
5 |
|
координат |
||
|
||
Емкость памяти системы, |
24 |
|
число команд |
||
|
||
Погрешность |
±0,5 |
|
позиционирования, мм |
||
|
||
Максимальный радиус зоны |
1235 |
|
обслуживания R, мм |
||
|
||
Линейные перемещения (со |
|
|
скоростью 0,5 м/с), мм: |
|
|
Z |
150 |
|
R |
500 |
|
Угловые перемещения (со |
|
|
скоростью 90°/с), °: |
|
|
|
|
180 |
|
|
|
180 |
|
|
|
90 |
|
Страна–изготовигель – СССР
Модели «Циклон–5.01», «Циклон–5.02»
Основное назначение – для обслуживания кузнечно–прессового оборудования, металлорежущих станков, машин литья под давлением, установок ТВЧ, ТПЧ в массовом, крупносерийном и серийном производстве
|
Модель |
|||
|
5.01 |
|
5.02 |
|
Номинальная |
|
|
|
|
грузоподъемность, |
|
10/5 |
||
суммарная/на руку, кг |
|
|
|
|
Число степеней |
4–6 |
|
5–7 |
|
подвижности |
|
|||
|
|
|
||
Число рук/захватов на руку |
|
2/1 |
||
Тип привода |
Пневматический |
|||
Устройство управления |
Цикловое |
|||
% |
(УЦМ–20) |
|||
Способ программирования |
Предварительный |
|||
перемещений |
набор |
|||
|
|
|
|
|
Емкость памяти системы, |
24 + 7 |
|||
число команд |
||||
|
|
|
||
Погрешность |
|
±0,1 |
||
позиционирования, мм |
|
|||
|
|
|
||
Максимальный радиус |
|
1560 |
||
зоны обслуживания, мм |
|
|||
|
|
|
||
Масса, кг |
460 |
|
780 |
|
Линейные перемещения, |
|
|
|
|
мм: |
|
|
|
|
r (со скоростью 1,2 м/с) |
|
600 |
||
z ( 0,5 м/с) |
|
100 |
||
y сдвига |
|
400 |
||
Регулировочные |
|
|
|
|
перемещения, мм: |
|
|
|
|
|
x |
Р |
|
250 |
|
|
|
||
|
|
|
|
|
|
z |
Р |
|
150 |
|
|
|
||
|
|
|
||
Угловые перемещения, °: |
|
|
||
|
(со скоростью 120°/с) |
|
180 |
|
|
|
|
|
|
|
(180°/с) |
|
180 |
|
|
Регулировочное |
|
45 |
|
|
перемещение Р , ° |
|
||
|
|
|
||
|
|
|
||
|
Страна–изготовитель – СССР |
|||
|
|
Модель АН–6 |
|
|
Номинальная |
|
|
грузоподъемность, |
5; 5/2 |
|
суммарная/на руку, кг |
|
|
Число степеней |
4; 5 |
|
подвижности |
||
|
||
Число рук/захватов на руку |
1/1; 2/1 |
|
Тип привода |
Пневматический |
|
Устройство управления |
Цикловое |
|
Число программируемых |
4 |
|
координат |
||
|
||
Средство |
Штекерная |
|
программирования |
||
панель |
||
перемещений |
||
|
||
Емкость памяти системы, |
100 |
|
число шагов |
||
|
||
Погрешность |
±0,1 |
|
позиционирования, мм |
||
|
||
Максимальный радиус |
1340 |
|
зоны обслуживания R, мм |
||
|
||
Масса, кг |
250 |
|
Линейные перемещения, |
|
|
мм: |
|
|
r (со скоростью 1,0 м/с) |
600 |
|
z ( 0,1 м/с) |
100; 150 |
|
Угловые перемещения, °: |
|
|
(со скоростью 90°/с) |
120 |
|
|
|
|
(180°/с) |
180 |
Страна–изготовитель – Япония
122
Модель AHL–0/40 |
Модель МП–3 |
Основное назначение – для горячей и холодной штамповки на прессах
Номинальная |
|
|
грузоподъемность, сум- |
5/2 |
|
марная/на руку, кг. |
|
|
Число степеней подвижности |
5 |
|
Число рук/захватов на руку |
2/1 |
|
Тип привода |
Пневматичесю |
|
Устройство управления |
Цикловое |
|
Средство программирования |
Штекерная |
|
перемещений |
панель |
|
|
|
|
Емкость памяти системы, |
25 |
|
число шагов |
||
|
||
Максимальный радиус зоны |
800 |
|
обслуживания R, мм |
||
|
||
Масса, кг |
250 |
|
Линейные перемещения, мм: |
|
|
r (со скоростью 1,0 м/с) |
260–400 |
|
z (0,2 м/с) |
10–100 |
|
Угловые перемещения, °: |
|
|
(со скоростью 120°/с) |
90 |
|
|
|
|
(180°/с) |
90–180 |
Страна–изготовитель – Япония
123
Основное назначение – для обслуживания прессов, станков и полуавтоматов различного назначения
Номинальная |
|
|
грузоподъемность сум- |
2/0,5 |
|
марная/на руку, кг |
|
|
Число степеней |
3 |
|
подвижности |
||
|
||
Число рук/захватов на руку |
1–4/1 |
|
Тип привода |
Пневматический |
|
Устройство управления |
Цикловое |
|
Число программируемых |
3 |
|
координат |
||
|
||
Емкость памяти системы, |
10 |
|
число команд |
||
|
||
Погрешность |
±0,1 |
|
позиционирования, мм |
||
|
||
Максимальный радиус зоны |
625 |
|
обслуживания R, мм |
||
|
||
Масса, кг |
40 |
|
Линейные перемещения (со |
|
|
скоростью. 0,1 м/с), мм: |
|
|
z |
125 |
|
r |
100 |
|
Угловое перемещение |
90 |
|
(со скоростью 90°/с); |
||
|
||
Страна–изготовитель – СССР |
||
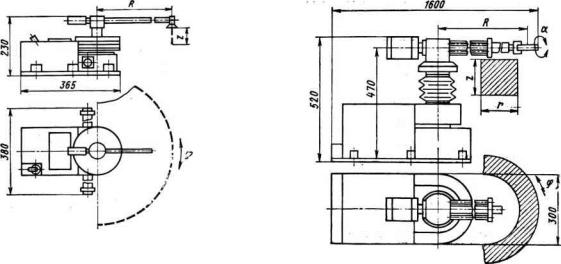
Модель КМ 0,63Ц.42.12 |
Модель КМ2,5Ц.42.14 |
Основное назначение – для обслуживания прессов одно–кривошипных открытых простого действия усилием до 100 кН
Номинальная |
0,63 |
|
грузоподъемность, кг |
||
|
||
Число степеней |
2 |
|
подвижности |
||
|
||
Число рук/захватов на руку |
1/1 |
|
Тип привода |
Пневматический |
|
Устройство управления |
Цикловое |
|
Число программируемых |
2 |
|
координат |
||
|
||
Способ программирования |
По упорам |
|
перемещений |
||
|
||
Погрешность |
±0,1 |
|
позиционирования, мм |
||
|
||
Максимальный радиус зоны |
350 |
|
обслуживания R, мм |
||
|
||
Масса, кг |
20 |
|
Линейное перемещение z, |
20 |
|
мм |
||
|
||
Угловое перемещение |
180 |
|
|
|
Страна–изготовитель – СССР
Основное назначение – для обслуживания прессов одно–кривошипных открытых простого действия усилием до 1 кН
Номинальная |
2,5 |
|
грузоподъемность, кг |
||
|
||
Число степеней |
4 |
|
подвижности |
||
|
||
Число рук/захватов на руку |
1/1 |
|
Тип привода |
Пневматический |
|
Устройство управления |
Цикловое |
|
Способ программирования |
По упорам |
|
перемещений |
||
|
||
Погрешность |
±0,1 |
|
позиционирования, мм |
||
|
||
Максимальный радиус зоны |
800 |
|
обслуживания R, мм |
||
|
||
Масса, кг . |
150 |
|
Линейные перемещения, |
|
|
мм: |
|
|
z (со скоростью 0.6 м/с) |
80 |
|
r (0,8 м/с) |
300 |
|
Угловые перемещения, °: |
|
|
(со скоростью 360°/с) |
270 |
|
|
|
|
( 720°/с) |
180 |
Страна–изготовитель – СССР
124
Приложение 3 Условные графические обозначения элементов
пневмоприводов
Условные графические обозначения элементов пневмоприводов даны по ГОСТ 2.781–96, ГОСТ 2.782–96, маркировка присоединительных отверстий пневмоустройств, типы контактов электротехнических устройств, бесконтактные путевые выключатели.
Таблица 1 – Условные графические обозначения элементов пневмоприводов
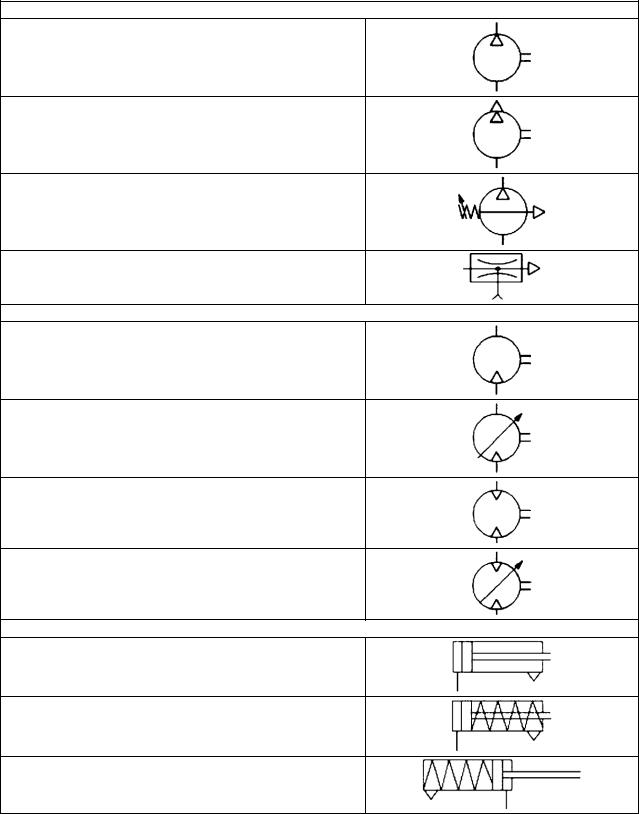
Преобразование энергии
Компрессор
Вакуум–насос
Усилитель давления
Эжектор
Пневмомоторы
Нереверсивный нерегулируемый
Нереверсивный регулируемый
Реверсивный нерегулируемый
Реверсивный регулируемый
Пневмоцилиндры одностороннего действия
Без указания способа возврата штока
Свозвратом штока пружиной
Свыдвижением штока пружиной
125
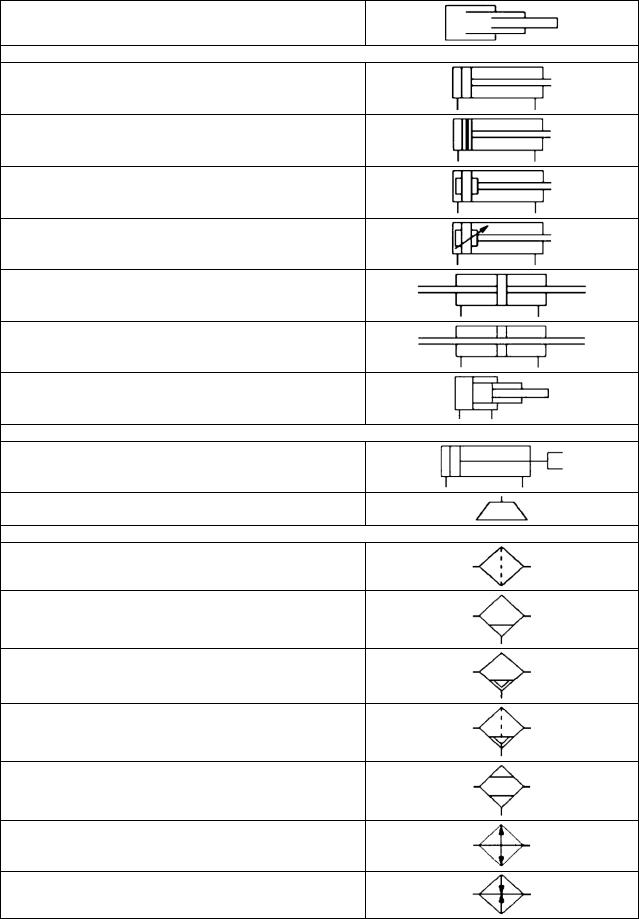
Телескопический
Пневмоцилиндры двустороннего действия
Общее обозначение
Спостоянным магнитом на поршне
Снерегулируемым торможением в конце хода
Срегулируемым торможением в конце хода
Спроходным штоком
Спроходным полым штоком
Телескопический
Специальные исполнительные механизмы
Захват промышленного робота
Вакуумный захват
Устройства подготовки сжатого воздуха
Фильтр
Влагоотделитель с ручным отводом конденсата
Влагоотделитель с автоматическим отводом конденсата
Фильтр–влагоотделитель
Осушитель
Охладитель
Нагреватель
126
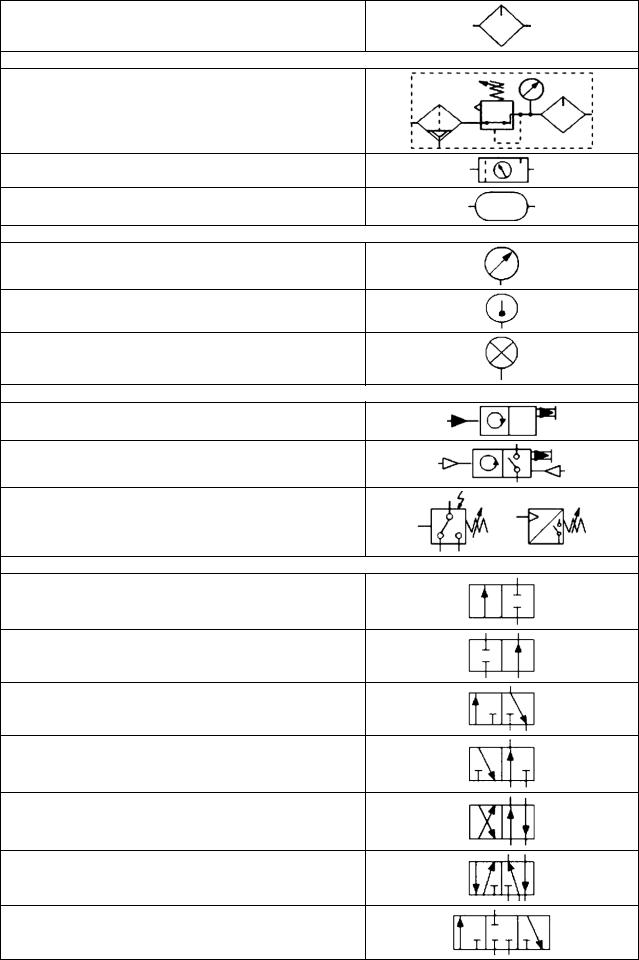
Маслораспылитель
Блок подготовки воздуха
Детальное обозначение
Упрощенное обозначение
Ресивер
Контрольно–измерительные устройства
Манометр
Термометр
Указатель (индикатор) давления
Счетчики сигналов
С ручной установкой нуля
С пневматической установкой нуля и с пневматическим выходным сигналом
Реле давления
Пневматические распределители
Нормально закрытый 2/2–распределитель
Нормально открытый 2/2–распределитель
Нормально закрытый 3/2–распределитель
Нормально открытый 3/2–распределитель
4/2–распределитель
5/2–распределитель
3/3–распределитель
127
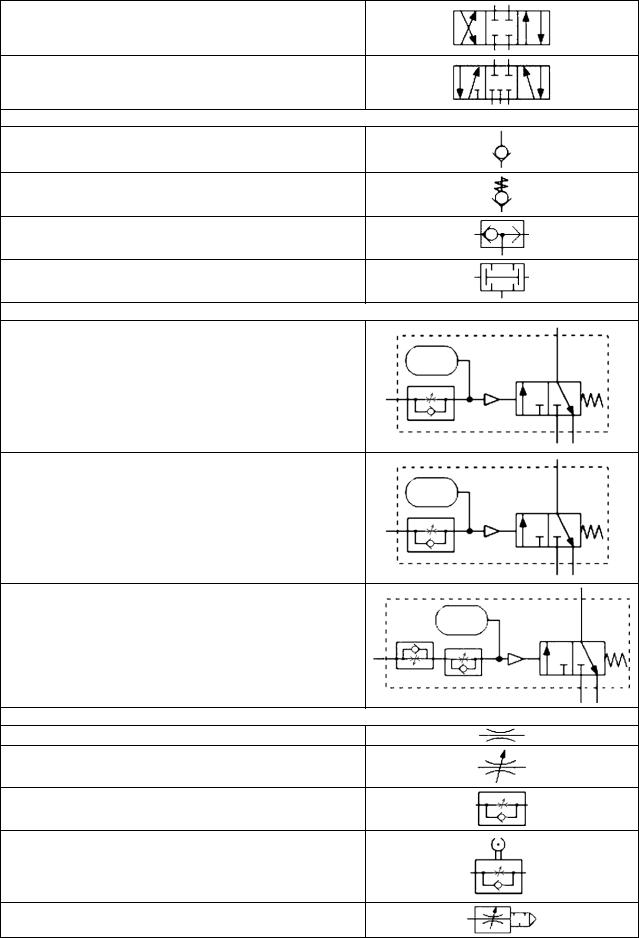
4/3–распределитель
5/3–распределитель
Пневматические клапаны
Обратный без пружины
Обратный с пружиной
Логический "или"
Логический "и"
Выдержки времени
Сзадержкой по переднему фронты
Сзадержкой по заднему фронту
Сзадержкой по переднему и заднему фронтам
Дроссели
Нерегулируемый
Регулируемый
С обратным клапаном
Путевой
Выхлопной
128