

12 Разработка компоновочной схемы РТК
Компоновка – это система взаимного расположения элементов РТК. Она бывает технологической и конструкционной. В процессе технологической компоновки определяются структура РТК, состав рабочих и установочных движений, количество исходных, рабочих и конечных положений детали, характер обслуживания РТК человеком. Второй вид компоновки отражает конструктивное исполнение.
Компоновки РТК весьма многообразны. Однако необходимо стремиться к типовым решениям хотя бы для однородных операций и деталей одного конструктивного класса. Причем нужно придерживаться некоторых общих принципов:
принципа минимума, заключающегося в том, что при компоновке следует стремиться использовать как можно меньше вспомогательных устройств, предусматривать минимальное количество движений при манипуляции предметами труда или инструментом, сокращать время выполнения операций и производственную площадь, занимаемую элементами РТК;
принципа обеспечения удобства обслуживания и ремонта РТК и в первую очередь соблюдения техники безопасности (ГОСТ 12.2.72–82).
При этом требуется:
предусматривать максимальную механизацию и автоматизацию вспомогательных операций (транспортировка заготовок и деталей, загрузка ими накопителей и питателей, удаление стружки, окалины и облоя из рабочей зоны и т. д.) связанных с воздействием на работающих опасных и вредных производственных факторов, оставляя за оператором в основном функции управления и контроля;
обеспечивать удобный и безопасный доступ обслуживающего персонала к основному и вспомогательному технологическому оборудованию, ПР и органам аварийного отключения и управления;
исключать пересечение трасс следования оператора и исполнительных устройств ПР;
размещать пульт управления вне рабочего пространства ПР; вокруг него должно быть достаточно места, чтобы оператор мог беспрепятственно пользоваться кнопкой аварийного отключения и имел хороший обзор;
предусматривать при расчете площади ограждаемой зоны необходимые расстояния между стационарным ограждением, элементами промышленного робота и технологического оборудования для безопасного выполнения операций программирования, обучения, ремонта и контроля ПР. Необходимо учитывать систему координат, тип и количество ПР, а также антропометрические данные и рабочую позу оператора при выполнении различных операций по обслуживанию промышленного робота, основного технологического оборудования, исходя из Межотраслевых требований НОТ при проектировании (М., 1979);
Далее приведен пример исполнения компоновочной схемы РТК на примере РТК листовой штамповки для деталей уголок, стакан и стакан с раздачей. (См. раздел 5.5)
94
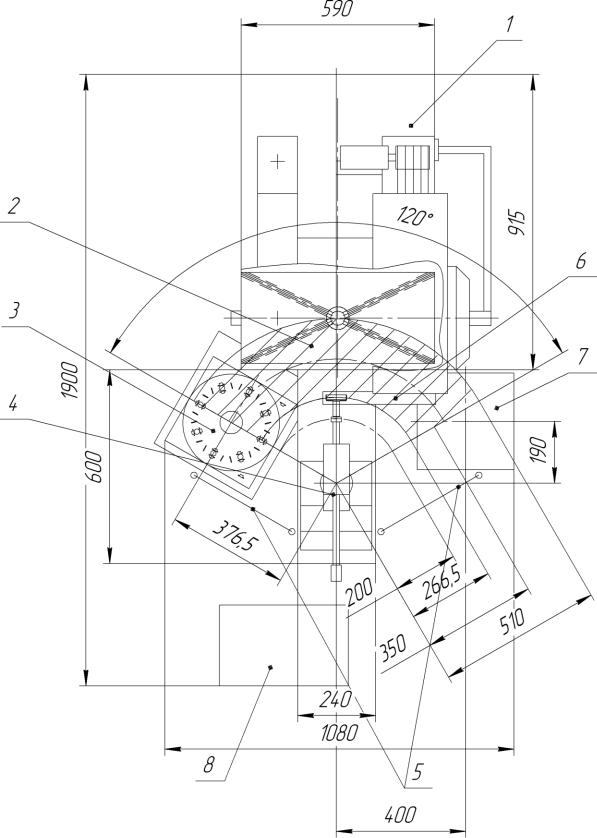
Рисунок 12.1 – Пример выполнения компоновочной схемы РТК:
1 – пресс КД23226Е; 2 – стол пресса; 3 – загрузочное устройство; 4 – промышленный робот КМ 0,63Ц.42.12; 5 – ограждение; 6 – приемное устройство; 7 – приемный стол; 8 – ЭЦПУ 6030.
95