

Розділ 4 спрацьовування твердих тіл при терті
Аналіз причин виходу з ладу машин і механізмів показали, що в 75% випадків він трапляється по причині спрацьовування спряжень, які труться. Таким чином, підвищення зносостійкості машин є основним резервом збільшення їх довговічності. Збільшення довговічності деталей машини, які труться, нереально без створення інженерних методів розрахунків на спрацьовування, в яких би враховувалися фізико–механічні характеристики матеріалів тіл, які труться, режими роботи вузла тертя (навантаження, швидкість), зовнішні умови тертя (навколишнє середовище, змащення) і конструктивні особливості фрикційного зпряження.
Необхідно відмітити ряд особливостей контактної взаємодії твердих тіл при терті, врахування яких потребує відмови від традиційних припущень, прийнятих в розрахунках на міцність.
1. Об’єм матеріалу, який сприймає навантаження при фрикційному зпряженні, не є постійним, він змінюється в залежності від величини тиску, шорсткості тіл, які труться, і плівок , які виникають на поверхнях тертя.
2. Реальний контакт твердих тіл дискретний, деформуються мікрооб’єми матеріалу, до яких не можна використовувати гіпотезу про однорідне ізотропне тіло, яка широко використовується в класичній механіці тіл, які деформуються.
3. На відміну від розрахунків на міцність (умов неруйнування тіл) в розрахунках на спрацьовування, по суті оцінюються характеристики самого процесу руйнування.
4. Властивості матеріалів, які беруть участь в терті, частіше всього різко відрізняється від властивостей вихідних матеріалів, вони змінюються в процесі тертя і відповідно змінюються умови руйнування матеріалів.
У зв’язку з цим особливу увагу звертають на фізичні, хімічні і фізико–хімічні дослідження, які розкривають кінетику процесів зміни поверхневих шарів і характер їх руйнування в процесі тертя. Не можна обмежуватися тими характеристиками, якими зазвичай оцінюють об’ємні міцністні властивості твердих тіл, потрібні специфічні характеристики матеріалів пари тертя.
4.1 Характеристики процесу спрацьовування
Спрацьовування– процес руйнування поверхневих шарів твердого тіла при механічній дії на нього другого тіла або середовища. Якщо механічна дія проявляється у вигляді сил тертя, то говорять про спрацьовування при терті. Якщо ми не будемо оговорювати супротивне, під терміном спрацьовування слід розуміти спрацьовування при терті.
При спрацьовуванні акт руйнування локалізується в малому об’ємі матеріалу, який видаляється із зони тертя у вигляді частинок зносу. Про величину спрацьовування зазвичай судять по зменшенню розміру тіла в напрямку, перпендикулярному до поверхні тертя (лінійне спрацьовування). Типова залежність спрацьовування від часу роботи показана на рис.47.
Розрізняють 3 стадії процесу.
Приробка
– рівноважна стадія процесу спрацьовування,
частка якого в загальному ресурсі часу
роботи спряження
мала. Вона характеризується значною
інтенсивністю спрацьовування
![]() ,
(тут Н
– спрацьовування, Lтр
– шлях тертя), яка по мірі роботи спряжень
падає. ІІ
стадія процесу – сама найдовша по часу
і характеризується значеннями
інтенсивності спрацьовування
,
(тут Н
– спрацьовування, Lтр
– шлях тертя), яка по мірі роботи спряжень
падає. ІІ
стадія процесу – сама найдовша по часу
і характеризується значеннями
інтенсивності спрацьовування
![]() .
.

Рис.47. Залежність спрацьовування H від часу роботи t
Розрахунок інтенсивності спрацьовування ведеться саме для цієї стадії, де відношення диференціалів може бути замінено відношенням кінцевих прирощень.
Спрацьовування відбувається на тих ділянках поверхні, де реалізується силова взаємодія між деталями, які труться, тобто на фрикційних зв’язках, які в сукупності складають фактичну площу контакту двох тіл. В стаціонарному режимі спрацьовування ФПК стала в будь-який момент часу. При зсуві одного тіла відносно іншого на величину середнього діаметру плями контакту існування фрикційні зв’язки, які існували, порушуються і виникають нові в тій же кількості, а в будь-який точці поверхні, яка належить фрикційному зв’язку, реалізується повний цикл навантажень.
Нехай об’єм матеріалу ΔV, видалений з поверхні у вигляді частинок спрацьовування, пропорційний фактичній площі контакту, тобто
![]()
Це припущення справедливе, так як напруження, діючі на плями фактичного контакту, практично однакові, тому руйнування матеріалу на них може розглядатися як сукупність рівновірогідних незалежних подій.
Коефіцієнт пропорційності, у раніш наведеній формулі, повинен мати розмірність довжини. При зсуві на середній діаметр плями контакту руйнування може відбутися лише в деяких ділянках площі Ar .В кількісному відношенні це рівнозначно відділенню шару товщиною Δh з кожного із плям контакту, тобто
![]() .
.
Таким чином, величина Δh характеризує умовну, а не реальну зношену з кожної плями товщину шару матеріалу. Визначимо, яке зближення задати поверхні, яка спрацьовується, відносно спрацьовуваній, для того, щоб остання спрацювалась на величину ΔH. Очевидно, що це трапиться при умові, що в кожній точці поверхні, яка спрацьовується, виникне і порушиться N фрикційних зв’язків, де
![]() .
.
Розділимо поверхню, яка
спрацьовується,
на стрічки вздовж напрямку ковзання
шириною
![]() ,
де
,
де![]() – середній розмір плями в напрямку,
перпендикулярному напрямку ковзання.
Довжина кожної стрічки повинно бути
таким, щоб на ній виниклоN
фрикційних зв’язків. Тоді загальне
число фрикційних зв’язків, які виникають
при терті,
– середній розмір плями в напрямку,
перпендикулярному напрямку ковзання.
Довжина кожної стрічки повинно бути
таким, щоб на ній виниклоN
фрикційних зв’язків. Тоді загальне
число фрикційних зв’язків, які виникають
при терті,
![]() ,
деa –
розмір спрацьовуваного тіла в напрямку,
перпендикулярному до напрямку ковзання.
Якщо густина плям контакту
,
деa –
розмір спрацьовуваного тіла в напрямку,
перпендикулярному до напрямку ковзання.
Якщо густина плям контакту
![]() ,
то кількість потрібних фрикційних
зв’язків виникає на площі тертя
,
то кількість потрібних фрикційних
зв’язків виникає на площі тертя![]() і шуканий шлях тертя
і шуканий шлях тертя
![]() .
.
Ця формула може бути перетворена в
![]() ,
,
де
![]() – середня площа одиничної плями контакту;d2
– середній діаметр плями контакту в
напрямку ковзання.
– середня площа одиничної плями контакту;d2
– середній діаметр плями контакту в
напрямку ковзання.
Цей вираз встановлює зв’язок між макрохарактеристикою процесу спрацьовування
![]() ,
,
яка називається інтенсивністю спрацьовування і його мікрохарактеристикою
![]() ,
,
– питомою інтенсивністю спрацьовування.
В рамках прийнятої
моделі нерівностей
![]() зв’язок між характеристиками
зв’язок між характеристиками![]() і
і![]() виражається співвідношенням
виражається співвідношенням
![]()
Окрім цієї характеристики в деяких випадках добре було б користуватися інтенсивністю спрацьовування по масі
![]()
або об’ємною
![]() ,
,
тут ΔG і ΔV – відповідно маса і об’єм спрацьовуваного матеріалу на шляху тертя Lтр.
У Японії Суспільством інженерів – змажчиків (JSLE) введена питома характеристика спрацьовування, названа питомим об’ємним спрацьовуванням (см2/кгс)
![]() ,
,
де V – спрацьовуваний об’єм; N – нормальне навантаження; L – шлях ковзання (Ланкастер).
Очевидно, що використовувана нами безрозмірна інтенсивність спрацьовування пов’язана з питомим об’ємним спрацьовуванням:
![]() ,
,
де pa – номінальний тиск на контакті, який зазвичай дорівнює контурному тиску pс, оскільки випробування, як правило, проводяться на малих зразках.
Серед перерахованих характеристик спрацьовування та інших, які зустрічаються в технічній літературі, інтенсивність спрацьовування володіє тою перевагою, що її кількістне значення не залежить від вибору системи одиниць, які визначають його величину.
Якщо шлях тертя в будь–якій точці поверхні, яка стирається, однаковий, а спрацьовування рівномірно розподілено по поверхні, то інтенсивність спрацьовування є характеристикою всієї поверхні, у іншому випадку її слід розглядати, як характеристику достатньо малої ділянки поверхні, на якій виконуються вказані умови, або як осереднену по поверхні характеристику.
Інтенсивність спрацьовування елемента пари тертя може бути визначена по зміні його розмірів чи маси з врахуванням кінематики вузла тертя по одній із наступних формул :
![]() ,
,
![]() ,
,
![]() ,
,
де AT
– площа поверхні тертя елемента, який
спрацьовується; γ
– густина матеріалу, який спрацьовується;
![]() – відношення номінальної площі контакту
до площі поверхні тертя.
– відношення номінальної площі контакту
до площі поверхні тертя.
В загальному випадку при заданій величині відносного переміщення деталей спряжень шляхи тертя різноманітні для кожної деталі і для різних точок.
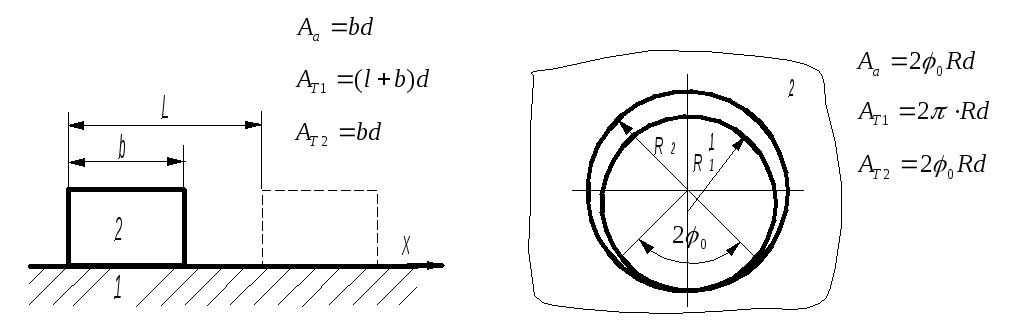
Приклади кінематичних пар
Накопичено великий
експериментальний матеріал, який
дозволяє скласти уявлення про те, на
скільки великий діапазон зносостійкості
елементів машин і механізмів (![]() ).
).