

обратный клапан 17. Одновременно шток 15 уходит вниз и устанавливается в положение, нужное для последующего поворота стола 5, осуществляемого с помощью косозубой муфты. По окончании перекачки масла в цилиндр 3 замыкается концевой выключатель KB2, который приводит электропневмоклапаны 11 и 12 в исходное положение, при этом происходит поворот стола 5, и процесс подачи заготовок 9 возобновляется. Готовность загрузочного устройства к работе определяется концевым выключателем KB3, который замыкается при нажатии его штоком 15 цилиндра 3, что соответствует ориентированному положению стола 5 с заготовками 9 относительно захвата промышленного робота.
8.6 Пример выбора подающего устройства РТК
Проведем выбор подающего устройства РТК на примере РТК листовой штамповки для деталей уголок, стакан и стакан с раздачей. (См. раздел 5.5)
Для полноценной работы РТК необходимо устройство подачи заготовок под схват промышленного робота, учитывая размеры заготовки, наиболее рациональным является применение загрузочного устройства:
Загрузочное устройство (Рисунок 8.7) предназначено для подачи под схват робота плоских заготовок и представляет собой конструкцию, на основании 5 которой смонтированы: поворотный стол 12 с пневмоцилиндром 6, фиксирующие устройства 3 и 9, устройство для подъема заготовок 4, система электроуправляемых золотников 13 и устройство для поддержания заданного уровня заготовок 10.
Поворотный стол представляет собой механизм, состоящий из неподвижной оси 8, на которой в подшипниках закреплен вращающийся стол 1 с прорезями и поворотное устройство. На верхней части стола смонтированы магазины кассет 2, в которые укладываются заготовки. Поворот стола осуществляется пневмоцилиндром 6 двустороннего действия, перемещающим кулису 7, которая прикреплена к стакану 11 вращающегося стола с помощью муфты свободного хода 12. Фиксация положения стола осуществляется с помощью храпового колеса и подпружиненного фиксирующего устройства 9.
Устройство для подачи заготовок состоит из механизма подъема и следящей фотоэлектронной системы 10. Механизм подъема представляет собой пневмоцилиндр, воздух в который для поддержания заданного уровня заготовок, подается по сигналу фотоэлектронных датчиков, изменяющих давление и расход подаваемого воздуха с помощью системы электроуправляемых золотников 13. При снятии верхней заготовки из магазина высота стопы уменьшается и фотодатчики подают сигнал на подачу воздуха в пневмоцилиндр для поддержания заданного уровня.
При освобождении магазина фотодатчик подает сигнал на опускание пневмоцилиндра подъема, а затем и на поворот вращающегося стола на один шаг.
78
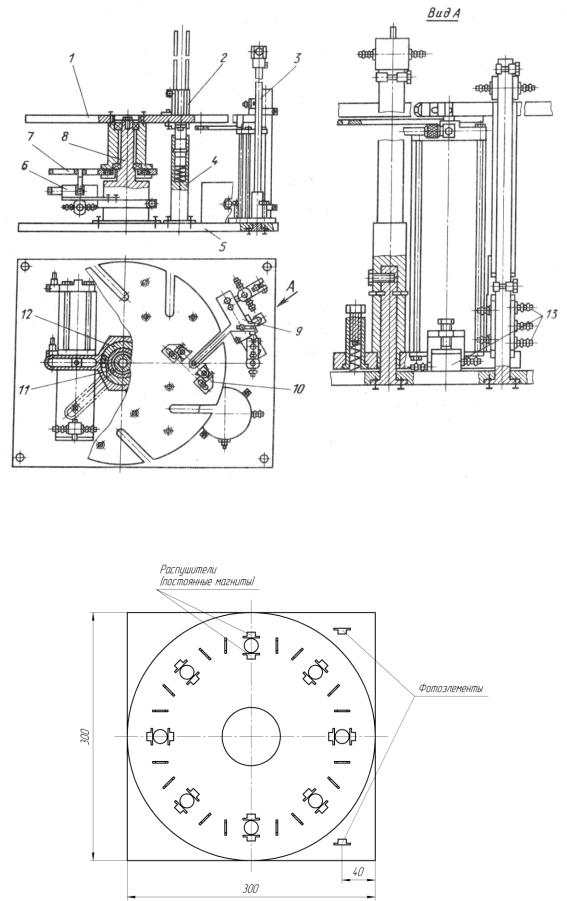
Рисунок 8.7 – Принципиальная схема загрузочного устройства
1 – вращающийся стол; 2 – магазины кассет; 3, 9 – фиксирующие устройства; 4 – устройства для подъема заготовок; 5 – основание; 6 – пневмоцилиндр; 7 – кулиса; 8 – неподвижная ось; 10 – фотоэлектронная система; 11 – стакан; 12 – муфта; 13 – золотники.
Рисунок 8.8 – Загрузочное устройство
79
Таблица 8.3 – Характеристики загрузочного устройства
Число магазинов, шт. |
8 |
Высота стопы заготовок, мм |
150 |
Число заготовок в стопе, шт. |
100 |
Рабочее давление воздуха, МПа |
0,35..0,6 |
Режим работы |
Наладочный, |
|
автоматический |
Напряжение питания, В |
220 |
Потребляемая мощность, Вт |
60 |
Габариты |
300Х300Х410 |
В выбранной конструкции фотоэлементы расположены на двух штангах, на каждом магазине кассет установлены распушители (постоянные магниты), установленные с целью разъединения заготовок.
80