

16.3.9 Сварочно-монтажные работы
Требования к трубам, "катушкам", соединительным деталям и запорной арматуре, предназначенным для врезки в трубопровод.
Трубы, "катушки", соединительные детали, арматура, устанавливаемые при ремонте дефектных участков трубопровода, должны соответствовать требованиям СНиП 2.05.06-85*, РД 153-006-02, иметь сертификаты, паспорта и акты входного контроля в соответствии с регламентами.
На сборку и сварку "катушек", запорной арматуры, соединительных деталей, в том числе с различными толщинами стенок, в составе ППР должны быть разработаны технологические карты на сборку и сварку стыков в соответствии с РД 153-06-02 «Инструкция по технологии сварки при строительстве и капитальном ремонте магистральных нефтепроводов».
Длина ввариваемой "катушки" должна быть не меньше наружного диаметра ремонтируемого трубопровода.
Ввариваемая "катушка" должна быть изготовлена из труб того же диаметра, толщины стенки и аналогичного класса прочности трубе ремонтируемого участка и иметь сертификат на трубу, из которой она изготовлена.
Труба, предназначенная для изготовления "катушки", должна быть испытана гидравлическим способом на прочность заводским испытательным давлением в течение 24 часов и рабочим давлением в течение 12 часов, подвергнута ультразвуковому контролю качества продольного заводского шва и должна пройти ультразвуковую толщинометрию стенки трубы по всей поверхности и на отсутствие расслоений и трещин, осмотрена на предмет отсутствия вмятин, задиров и каверн. При наличии дефектов труба, предназначенная для "катушки" должна быть заменена. Ремонт любых дефектов не допускается.
По результатам положительных гидравлических испытаний, дефектоскопического контроля и осмотра на трубы, предназначенные для изготовления "катушек", оформляется паспорт, наносится маркировка несмываемой краской буквой "К", на трубы, предназначенные для изготовления "катушек" на подводные переходы буквами "KB", указывается дата, соответствующая дате проведения гидравлических испытаний, диаметр и толщина стенки. Маркировка наносится с отступлением от края трубы, равным 0,25м, и равномерно по всей поверхности трубы с шагом, равным:
диаметру трубы - для диаметров 1000... 1200 мм;
одному метру - для труб диаметром 800 мм и менее.
Соединительные детали (отводы гнутые, тройники, переходники) должны: соответствовать проекту по рабочему давлению, диаметру и толщине; иметь заводские паспорта (сертификаты); иметь маркировку с заводским номером детали.
Соединительные детали и запорная арматура, применяемые для ремонта, перед установкой на МН должны пройти входной контроль в соответствии с Регламентом входного контроля запорной арматуры и фасонных изделий.
Соединительные детали и арматура с дефектами на их поверхностях к установке в нефтепровод не допускаются. К таким дефектам относятся: царапины, риски, задиры, трещины; гофры, вмятины, расслоения; коррозионные повреждения.
Стыковка (подгонка) трубопроводов методом установки "катушек" или захлёстов.
После вырезки дефектного участка трубопровода оси соединяемых трубопроводов должны быть выставлены в единую продольную линию на расстоянии не менее половины длины вскрываемого участка. Длина вскрываемого участка в зависимости от диаметра трубопровода, минимального радиуса упругого изгиба и величины несоосности стыкуемых концов трубопровода, размещение трубоукладчиков в зависимости от их грузоподъемности приведены РД.
Плоскости торцовых поверхностей стыкуемых трубопроводов должны быть перпендикулярны осям этих трубопроводов и параллельны друг другу. Указанное требование достигается путем вскрытия и освобождения трубопроводов от грунта с последующим их перемещением с целью достижения единой продольной оси стыкуемых трубопроводов.
Перемещение участков трубопроводов для достижения их соосности осуществляется трубоукладчиками в соответствии с РД с применением "мягких" полотенец. Мягкое полотенце должно быть расположено не ближе 2...3 метров от тампона с целью недопущения его повреждения при подъеме трубы. Запрещается подъем трубопровода с применением строп-удавок и тросовых полотенец.
При подготовке планируемых ремонтных работ к соединительным деталям и запорной арматуре должны быть приварены переходные "катушки" с проведением неразрушающего контроля сварных швов и гидравлического испытания.
Подготовка участка трубопровода для врезки производится в следующей последовательности:
удаление дефектного участка МН, запорной арматуры, соединительных деталей (методом взрыва или безогневой резки);
герметизация торцов ремонтируемого трубопровода глиняными тампонами или герметизаторами;
сверление на расстоянии минимум 30 м от тампонов, герметизаторов двух отверстий для контроля за уровнем нефти и узла мановакууметра, за контролем давления внутри загерметизированного участка;
сверление контрольных отверстий для отбора анализа воздуха перед тампонами и герметизаторами на расстоянии 100...150 мм от их торцов;
дегазация ремонтного котлована и контроль загазованности воздушной среды;
определение соосности стыкуемых участков трубопроводов в соответствии с рисунком 16.10. При соосности стыкуемых участков трубопровода производятся работы по подгонке "катушки", запорной арматуры, соединительных деталей. При несоосности концов трубопровода участки трубопровода дополнительно освобождаются (вскрываются) от грунта экскаватором.
Выставленные торцы ремонтируемого трубопровода, при проведении дальнейших операций, должны оставаться неподвижными. Неподвижность концов трубопровода обеспечивается фиксированием положения стрелы трубоукладчика и засыпкой трубопроводов грунтом.
При невозможности центровки трубопровода с требуемой точностью, ремонт данного участка нефтепровода производится монтажом гнутых отводов.
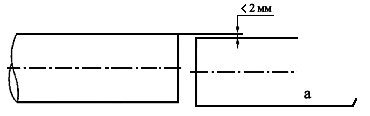
Рисунок 16.7. - Схема замера соосности стыка
Подобным же образом проводится стыковка катушек запорной арматуры.
После центровки и выставления зазоров между концами труб и катушки выполняются «прихватки» - приваривание металлических деталей к концам трубы и катушке. Их число и длина определяются в РД.
Затем производится подготовка к сварке и сварка стыков в соответствии с технологическими картами. В случае намагниченности труб используется специальное размагничивание.
Контроль качества сварных соединений производится:
- операционным контролем в процессе сборки и сварки;
- визуальным контролем и обмером соединений;
- контролем сварных швов неразрушающими методами (радиографическим, ультразвуковым).