

7 Выбор промышленного робота
7.1 Технические характеристики промышленных роботов
Технические характеристики промышленных роботов включают следующие параметры:
1.Конструктивное исполнение манипулятора (однорукий, двурукий; степень автономности; подвесной, напольный, подвижный, стационарный, встроенный в оборудование).
2. Номинальные параметры (грузоподъемность, которая определяет тип привода, вес робота и габариты). Существуют типоразмерные ряды роботов:
Сверхлегкие:0,1;0,16;0,25;0,4;0,69 кг – пневматические. Применяются в приборостроении в электротехнической и радиотехнической промышленности.
Легкие:1,0;1,25; 1,6;4;6,3;10 кг. Применяются в машиностроении. Средние:16;25;40;63;100 кг. Применяются в машиностроении. Тяжелые:60;250;400;630;1000 т. Ковочных манипуляторы.
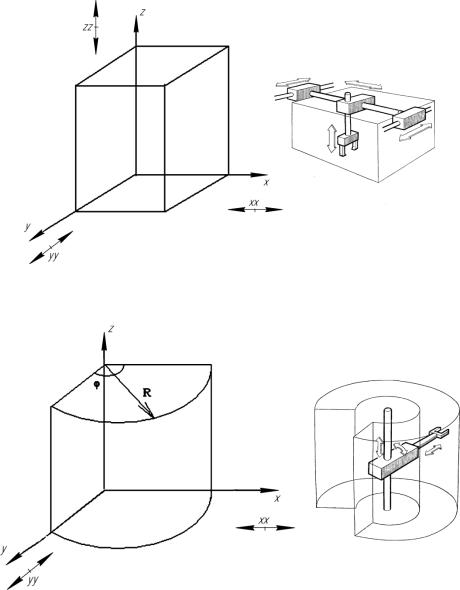
3.Системы координат, в которой работает манипулятор робота. Зависит от кинематической схемы манипулятора и определяет рабочую зону робота.
1)Прямоугольная система координат: n–число степеней свободы, m–число степеней подвижности тогда: m = n–3, например: n=6, m = n–3=3.
Рисунок 7.1 – Прямоугольная система координат
2) Цилиндрическая система координат: m=n–2
Рисунок 7.2 – Цилиндрическая система координат
57
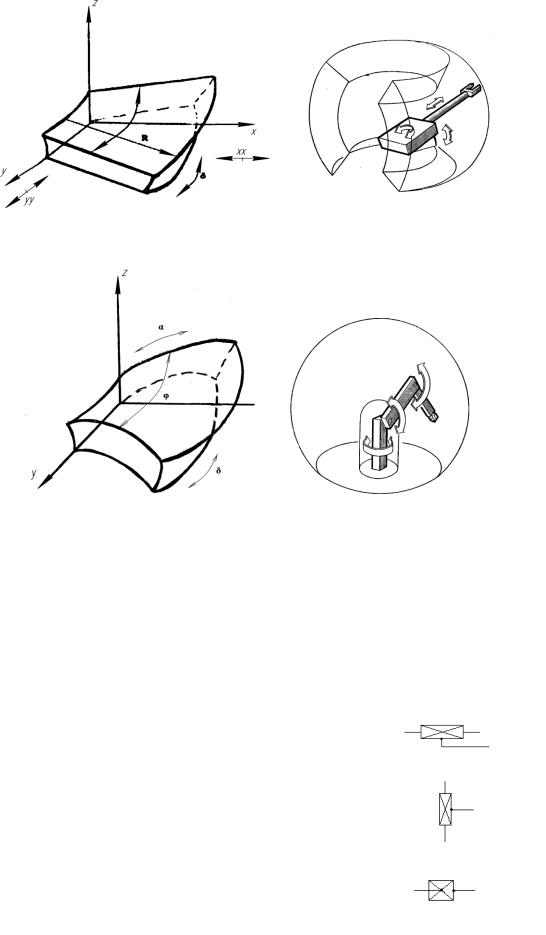
3) Сферическая система координат: m=n
Рисунок 7.3 – Сферическая система координат
4) Угловая система координат: m=n
Рисунок 7.4 – Угловая система координат
Кинематическая схема манипулятора – схема кинематических поступательных и вращательных пар, взаимно расположенных в пространстве и определяющая рабочую зону манипулятора.
Манипулятор робота считается сложным многозвенным и открытым механизмом, содержащий как поступательные, так и вращательные кинематические пары. Их количество и взаимное расположение определяет конфигурацию рабочей зоны.
Таблица 7.1 – Условное обозначение движений руки манипулятора
Тип движения |
Буквенное |
Условное графическое |
|
обозначение |
обозначение |
||
|
|||
1.Поступательное, вдоль оси Х (вдоль руки). |
Пх |
|
|
|
|
|
|
2.Поступательное по оси Z,вверх–вниз. |
Пz |
|
|
|
|
|
|
3.Поступательное по оси Y,перпендикулярно |
Пу |
|
|
оси руки. |
|
||
|
|
||
|
|
|
|
|
58 |
|
4.Вращательное вокруг оси Z в |
Bz |
|
горизонтальной плоскости. |
||
|
5.Вращательное движение вокруг оси Y в |
By |
|
вертикальной плоскости. |
||
|
6.Вращательно движение вокруг оси Х, |
Bx |
|
ротация кисти. |
||
|
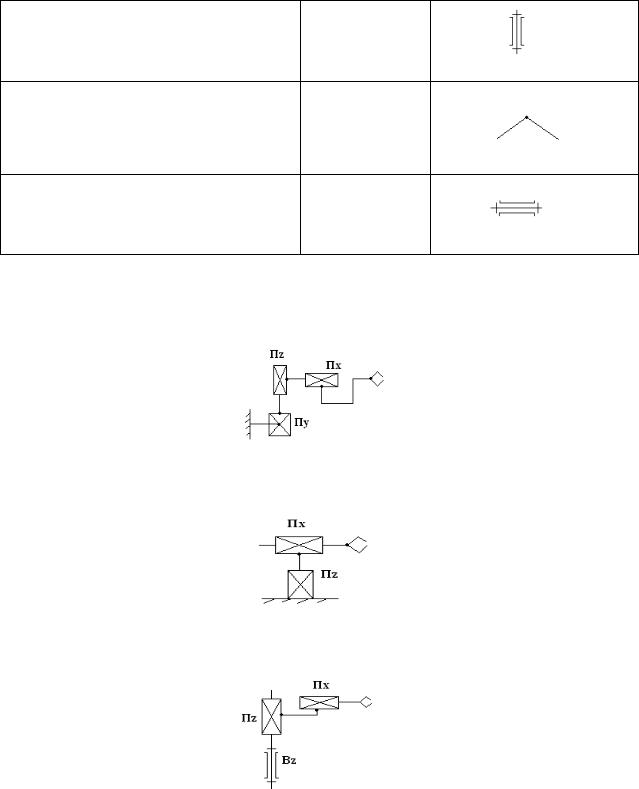
Прямоугольная система координат:
1.ПуПzПх (Рисунок 7.5) – записывается последовательно от условной точки. Точка пересечения руки с вертикальной осью робота в нижнем крайнем положении.
Рисунок 7.5 – Система ПуПzПх
2.ПzПх (Рисунок 7.6) – робот типа «взять–положить»
Рисунок 7.6 – Система ПzПх.
Цилиндрическая система координат:
Рисунок 7.7 – Система BzПzПх
BzПzПх – самая распространенная система, характерна для роботов первого поколения.
Сферическая система координат:
59
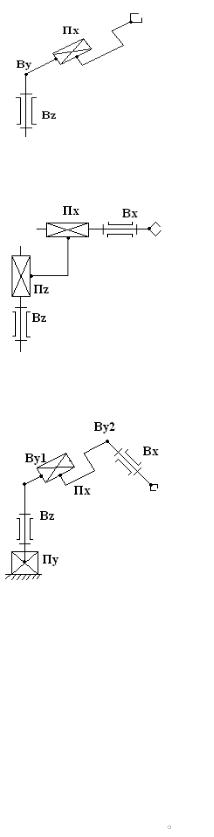
1. BzByПх (Рисунок 7.8) – ВМ–201М, цилиндрическая система координат m=4
Рисунок 7.8 – Система BzByПх
2. BzПzПхBx (Рисунок 7.9) – Универсал–15,сферическая система m=6
Рисунок 7.9 – Система BzПzПхBx
3. ПуВzBy 1ПхBy 2Bх (Рисунок 7.10)
Рисунок 7.10 – Система ПуВzBy 1ПхBy 2Bх
4.Количество кинематических пар в манипуляторе (поступательных и вращательных).
Определяет число степеней подвижности промышленного робота. Чтобы перемещать предмет из одной точки в другую достаточно трех степеней подвижности – транспортирующие движения, переносные движения. Кроме переносных движений еще имеются ориентирующие степени подвижности, это достигается, поворотом кисти манипулятора вокруг оси Х. Может быть перенос + ориентирование – 6 степеней подвижности. В основном, для большинства промышленных роботов имеются 1 или 2 ориентирующих степеней подвижности. 30% ПР имеет от 3 до 5 степеней подвижности.
5.Скорости линейных и вращательных движений.
Линейная –1 м/с, вращательная – град/сек.
Зная величину подвижности П и В и величину скорости можно определить время.
t |
|
|
П |
; V max 1м / с ; t |
|
|
В |
; V max |
180 |
П |
|
В |
|
|
|||||
|
|
|
П |
VВ |
В |
|
|||
|
|
|
VП |
|
|
c |
|||
6. |
Вид движения (Таблица 7.2) |
|
|
|
|
|
|||
Таблица 7.2 – Вид движения
60