

5.5.2.7. Траверсы
Среди других видов технологической оснастки необходимо отметить траверсы, используемые при монтаже и укладке труб со специальным покрытием (теплоизолированных, обетонированных и т.п.), для погрузки стальных труб в железнодорожные полувагоны и на платформы, их разгрузки, складирования и погрузки на трубовозы при помощи автокранов, а также для разгрузки труб с трубовозов и их штабелирования на трубосварочных базах с помощью трубоукладчиков (рис. 5.20, табл. 5.11).
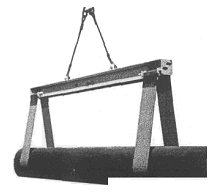
Рис. 5.20. Траверса
Таблица 5.11
Техническая характеристика траверс типа ТРВ [4]
Параметры |
Модели |
|||
ТРВ 61 |
ТРВ 182 |
ТРВ 162 |
ТРВ 81-ПМ |
|
Грузоподъемность, кг |
6000 |
18000 |
16000 |
8000 |
Диаметр поднимаемого трубопровода, мм |
377–820 |
1020–1420 |
1420 |
1020 |
Длина поднимаемого трубопровода, мм |
8–12 |
8–12 |
10–18,6 |
12–36 |
Максимальная толщина стенки поднимаемых труб, мм |
12 |
2Г/32 |
16–25 |
21 |
Габаритные размеры, мм |
9116×520×450 |
9900×550×606 |
12400×550×710 |
5000×400×600 |
Масса, не более, кг |
945 |
1530 |
2090 |
700 |
5.5.2.8. Стропы кольцевые
Стропы кольцевые (рис. 5.21, табл. 5.12) предназначены для удержания при подъеме, перемещения и погрузки на трубовоз, стыковки и сварки «в нитку» изолированных труб и трубных секций при строительстве магистральных трубопроводов.
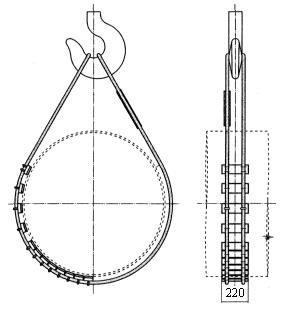
Рис. 5.21. Стропа кольцевая
Таблица 5.12
Техническая характеристика строп кольцевых [4]
Параметры |
Модели |
|||
СК-531 |
СК-821 |
СК-1221 |
СК-1421 |
|
Грузоподъемность, кг |
5000 |
10000 |
16000 |
32000 |
Диаметр поднимаемых труб, мм |
530 |
720–820 |
1020–1220 |
1420 |
Среднее удельное давление на изоляцию, кг/см2 |
10 |
10 |
10 |
10 |
Масса, кг, не более |
65 |
75 |
90 |
120 |
5.6. Машины для гнутья труб
Магистральный трубопровод прокладывается по местности с различным характером рельефа и имеет многочисленные изгибы в вертикальной и горизонтальной плоскостях. Вследствие этого при его монтаже приходится вваривать значительное число криволинейных вставок. Их изготовление из труб диаметром 219–1420 мм производится при помощи специальных трубогибочных станков УГТ и ГТ в холодном, а из труб меньшего диаметра (89–325 мм) – при помощи различных приспособлений в холодном и горячем состояниях.
Трубогибочные станки предназначены для изготовления криволинейных вставок (колен) из стальных тонкостенных труб методом холодного гнутья (гнутья без нагрева).
Конструктивная схема всех станков, применяемых при строительстве магистральных трубопроводов, одинакова (рис. 5.22). Базой станка служит пространственная сварная металлическая рама, состоящая из двух параллельных плоских ферм, соединенных между собой в верхней части литым башмаком, а в нижней – поперечинами. Рабочими органами трубогибочного станка являются неподвижно соединенный с его рамой башмак, а также гибочный и упорный ложементы. Башмак имеет седлообразную форму и служит формирующим лекалом с торцовой рабочей поверхностью отрицательной гауссовой кривизны, по которому формируется при гнутье вогнутая поверхность трубы.
Обкатка трубы по лекалу производится гибочным ложементом, а свободный конец трубы поддерживается ложементом упора. Ложементы выполнены в виде полуцилиндрического ложа и соединены с рамой станка посредством гидравлических домкратов, изменяющих в процессе работы их положение относительно формующего лекала.
Передвижение трубы по ложементам в исходное положение перед каждым гибочным циклом осуществляется с помощью гидроцилиндра 2 (рис. 5.22), установленного в верхней части станка, каната 5 с крюком 7 на конце для зачаливания за край трубы 1 и лебедки 6 с храповым механизмом. Для перемещения трубы шток гидроцилиндра выдвигают и выбирают лебедкой слабину каната. Затем барабан лебедки стопорят храповым механизмом и выдвижением штока гидроцилиндра перемещают трубу. Если хода штока недостаточно для обеспечения требуемой длины передвижки, то перечисленные операции повторяют.
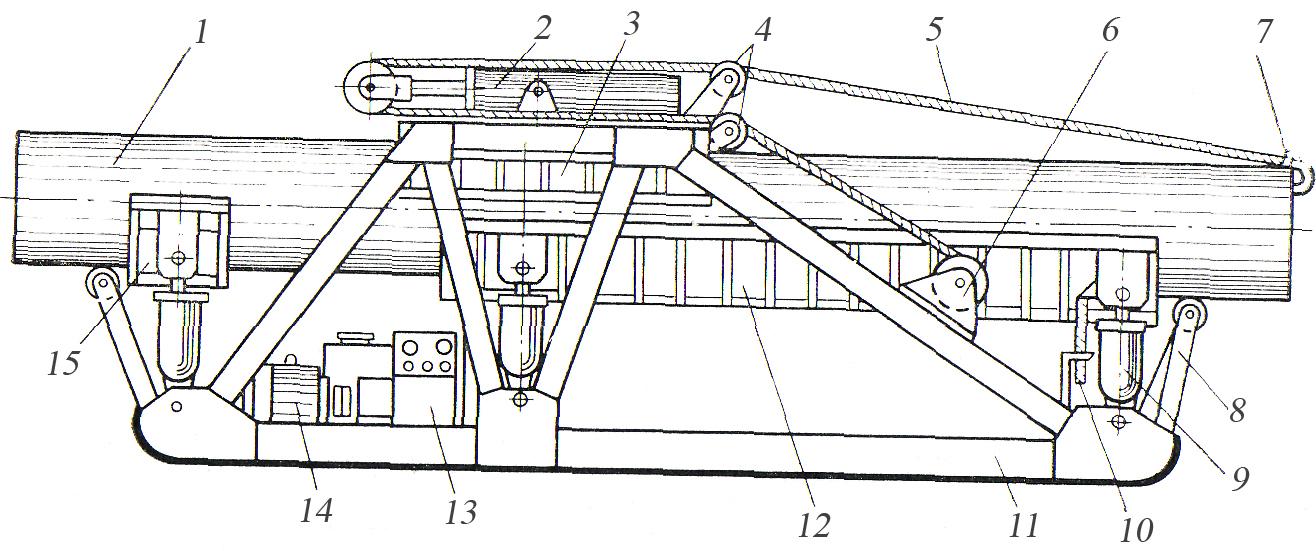
Рис. 5.22. Схема трубогибочного станка: 1 – изгибаемая труба; 2 – гидроцилиндр подачи трубы; 3 – башмак; 4 – отклоняющие блоки; 5 – канат; 6 – лебедка; 7 – крюк; 8 – роликовая опора; 9 – силовой гидроцилиндр; 10 – указатель угла гиба; 11 – рама станка; 12 – гибочный ложемент; 13 – пульт управления; 14 – электродвигатель привода насосной установки; 15 – упорный ложемент
Для снижения усилия перемещение трубы производится по роликовым опорам 8, установленным на раме станка и ложементе упора. Во время гнутья трубы роликовая опора, установленная на ложементе упора, опускается и, таким образом, не воспринимает реактивных нагрузок. Фиксация положения ложемента упора 15 по высоте производится подведением под корпуса его гидроцилиндров металлических вкладышей. В результате этого реактивные усилия, возникающие в процессе гнутья, воспринимаются жесткой металлоконструкцией, а не гидроприводом, что повышает надежность и долговечность оборудования.
Последовательность операций при гнутье труб изображена на рис. 5.23, а. Подготовленную для гнутья трубу 4 или плеть укладывают на упорный и гибочный ложементы при помощи трубоукладчика. Подняв упорный ложемент 2 в рабочее положение первого гибочного цикла и закрепив его (рис. 5.23, а), поднимают гибочный ложемент 3, обкатывая его вместе с трубой (плетью) вокруг формующего лекала 1 (рис. 5.23, 6). По окончании первого гиба опускают гибочный и упорный ложементы в исходное положение. Труба при этом несколько уменьшает свою кривизну за счет восстановления упругой деформации. Затем трубу перемещают в сторону упорного ложемента, выводя ее изогнутый участок за пределы рабочей зоны формующего лекала, и, подняв и закрепив упорный ложемент в рабочем положении второго гибочного цикла (рис. 5.23, в), производят второй гиб (рис. 5.23, г). Циклы повторяются (рис. 5.23, д) до получения необходимого угла изгиба трубы. При этом рабочее положение упорного ложемента изменяется в течение трех первых гибочных циклов, оставаясь в дальнейшем постоянным. По окончании гнутья трубу снимают со станка с помощью трубоукладчика.

Рис. 5.23. Схема гнутья трубы
Для предохранения участка тонкостенной трубы, находящегося в зоне ложемента упора, от возможной деформации (сплющивания) при гибке упорные ложементы станков последних моделей оборудуются специальными захватами с круговыми опорными контурами, шарнирно соединенными с ложементом. После установки упорного ложемента в рабочее положение труба зажимается на нем захватами с помощью гидравлических цилиндров.