


10 Информационная система РТК
10.1 Сенсорная система промышленных роботов (система датчиков)
Сенсорная система служит для оценки и измерения параметров окружающей среды, а также для оценки взаимного положения рабочих звеньев манипулятора. Схема сенсорной системы показана на рисунке 10.1. Она состоит главным образом из двух основных частей:
Рисунок – 10.1 – Схема сенсорной системы ПР
1)датчиков, осуществляющих сбор информации об измеряемых параметрах;
2)вычислительного комплекса, обрабатывающего собранную датчиками информацию и оценивающего на основании этого ситуацию.
Существует два вида датчиков внешней и внутренней информации. Первые из них предназначены для контроля состояния параметров внешней среды и объектов, с которыми работает робот, вторые – для контроля функционирования самого робота.
Датчики внешней информации обеспечивают следующие виды контроля:
контроль положения заготовки в матрице штампа;
контроль положения ползуна в верхней точке;
контроль выноса детали из рабочей зоны пресса;
наличие заготовки или детали в схвате.
контроль перегрузки бункерного загрузочного устройства.
наличие заготовки в месте схвата подающего устройства;
правильность положения манипулятора относительно пресса;
контроль выхода руки из рабочей зоны;
помещение кассеты на холостую позицию.
Датчики внутренней информации – это устройства, определяющие линейные положения, углы поворота всех звеньев манипулятора, в том числе и рабочего органа, опорных механизмов и других узлов. В качестве таких датчиков применяются потенциометры, сельсины, редусины, резольверы, бесконтактные переключатели, герконы, фотореле, вращающие трансформаторы и др.
10.2 Пример установки системы датчиков РТК
Составим схему установки датчиков на примере РТК листовой штамповки для деталей уголок, стакан и стакан с раздачей. (См. раздел 5.5)
Для избежания попадания двух заготовок в матрицу штампа при удалении детали из штампа используется датчик установленный на захватном органе представляющий собой два изолированных от рабочей, металлической, поверхности схвата контакта, при взятии детали или
87
заготовки контакты замыкаются и проходит сигнал о том, что деталь или заготовка находятся в схвате робота. Также при сбросе заготовки в штамп или детали в лоток контакты размыкаются, что служит сигналом о том, что деталь/заготовка успешно удалены из схвата. Наличие сигнала о том, что деталь находится в схвате, исключает ее наличие в штампе, а следовательно отсутствие аварийной ситуации, в случае же отсутствия сигнала происходит аварийная остановка комплекса. При сбросе заготовки в штамп заготовка может прилипнуть к поверхности схвата, и не попасть в штамп, соответственно в этом случае не будет сигнала о сбросе заготовки, контакты останутся замкнутыми, что приводит к аварийной остановке комплекса. При взятии заготовки с позиции загрузки в случае если контакты останутся не замкнуты будет означать об отсутствии заготовки в схвате, что может быть следствием неправильной настройки РТК или неисправностей в системе контроля за наличием заготовок на позиции подачи в загрузочном устройстве, или неисправности самого загрузочного механизма в этом случае тоже происходит остановка РТК. Также при смещении заготовки контакты разомкнутся, и пройдет сигнал об остановке РТК.
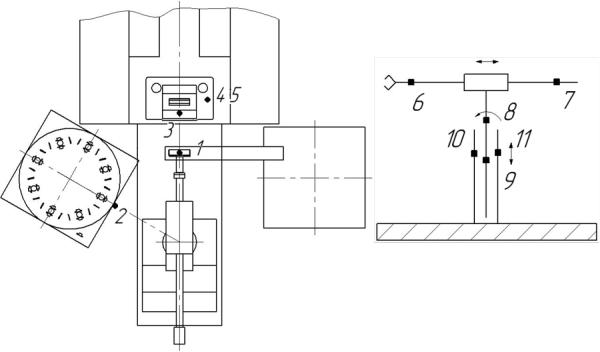
Для контроля положения схвата относительно заготовки и инструмента применяется два фотоэлектронных датчика. Два бесконтактных электромагнитных датчика установлены на направляющих пресса, для контроля положения ползуна пресса.
Рисунок – 10.2 – Схема расположения датчиков контроля и блокировки РТК
Д1 – датчик установленный на электромагнитном захватном органе; Д2 – датчик фиксирующий положение захватного органа при взятии заготовки;
Д3 – датчик фиксирующий положение захватного органа относительно инструмента; Д4 – датчик фиксирующий нижнее положение ползуна; Д5 – датчик фиксирующий верхнее положение ползуна;
Д6, Д7 – датчики фиксирующие перемещение руки манипулятора; Д8, Д9 – датчики фиксирующие вертикальное перемещение колонки манипулятора; Д10, Д11 – датчики фиксирующие поворот колонки манипулятора.
88