

10.1.1. Устройства для очистки полости и удаления воды
Рациональные области применения очистных и разделительных устройств на строящихся трубопроводах приведены в табл. 10.2 7.
Таблица 10.2
Применение очистных и разделительных устройств
Очистное или разделительное устройство |
Очистка полости трубопроводов |
Удаление воды из трубопроводов |
||||
протя- гивание |
продувка |
промывка |
вытес- нение |
предва- рительное |
оконча- тельное |
|
Очистные поршни ОП |
+ |
+ |
– |
|
– |
– |
Очистные поршни с кардной лентой ОПКЛ |
– |
– |
+ |
– |
+ |
– |
Поршни-разделители ДЗК |
– |
– |
– |
– |
– |
+ |
Поршни-разделители эластичные монтажные ДЗК‑РЭМ |
– |
– |
+ |
– |
– |
+ |
Очистные поршни-разде-лители ОПР-М |
– |
– |
+ |
+ |
+ |
– |
Поршни-разделители манжетные ПР |
– |
– |
+ |
+ |
+ |
+ |
Примечание. Знаками «+» обозначены наиболее эффективные области применения очистных и разделительных устройств.
Основные технологические параметры очистных и разделительных устройств даны в табл. 10.3.
Таблица 10.3
Технологические параметры
Очистное или разделительное устройство |
Условный диаметр, мм |
Максимальная скорость перемещения, км/ч |
Минимальный перепад давления на устройстве, МПа |
Предельная длина участка одного пропуска устройства, км |
Очистные поршни ОП |
250–1400 |
70 |
0,1 |
40 |
Очистные поршни с кардной лентой ОПКЛ |
150–700 |
10 |
0,03–0,05 |
100 |
Поршни-разделители ДЗК |
100–700 |
10 |
0,02–0,03 |
30 |
Поршни-разделители эластичные манжетные ДЗК–РЭМ |
500–1400 |
10 |
0,03–0,05 |
100 |
Очистные поршни-разделители ОПР–М |
300–1420 |
10 |
0,04–0,05 |
100 |
Поршни-разделители манжетные ПР |
100–1420 |
15 |
0,04–0,05 |
200 |
Примечание. Допускается применение очистных и разделительных устройств других типов, рекомендованных актами приемки для проведения конкретных технологических процессов.
10.1.2. Очистные поршни
Одним из основных наиболее распространенных способов очистки полости строящихся трубопроводов является продувка с пропуском поршней под давлением воздуха или природного газа. Пропуск очистных поршней по трубопроводу под давлением сжатого воздуха – наиболее совершенный и безопасный метод продувки. Продувку проводят подачей сжатого воздуха от ресивера компрессора, установленного на прилегающем участке трубопровода. Применение ресивера позволяет аккумулировать необходимое количество сжатого воздуха для поддержания в процессе продувки оптимальных скоростей движения поршней по всей длине очищаемого участка. Воздух закачивается в трубопровод передвижными компрессорными станциями, используемыми также для пневматических испытаний трубопроводов.
В настоящее время имеются различные конструктивные решения очистных поршней, поршней-разделителей и поршней комбинированного типа. Очистные поршни состоят из следующих основных частей: корпуса, уплотнительных элементов и металлических щеток (рис. 10.1). Корпусы, как правило, выполняют из труб, заглушенных переборкой в передней части.
Уплотнительные элементы обеспечивают плотность посадки поршней в трубопроводе, а металлические щетки очищают внутреннюю поверхность трубопровода. Уплотнительные элементы могут быть выполнены в виде прямых и самоуплотняющихся манжет, а также горизонтальных оболочек (типа автопокрышек). Прямые манжеты быстро изнашиваются и начинают пропускать сжатый воздух через образуемый зазор между стенками трубы и поршнем в полость перед ним. Это приводит к повышенному расходу воздуха и снижению скорости продвижения поршня, а иногда и к его остановке. Поэтому уплотнительные элементы поршней, используемых при продувке трубопроводов, выполняют в виде упругих самоуплотняющихся манжет чашеобразной формы, обеспечивающих надежную герметизацию поршня и относительно небольшое усилие перемещения его по трубопроводу. Герметизация достигается за счет равномерного прижатия их воздухом к внутренней поверхности трубопровода, причем она не нарушается даже при значительном износе отбортованных частей манжет.
Уплотнительные элементы поршней, используемых при промывке трубопроводов водой, выполнены в виде упругих тороидальных оболочек. Они эффективнее удаляют из трубопровода грязевую пульпу, чем чашеобразные манжеты, и достаточно герметично разобщают напорную и очищаемую полости трубопровода.
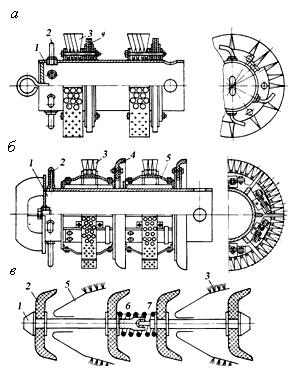
Рис. 10.1. Конструктивные схемы очистных поршней: а – с прямыми манжетами и жестким креплением металлических щеток; б – с самоуплотняющимися манжетами и упругим креплением металлических щеток; в – сочлененного типа; 1 – корпус; 2 – реактивная труба; 3 – металлические щетки; 4 – манжета; 5 – упругая пластина; 6 – пружина цилиндрическая; 7 – шарнирное сочленение
Металлические щетки очистных устройств располагаются в виде замкнутого концентричного пояса в основном в передней части поршня, что повышает эффективность очистки при значительных загрязнениях полости трубопровода и улучшает условия работы уплотнительных элементов, снижая их износ. Применяется также расположение щеток в виде двух концентричных поясов, разнесенных по длине поршня, что позволяет центрировать поршень по оси трубопровода без специального разгрузочного ходового механизма. Элементы, расположенные во втором ряду, смещены по окружности относительно первого таким образом, что ворс щеток второго ряда перекрывает промежутки в ворсе щеток первого ряда, полностью обрабатывая внутреннюю поверхность трубопровода по всему периметру. На поршнях для очистки трубопроводов большого диаметра щетки устанавливают на индивидуальных плоских пружинах, что обеспечивает постоянное усилие прижатия к стенке трубы по всей длине очищаемого участка, а также компенсирует износ ворса щеток. При неподвижном креплении очистных элементов на корпусе поршней, предназначенных для трубопроводов малого диаметра, необходимое усилие прижатия достигается за счет упругости ворса щеток.
Очистной поршень (ОП) (рис. 10.2) предназначен для очистки полости трубопровода D 159–1420 мм от строительного мусора, грунта, поверхности рыхлого слоя ржавчины и окалины, нефтяных отложений методом протягивания и продувки.
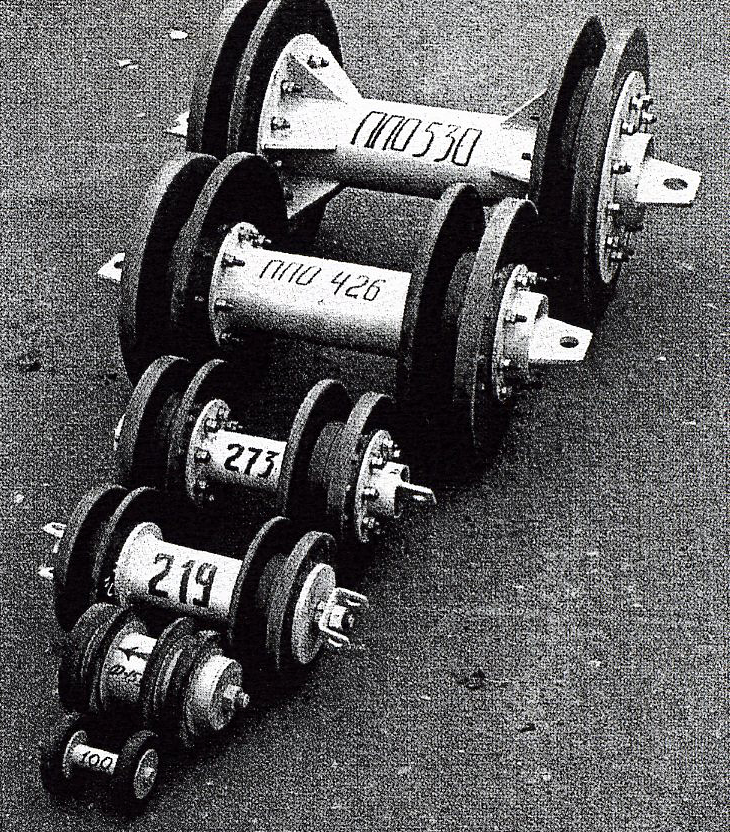
Рис. 10.2. Очистной поршень с полиуретановыми дисками
На данный момент разработаны и серийно выпускаются в ОАО «АК Транснефть» скребки нескольких типов (рис. 10.3):
стандартные типа СКР1 с чистящими дисками;
щеточные типа СКР1-1 с чистящими и щеточными дисками;
двухсекционные типа СКР2 с чистящими и щеточными дисками и подпружиненными щетками;
магнитные скребки типа СКР3 с чистящими дисками и магнитными щетками, предназначенными для сбора металлических предметов из полости трубы.
Основные очистные скребки, используемые в производственных объединениях, – типа СКР1. Этими скребками периодически очищают нефтепровод от парафиносмолистых отложений, а также перед пропуском внутритрубных инспекционных приборов.
Перед пропуском дефектоскопов необходима также очистка нефтепровода от металлических предметов (огарки электродов и т. п.), которая проводится при помощи магнитного скребка типа СКР3.
На заключительной стадии очистки, непосредственно перед пропуском дефектоскопа, очищают трубу путем пропуска не менее двух специальных (щеточных) скребков типа СКР1-1 или двухсекционными СКР2, которые обеспечивают очистку и коррозионных карманов на внутренней поверхности трубы.
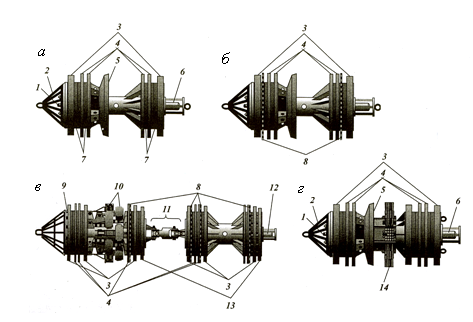
Рис. 10.3. Серийные скребки типа СКР: а – СКР1; б – СКР1-1; в – СКР2; г – СКР3; 1– байпас-отверстия; 2 – бампер; 3 – ведущие диски; 4 – чистящие диски; 5 – манжета; 6 – трансмиттер в защитной раме; 7 – прокладочные диски; 8 – щеточные диски; 9 – прокладки с радиальными соплами; 10 – подпружиненные щетки; 11 – карданное соединение; 12 – передатчик для скребка в защитной раме; 13 – ведущий диск уменьшенного диаметра; 14 – щетки на магнитах
Объем работ по очистке нефтепровода зависит от типа перекачиваемой нефти и чистоты внутренней поверхности. В частности, при дефектоскопии нефтепроводов Западной Сибири, транспортирующих малопарафинистую нефть, в большинстве случаев достаточно использовать штатные средства очистки, позволяющие получать вполне удовлетворительные результаты. Для трубопроводов, транспортирующих парафинистую нефть с высоким содержанием асфальтосмолистых веществ, приходится прибегать к неоднократным очисткам и использовать при этом специальные устройства.
Перед проведением работ по очистке нефтепровода персонал, непосредственно участвующий в работе, должен пройти обучение по технологии очистки.
Бригады, сопровождающие очистные скребки по трассе трубопровода, должны быть обучены принципам работы и обращения с низкочастотными передатчиками и локаторами, используемыми для контроля прохождения очистных скребков по трубопроводу.
Лупинги, резервные нитки и перемычки между параллельными трубопроводами должны быть отключены от основного трубопровода в течение всего периода от запуска первого прибора до приема последнего.
Пропуск очистных скребков допускается при скорости потока перекачиваемого продукта свыше 0,2 м/с. Наилучшие условия очистки обеспечиваются при скорости потока около 2 м/с.
Минимальное время между запусками двух очистных скребков не регламентируется и определяется технологическими возможностями узлов запуска и приема очистных устройств.
Допускается одновременный прием двух очистных скребков в камеру приема при наличии конструктивных и технологических возможностей узла приема очистных устройств.
Рекомендуемый порядок пропуска очистных скребков:
первый очистной скребок пропускается с открытыми байпас-отверстиями для размыва парафиносмолистых отложений и предупреждения образования парафиновой пробки;
второй очистной скребок пропускается с закрытыми байпас-отверстиями и обязательно оснащается передатчиком.
При проведении внутритрубных инспекций в течение пропусков всех снарядов должны быть приняты меры для предотвращения попадания осадка из резервуаров в диагностируемые трубопроводы.