

13 Расчет временных параметров РТК, цикловая диаграмма
13.1 Цикловая диаграмма работы РТК
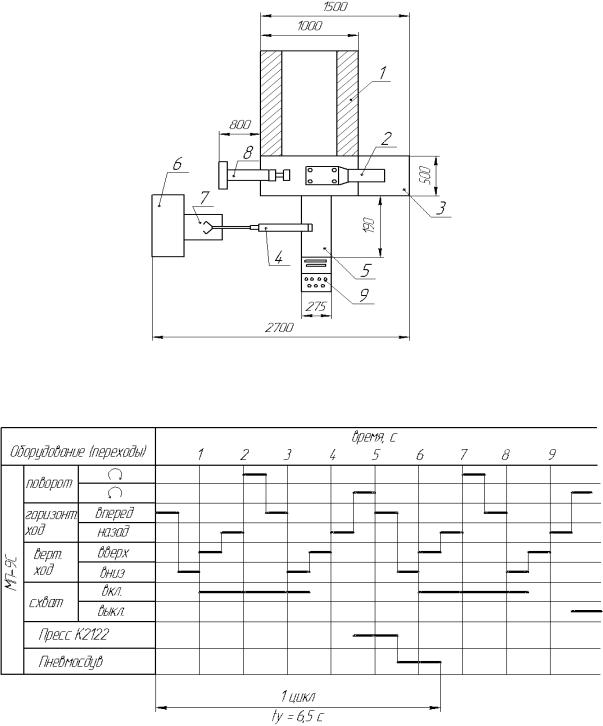
Цикловая диаграмма необходима для оценки и расчета циклового времени работы РТК. Зависит от типа пресса, робота, РТК. Чтобы минимизировать время работы РТК применяют второй робот взамен выталкивателя и пневмосдува. Две руки позволят сократить цикл работы РТК. Имеется удаление деталей и отходов на провал.
МП–9С – однорукий робот; К2122 – пресс, удаление пневмосдувом
Рисунок 13.1 – Компоновка с роботом МП–9С и прессом К2122
1 – пресс К2122; 2 – лоток, в направлении которого идет деталь; 3 – тара под деталь; 4 – робот МП–9С; 5 – платформа робота; 6 – накопитель, подающее устройство; 7 – место позиционирования заготовки под схват робота; 8 – пневмосдув; 9 – УУ циклового ЭЦПУ6030.
Рисунок 13.2 – Цикловая диаграмма работы данного комплекса
Робот с двумя руками: МП–11. Пресс К2122.
96
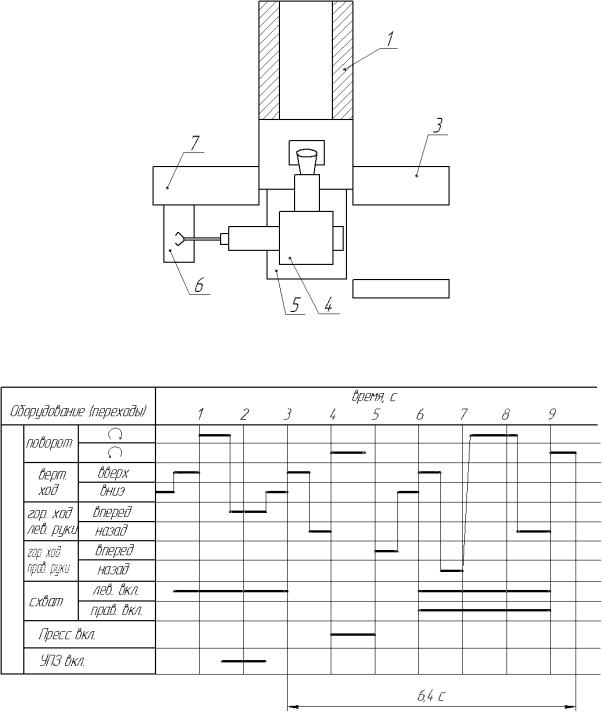
Рисунок 13.3 – Компоновка с роботом МП–11 и прессом К2122
1 – пресс К2122; 3 – тара под деталь; 4 – робот МП–9С; 5 – платформа робота; 6 – накопитель, подающее устройство; 7 – место позиционирования заготовки под схват робота.
Рисунок 13.4 – Цикловая диаграмма работы данного комплекса
13.2 Пример составления цикловой диаграммы РТК
Составим цикловую диаграмму на примере РТК листовой штамповки для деталей уголок, стакан и стакан с раздачей. (См. раздел 5.5)
97
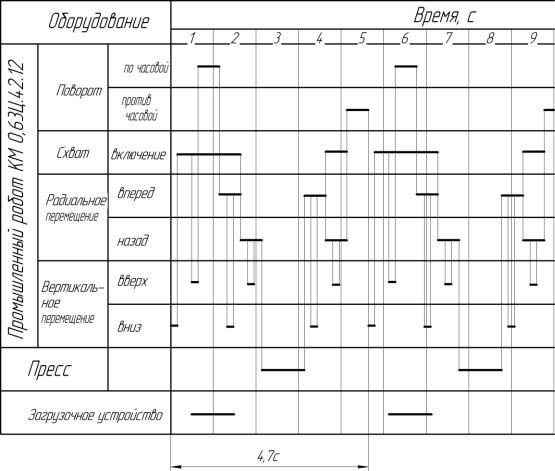
Рисунок 13.5 – Цикловая диаграмма работы данного комплекса
Цикл работы РТК начинается после его включения, манипулятор промышленного робота КМ 0,63Ц.42.12из исходного положения (захват находиться над позицией подачи заготовок) опускает захватный орган на позицию подачи заготовок и происходит включение электромагнита. Заготовка, из магазина притягивается к захватному устройству, захват поднимается, происходит поворот манипулятора на 60° и совместное выдвижение манипулятора с опусканием колонки, по окончании этого движения на захват подается сигнал и заготовка падает в штамп. Затем манипулятор совершает обратное совмещенное движение: втягивание манипулятора с поднятием колонки.
Происходит включение пресса. Манипулятор совмещенным движением помещает схват над деталью и затем срабатывает захватный орган и происходит удаление готовой детали из штампа совмещенным перемещением манипулятора вверх и назад, после чего срабатывает схват и деталь падает в приемный лоток, по которому соскальзывает в тару для деталей. Манипулятор поворачивается против часовой стрелки и занимает исходное положение, после чего цикл повторяется снова. Цикловая диаграмма приводится в приложении.
98