

3. Конструкция приспособления.
1. Перекрывающая головка
2. Шаровой кран
3. Присоединительный фланец
4. Резиновое кольцо
5. Сальниковое уплотнение
6. Центральная тяга
7. Пиноль
8. Корпус
9. Табличка с маркировкой
10. Втулка со шпонкой
11. Стопорный винт втулки
12. Втулка резьбовая
13. Стопорный винт резьбовой втулки
14. Нижний штурвал
15. Кольцо ограничительное
16. Верхний штурвал
17. Фиксатор тяги
18. Рукоятка тяги
19. Винт для фиксации втулки в корпусе
Рисунок 18.5 -
Приспособление для перекрытия патрубков
типа «Пакер-М»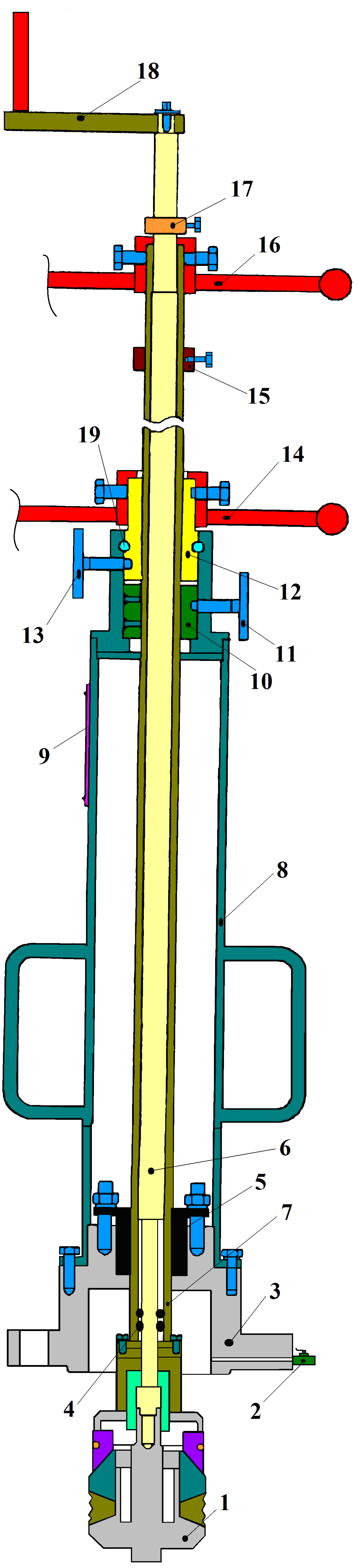
4. Порядок проведения работ по герметизации патрубка и ликвидации вантуза.
Технический осмотр и подготовка вантуза.
1. Произвести замеры наружного диаметра и толщины стенки патрубка в точках согласно
2. Измерить высоту патрубка (от верхней образующей нефтепровода до сварного шва). Минимальная высота патрубка должна иметь значения, указанные в таблице 18.6.
Таблица 18.6 - Минимальная высота патрубка
Наружный диаметр патрубка Ду, мм |
Минимальная высота патрубка (в зависимости от высоты перекрывающей головки), Н мм |
57 |
110 |
89 |
130 |
108 |
145 |
159 |
185 |
219 |
195 |
При меньших значениях высоты патрубка установка приспособления «Пакер-М» не допускается.
3. Проверить марку и размеры задвижки по паспорту (проходное сечение, длина).
4. Произвести замеры отклонения от перпендикулярности между присоединительной плоскостью фланца задвижки и осью перекрываемого патрубка.
Отклонение плоскости фланца задвижки от оси патрубка не должно превышать 3º. При больших значениях отклонения установка приспособления «Пакер-М» не допускается.
5. Произвести замеры параметров усиливающей накладки (толщина стенки, ширина). Толщина стенки усиливающей накладки не должна быть меньше номинальной толщины трубы нефтепровода, ширина – не менее 0,4 наружного диаметра патрубка.
Подготовка приспособления к использованию.
1. Подобрать соответствующего размера перекрывающую головку согласно значениям, указанным в таблице 18.7.. Перекрывающая головка маркируется ударным способом на торцовой поверхности прижима. В маркировке указывается наружный диаметр и толщина стенки патрубка.
Характеристики патрубков вантузов, для которых предусмотрены
перекрывающие головки.
Таблица 18.7 -Размер перекрывающей головки.
№ п/п |
Диаметр патрубка, Мм |
Толщина стенки патрубка, мм |
Внутренний диаметр патрубка, мм |
Диаметр герметизатора, мм |
1. |
57± 1,0 |
5 |
47+1,0 |
43 – 0,5 |
2. |
89± 1,0 |
6 |
77+1,0 |
73 – 0,5 |
3. |
108± 1,4 |
8 |
92+1,4 |
88 – 0,8 |
4. |
108± 1,4 |
10 |
88+1,2 |
84 – 0,6 |
5. |
159± 1,2 |
8 |
143+1,2 |
138 – 0,6 |
6. |
159± 1,4 |
10 |
139+1,4 |
135 – 0,8 |
7. |
159± 1,4 |
12 |
135+1,4 |
130 – 0,8 |
8. |
219± 1,3 |
10 |
199+1,3 |
195 – 0,6 |
9. |
219± 1,5 |
12 |
195+1,5 |
190– 0,8 |
10. |
219± 1,5 |
16 |
187+1,5 |
182– 0,8 |
Не допускается использование перекрывающей головки с маркировкой не соответствующей геометрическим размерам патрубка.
2. Разобрать перекрывающую головку.
3. Осмотреть состояние резьбы на тяге и пиноли устройства – забоин, смятия резьбы не должно быть.
4. Проверить наличие и состояние всех деталей на вводном устройстве (фиксаторы, ручки) и перекрывающей головки (сухари, пружина).
5. Проверить состояние резинового кольца (не допускается наличие рисок глубиной более 0,2 мм и длинной более 5мм).
6. Навернуть перекрывающую головку на тягу вводного устройства.
7. Удерживая перекрывающую головку гаечным ключом и вращая рукоятку тяги, навернуть головку до упора.
8. Установить пиноль в крайнее положение в упор с фланцем.
9. Рукояткой тяги ввести перекрывающую головку до упора в пиноль.
10. Установить фиксатор тяги {2} (см. рисунок 14) на расстоянии 3-5 мм от ступицы штурвала.
11. Подготовить комплект шпилек, гаек и шайб в соответствии с применяемым типоразмером приспособления.
12. Произвести замер с помощью рулетки расстояния от верхней образующей трубопровода до верхнего фланца задвижки {L} и от нижней плоскости перекрывающей головки до нижней плоскости фланца {N}. Вычислить разницу между этими значениями (L-N) и установить данный размер от ступицы штурвала до ограничительного кольца {X}.
13. По результатам подготовки приспособления необходимо составить «Акт осмотра и проверки приспособления и перекрывающей головки».
Технологические операции при герметизации патрубка.
1. Установить герметизирующую прокладку в установочное место на фланце задвижки.
2. Установить приспособление на фланец задвижки .
3. Проверить состояние контрольного шарового крана – он должен быть закрыт.
4. Открыть задвижку.
5. С помощью контрольного крана {2} стравить воздух до появления, транспортируемого продукта, предварительно подставив под кран ёмкость. Шаровой кран закрыть.
6. Вращая штурвал {14} против часовой стрелки ввести головку, перекрывающую за задвижку к месту перекрытия.
7. Стопорными винтами {11} освободить втулку {10}. Закрепить скобу на штурвалах {14} и {16} для их синхронного вращения.
8. Вращая штурвал {14} синхронно со штурвалом {16} против часовой стрелки, придерживать рукоятку {18} тяги {6} для исключения её вращения.
9. После пяти оборотов штурвалов, в бобышку штурвала {16} установить динамометрический ключ. Дальнейшее перекрытия патрубка вести при контроле момента на штурвале при помощи динамометрического ключа, продолжая считать количество оборотов.
10. Достигнув значение крутящего момента, провести контроль герметичности перекрытия патрубка, открыв контрольный кран. Если появится течь, то штурвалы до полной герметизации. Контрольный кран закрыть.
11. После обеспечения герметичности перекрытия патрубка, вращая рукоятку тяги {18} против часовой стрелки, и удерживая штурвал {16} отсоединить перекрывающую головку от вводного устройства.
12. Отвести пиноль за запорный орган задвижки. Для этого стопорным винтом {11} зафиксировать втулку {10}. Вращая штурвал {14} по часовой стрелке вывести пиноль из патрубка.
13. После поднятия пиноли закрыть задвижку. Прежде чем демонтировать вводное устройство необходимо пометить отверстия под шпильки на фланцах задвижки и вводного устройства. Отсоединить вводное устройство от задвижки.
14. Далее выполнять технологические операции по ремонту, демонтажу и замене задвижки.
Снятие перекрытия патрубка и извлечение головки.
1. Смонтировать вводное устройство на задвижке следя за тем, чтобы помеченные отверстия на фланцах совместились.
2. Вращением штурвала {14} ввести пиноль в патрубок до перекрывающей головки.
3. Ввернуть тягу {6} по часовой стрелке через пиноль в головку перекрывающую.
4. Выполнить разгерметизацию патрубка, сделав тоже количество оборотов, что и при перекрытии.
5. Стопорными винтами {11} зафиксировать втулку {10}.
6. Закрыть задвижку. Открыть контрольный кран, сбросить давление нефти из корпуса вантуза. Демонтировать приспособление.
Технологические операции при ликвидации вантуза.
1. После проверки герметичности перекрытия патрубка, отсоединения перекрывающей головки от вводного устройства и демонтажа вводного устройства с задвижки необходимо подготовить вантуз к отрезке.
2. Удалить нефть из полости задвижки и патрубка. Остатки нефти очищают с помощью ветоши, смоченной в растворителе.
После очистки указанные полости промываются водой и проводится просушка сжатым воздухом, при этом максимальное давление воды и воздуха не должно превышать 0,12 МПа.
3. Провести анализ загазованности полости задвижки и патрубка.
Анализ загазованности должен производится непосредственно перед демонтажом (отрезкой) задвижки.
4. Выполнить демонтаж (отрезку) задвижки с применением ножовочного полотна и шлифмашинки.
5. После отрезки задвижки произвести подготовку торца патрубка с разделкой кромок под сварку механическим способом – шлифовальной машиной.
6. Далее проводится сборка и сварка эллиптического днища. В днище предварительно должно быть просверлено два технологических отверстия диаметром 12 мм.
7. После контроля сварных швов производится изоляция внешней поверхности сварного узла и участка трубы. Заварка технологических отверстий выполняется после установки металлических пробок («чопиков») перед проведением изоляции наружной поверхности патрубка.