

3 Расчет формы, размеров и веса исходных заготовок деталей
Проведем расчет формы, размеров и веса исходной заготовки на примере деталей уголок, стакан и стакан с раздачей.
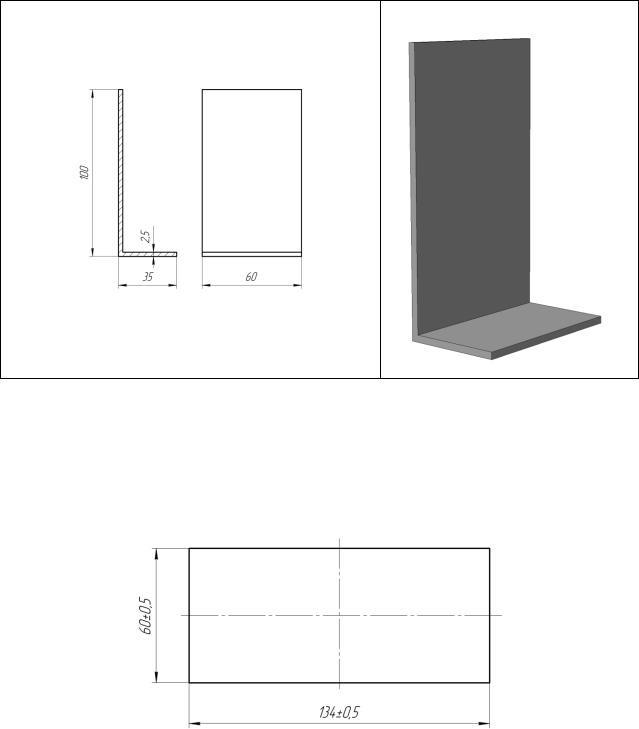
Для расчѐта формы и размера заготовки в каждой из трѐх групп выделим по одной детали с самой большой массой. Все дальнейшие расчѐты будем проводить для этих деталей. Из деталей первой группы выбираем деталь 5. Далее будем называть еѐ деталь № 1. Чертѐж детали и еѐ массово–центровочные характеристики (МЦХ) приведены ниже.
|
Рисунок 3.1 – Деталь № 1 |
Деталь 1 |
|
Материал |
Л63 ГОСТ 15527–2004 |
Плотность материала |
Ro =0.0088 г/мм3 |
Масса |
M = 174.90 г |
Площадь |
S = 16862.50 мм2 |
Объем |
V = 19875.00 мм3 |
Длину нейтрального слоя определили графически в программном продукте КОМПАС–3D:
Рисунок 3.2 – Заготовка детали № 1
Из деталей второй группы выбираем деталь 5. Далее еѐ будем называть деталь №2. Чертѐж детали и еѐ массово–центровочные характеристики (МЦХ) приведены ниже.
32
|
Рисунок 3.3 – Деталь № 2 |
Деталь 2 |
|
Материал |
Л63 ГОСТ 15527–2004 |
Плотность материала |
Ro =0.0088 г/мм3 |
Масса |
M = 104.515 г |
Площадь |
S = 11581.66 мм2 |
Объем |
V = 11876.73 мм3 |
Основным правилом для определения размеров заготовок при вытяжке является равенство объемов заготовки и готовой детали, так как в процессе пластической деформации объем металла остается постоянным. При вытяжке без утонения стенок изменением толщины материала обычно пренебрегают, и определение размеров заготовки производят по равенству площади поверхности заготовки и готовой детали с припуском на обрезку.
Для определения диаметра исходной заготовки необходимо определить площадь поверхности готовой детали F (которую определяем при помощи программы KОМПАС – 3D функция МЦХ):
F
11581
мм
2,
D |
1,13 |
F |
заг |
|
|
Принимаем |
D |
|
заг |
|
|
|
|
1,13 |
11581 121,6мм |
122 мм |
|
Рассчитаем коэффициент вытяжки:
|
|
|
D |
|
122 |
1,6 |
|
K |
|
заг |
|
||||
в |
d |
75 |
|||||
|
|
|
|
||||
|
|
|
|
|
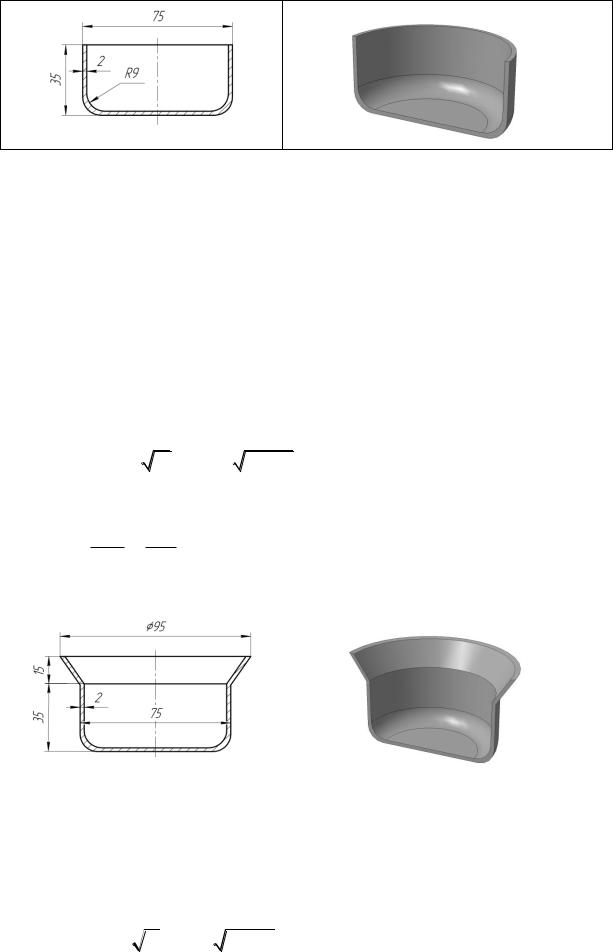
Из деталей третей группы выбираем деталь 5. Далее еѐ будем называть деталь № 3. Чертѐж детали и еѐ массово–центровочные характеристики (МЦХ) приведены ниже.
|
|
|
|
|
|
|
|
|
Рисунок 3.4 – Деталь № 3 |
||
Деталь 3 |
|
|
|
|
|
Материал |
|
Л63 ГОСТ 15527–2004 |
|||
Плотность материала |
|
Ro =0.0088 г/мм3 |
|||
Масса |
|
M = 289.43 г |
|||
Площадь |
|
S = 32101.51 мм2 |
|||
Объем |
|
V = 32890.41 мм3 |
|||
Определим диаметр заготовки: |
|||||
|
|
|
|
|
|
Dзаг 1.13 |
F 1.13 32101 202,5 мм , |
||||
|
33 |
||||

где F – площадь заготовки.
Принимаем
D |
203 мм |
заг |
|
Найдѐм коэффициент вытяжки:
к |
D |
|
203 |
2,7 |
|
заг |
|
||||
d |
75 |
||||
|
|
|
|||
|
1 |
|
|
|
34

4 Расчет усилия штамповки и хода ползуна пресса
Проведем расчет усилия штамповки и хода ползуна, на примере деталей уголок, стакан и стакан с раздачей. (См. раздел 3)
Расчѐт усилия штамповки и хода ползуна для детали №1
Усилие гибки определяется из условия равенства внешнего изгибающего момента моменту внутренних сил.
M P l ,
l r 1,2 S 1 1,2 2,5 4 мм
– расстояние между опорами,
M
P l
15903 4 63612 Н
мм
.
Кроме того к усилию гибки необходимо прибавить усилие прижима, составляющее 0,25 – 0,3 усилия изгиба. В некоторых случаях целесообразно применять усилие прижима большей
величины 0,5 0, 6 P . изг
Установлено, что в зависимости от геометрических соотношений максимальное усилие изгиба возникает при величине угла α от 45 до 80º, когда именно плечо изгиба имеет наименьшую величину. В результате имеем более точную формулу для расчета усилия гибки (без учѐта прижима):
P |
|
0,5 B S |
2 |
|
|
|
cos (cos sin ) |
2 |
B S |
|
k |
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
изг |
|
|
|
|
В |
(r |
r S) (1 sin ) n S |
|
|
K |
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
m |
п |
|
|
|
|
|
|
2 60 2,5 38 0,09 1026 кг 10260 Н |
|
|
|
|
|
|
||||||||
B 60 мм – ширина детали (длина линии изгиба), |
|
|
|
|
|
|
||||||||
S 2,5 мм – толщина детали, |
|
|
|
|
|
|
||||||||
|
|
38кг / мм |
2 |
– предел прочности, |
|
|
|
|
|
|
||||
В |
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
k2 |
0,09 – коэффициент гибки. |
|
|
|
|
|
|
|||||||
Pприж
0,55 1026 564,3кг 5643Н
.
Тогда имеем:
Р P |
Р |
изг |
приж |
15903Н
.
Расчѐт усилия штамповки и хода ползуна для детали №2
Усилие штамповки определится из суммы усилий вытяжки и прижима:
P |
P |
шт |
выт |
Qпр
.
На практике получила применение инженерная формула для определения усилия вытяжки:
Pвыт d s Kф в 3,14 80 2 1,9 420 325кН ,
в 420 МПа , т 260 МПа .
Усилие прижима:
Qпр 0, 25 (D2 (d 2 rм )2 ) q 0, 25 3,14 (2502 (80 2 5)2 ) 0, 2 8,9 кН
q0,2 кг мм2 – среднее давление прижима,
мм2 – среднее давление прижима,
Витоге, получим:
Pшт 325 8,9 334 кН .
Для выполнения нужной операции вытяжки необходим пресс с усилием 40т. Рабочий ход принимаем равным высоте вытягиваемой детали: Sp 85 мм .
35
Расчѐт усилия штамповки и хода ползуна для детали №3
Первой операцией штамповки для детали №3 является вытяжка цилиндрического стаканчика без фланца. Следовательно, определим усилие штамповки и величину рабочего хода для операции вытяжки.
Усилие штамповки определится из суммы усилий вытяжки и прижима:
P |
P |
шт |
выт |
Qпр
.
На практике получила применение инженерная формула для определения усилия вытяжки:
P |
d s K |
ф |
|
в |
выт |
|
|
3,14 75 2 1,9 380
310кН
,
|
в |
380 МПа |
|
|
Усилие прижима:
,
|
т |
|
230 МПа
.
Q |
|
0, 25 (D |
2 |
(d 2 r ) |
2 |
) q |
|
|||
|
|
|
|
|
|
|
||||
пр |
|
|
|
м |
|
|
|
|
|
|
|
0,25 3,14 (260 |
2 |
(75 2 5) |
2 |
) 0,2 |
10 кН |
||||
|
|
|
||||||||
q 0,2 кг мм2 – среднее давление прижима,
мм2 – среднее давление прижима,
В итоге, получим:
P |
310 10 320кН |
шт |
|
.
Для выполнения нужной операции вытяжки необходим пресс с усилием 40т. Рабочий ход
принимаем равным высоте вытягиваемой детали:
S |
p |
|
80мм
.
36