

_Sysoev_TMS_-lekcii
.pdfдостигается применением составной конструкции, соединяемой, например, электронно-лучевой сваркой (рис. 1.19).
Рис. 1.19. Соединение блока шестерен электронно-лучевой сваркой
Закрытые венцы, обрабатываемые низко производительными и точными методами, применяют только в исключительных случаях.
Обработка закрытых венцов зубодолблением с канавками для выхода инструмента шириной (мм), менее указанной, невозможна:
Модуль, мм |
До 1,5 |
2…3 |
3,5…4,5 |
5…6 |
7 |
Минимальная ширина канавки |
5 |
6 |
7 |
8 |
9 |
Модуль, мм |
8 |
10 |
12 |
14…20 |
Св. 20 |
Минимальная ширина канавки |
10 |
11 |
12 |
15 |
18 |
проектирование зубчатых колес, точность которых может быть обеспечена только зубошлифованием, допустимо лишь при невозможности другого конструктивного решения;
для улучшения условий обработки и обеспечения возможности применения многозаходных червячных фрез на чистовой обработке под шевингование без потери точности следует стремиться, чтобы число зубьев детали не имело общих множителей с числом заходов фрезы, а тем более было кратным последнему;
для повышения точности обработки зубчатого колеса с внутренними венцами и стойкости инструмента число зубьев долбяка следует выбирать максимально возможным, так как при ограниченном числе зубьев долбяка увеличение числа зубьев колеса zн может привести к срезу вершин зубьев нарезаемого колеса.
Во всех возможных случаях особенно для колес из цементуемых или закаливаемых сталей следует применять шлицевые соединения с центрированием по внутреннему диаметру.
Общие технологические требования к деталям, обрабатываемых резанием
Общими для всех или большинства существующих классов деталей, обрабатываемых резанием, являются следующие требования:
31
при конструировании следует максимально использовать унифицированные элементы формы деталей (резьбы, канавки, выточки, диаметры, модули, размеры шлицев, шпоночных пазов и т. д.). При отсутствии норм на подобные элементы (например, радиусов выхода в шпоночных пазах, фрезеруемых дисковой фрезой) их размеры следует назначать в соответствии с размерами применяемого стандартною инструмента.
Унификация элементов деталей и их размеров создает предпосылки для унификации применяемого при изготовлении деталей режущего и измерительного инструмента, а также необходимого инструмента при их техническом обслуживании и ремонте;
конструкция детали должна обеспечивать нормальный вход и выход режущего инструмента;
при назначении параметров шероховатости обрабатываемой поверхности и точности изготовления следует учитывать, что прямой зависимости между полем допуска и параметрами шероховатости нет, однако примерные соотношения между ними могут быть установлены.
Указанные в табл. 1.7 параметры шероховатости могут быть получены следующими методами.
Например, необходимо получить шероховатость поверхности Rz = 40
мкм:
для наружных цилиндрических поверхностей – предварительное и чистовое обтачивание;
для внутренних цилиндрических поверхностей — предварительное и чистовое растачивание, сверление, черновое (по корке) и чистовое зенкерование;
для плоских поверхностей — предварительное и чистовое строгание, предварительное фрезерование, предварительное и чистовое торцовое точение.
Чтобы получить шероховатость Rz = 20 мкм:
Необходимо выполнить те же переходы, что и для обеспечения параметра шероховатости Rz = 40 мкм, кроме предварительных обтачивания, растачивания и строгания.
Для получения шероховатости поверхности Ra = 2,5 мкм:
для наружных цилиндрических поверхностей — чистовое обтачивание и предварительное шлифование;
для внутренних цилиндрических поверхностей — чистовое растачивание, зенкерование и протягивание;
для плоских поверхностей — чистовые строгание, фрезерование, торцовое точение, тонкое цилиндрическое фрезерование и предварительное плоское шлифование.
Для обеспечения шероховатости поверхности Ra = 1,25 мкм:
для наружных цилиндрических поверхностей — чистовое и тонкое обтачивание, предварительное шлифование;
для внутренних цилиндрических поверхностей — чистовое и тонкое растачивание, чистовое зенкерование, развертывание и протягивание;
32
для плоских поверхностей — чистовое и тонкое строгание, фрезерование, торцовое точение, предварительное плоское шлифование.
для наружных цилиндрических поверхностей – тонкое обтачивание, чистовое шлифование, грубая притирка и отделка абразивным полотном;
для внутренних цилиндрических поверхностей – тонкое растачивание, развертывание, чистовое шлифование, грубая притирка, хонингование;
для плоских поверхностей – тонкое строгание, фрезерование, торцовое точение, плоское чистовое шлифование и грубая притирка.
Для выполнения поверхности Ra = 0,63 мкм:
Рекомендации табл. 1.7 приведены для случая, когда отклонения формы и расположения поверхностей допускаются в пределах поля допуска размера и особо не оговариваются. Для случаев, когда допуски на отклонения от геометрической формы оговариваются особо, данные табл. следует корректировать. Если эти допуски составляют 50% и более допуска на размер, параметры шероховатости, приведенные в табл. 1.7, следует уменьшать.
Во всех случаях необходимо вышеизложенные рекомендации соотносить с характеристиками обрабатываемости материала изделия.
В современных условиях организации производства конструкция деталей должна отвечать требованиям обработки на станках с ЧПУ и с применением роботов, обработки в непрерывном автоматическом режиме, обработки заготовок с применением быстросменных групповых наладок, а также изготовления в условиях гибкого автоматизированного производства (ГАП). В этом случае критериями технологичности могут выступать технические параметры средств технологического оснащения (назначение, тип зажима, точность обработки, шероховатость обрабатываемых поверхностей и др.), а также форма организации обработки резанием
Например, габаритные размеры деталей и точность их обработки следует ограничивать возможностями станков с ЧПУ и станочного робота.
Современные участки ГАП обработки резанием оснащаются робототехническими комплексами (РТК), состоящими, как правило, из токарного станка, станочного робота, приемно-передающего устройства, транспортирующего тару из зоны действия транспортной магистрали в зону действия робота. Возможности РТК определяются его моделью, системой ЧПУ станка и компоновкой робота.
При конструировании детали необходимо учитывать технические характеристики (параметры) средств технологического оснащения по их основным параметрам. Для станков с ЧПУ к таким параметрам могут быть отнесены следующие: тип зажима заготовки; диапазоны длин и диаметров обрабатываемых заготовок; возможность обработки в центрах; точность обработки; размеры наружных и внутренних поверхностей; допуски на радиальное и торцовое биение; отклонения от соосности; параметры шероховатости обрабатываемых поверхностей; система ЧПУ; вид интерполяции; число устанавливаемых инструментов; система отсчета; число управляемых координат, в том числе одновременно.
33
34
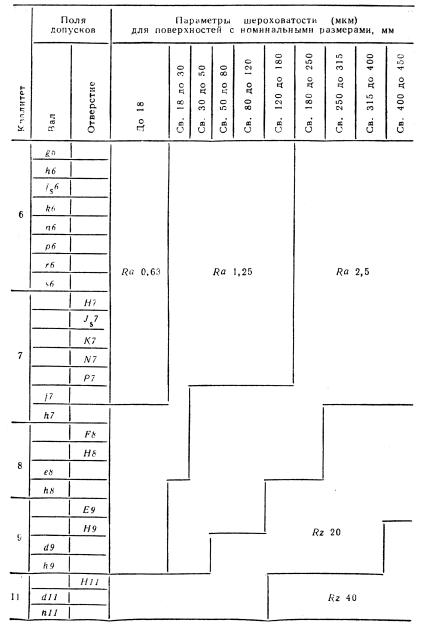
Таблица 1.7
Соответствие шероховатости поверхностей при механической обработке квалитету точности
Нанесение размеров на чертежах. В целях облегчения подготовки управляющей программы для станков с ЧПУ простановка размеров на чертежах детали должна удовлетворять требованиям программирования и исключать необходимость их пересчета при подготовке программы. Простановка размеров должна производиться в прямоугольной системе координат от единой конструктивной базы детали. Направление координатных осей детали по возможности должно совладать с осями координатной системы станка. Не допускаются указания об обработке детали резанием по размерам сопряженной с ней детали или по сборочному чертежу. Симметричные детали (левые и правые, верхние и нижние и др.) следует выполнять по возможности без нарушения симметрии по форме и
35
расположению обрабатываемых поверхностей. Это упрощает составление программ обработки их на станках с ЧПУ.
Форма и конструктивные элементы детали. Необходимо упрощать геометрическое очертание детали и типизировать ее основные повторяющиеся конструктивные элементы. При проектировании поверхности детали необходимо исходить из того, что управляющая программа должна соответствовать контурной системе с линейно-круговым интерполятором, где нет необходимости дополнительного математического описания поверхности.
Поверхности захвата. В конструкции детали необходимо предусматривать возможность захвата ее роботом для установки на станок и снятия с него. Форма поверхности захвата должна соответствовать используемым типам захватов. Расположение поверхности захвата должно обеспечивать доступность захвата детали и извлечения ее из ориентированной тары (кассеты, палеты или призмы). Поверхность захвата должна обладать достаточной жесткостью, предотвращающей появление в детали остаточных деформаций после захвата ее роботом. Необходимо также учитывать ограниченный диапазон хода механических захватов. Точку приложения захватов следует выбирать в зависимости от конфигурации и массы заготовки так, чтобы центр тяжести заготовки был расположен как можно ближе к захватам.
Количественная оценка технологичности конструкции
Следующий этап оценки технологичности конструкции учитывает современный уровень, тенденции, научный и инженерный прогноз развития техники и технологии в данной области. Для количественной оценки показатели технологичности ориентированы на сравнение с аналогичными показателями у изделия-аналога. При этом объект оценки должен иметь одинаковые выходные функциональные параметры.
Количественную оценку технологичности выполняют по абсолютным и относительным технико-экономическим показателям, а также дополнительным показателям.
Технологична конструкция, у которой более половины отдельных частных параметров соответствует требованиям технологичности.
Основные абсолютные показатели:
Трудоемкость изготовления изделия Тa - количество затраченного труда на выполнение технологических процессов при изготовлении изделия, техническом обслуживании и ремонте:
Та = ∑ Тi ,
где Тi - трудоемкость составной части изделия на любых основных этапах изготовления и эксплуатации изделия, нормо-час.
2. Материалоемкость - количество затраченного материала на производство изделия и его эксплуатацию. Оценку выполняют как по видам используемых материалов, так и по показателям, характеризующим материаль-
36

ные затраты, например, удельный расход редкоземельных металлов.
3.Энергоемкость изделия — количество затраченных топливно-энерге- тических ресурсов на изготовление, монтаж, техническое обслуживание и утилизацию изделия.
4.Себестоимость изделия отражает количество затрат труда, материалов, топливно-энергетических ресурсов на производство и эксплуатацию изделия.
Относительные показатели оценки технологичности изделия позволяют сравнивать абсолютные его показатели с показателями базового варианта
инормами коэффициентов, установленными в отрасли.
Уровень достигнутой технологичности конструкции может быть оценен относительно базового по любому показателю отношением:
kУ = К ,
КБ
где К - показатель проектного варианта; КБ - показатель базового варианта.
Допустимые пределы значений kv должны соответствовать величинам, установленным для основных базовых показателей (табл. 1.8).
Наиболее существенное влияние технологические процессы оказывают на показатели назначения, надежности и технологическую себестоимость.
В результате предварительного анализа технологичности конструкции изделия по качественным и количественным критериям для создания технологического процесса при заданных условиях производства должны быть сформулированы предложения по изменению конструкции изделия. В том числе - по применению материалов и методов сборки, по точности изготовления деталей и сборочных единиц, по использованию принципа агрегатирования, узловой сборки и др.
Таблица 1.8
Относительные показатели технологичности конструкции
Коэффициенты
1
относительной
трудоемкости
|
Формула |
Норма |
|||
2 |
|
|
3 |
||
Основные показатели |
|
||||
|
|
k yT = TП , |
|
|
|
|
|
|
|
|
|
|
|
ТБ |
|
|
k yT → 1 |
где ТП – проектная трудоемкость, нормо-ч; ТБ – тру- |
(0,6…0,8) |
||||
доемкость базового изделия, нормо-ч |
|
||||
относительной технологической себестоимости
относительной унификации элементов
|
k yС |
= СП , |
|
|
|
|
СБ |
|
k yС → 1 |
где СП – проектная себестоимость, руб.; СБ – |
себесто- (0,6…0,8) |
||||||||
имость базового варианта, руб. |
|
|
|
|
|
||||
|
|
k yЭ = GП , |
|
|
|
|
k yЭ → 1 |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
(0,6...0,8) |
|||||
|
|
GО |
|
|
|||||
где GП - число унифицированных типоразмеров конструктивных элементов (резьбы, фаски, отверстия, шпонки и др.); GО - общее число конструк-
37

тивных элементов в деталях
38
1
использования
материала
стандартизации деталей
применения типовых техпроцессов
|
|
|
|
|
Окончание табл. 1.8 |
||
|
|
|
2 |
|
|
3 |
|
Дополнительные показатели |
|
||||||
|
|
k ИМ |
= М Д , |
k ИМ → 1 |
|||
|
|
|
М З |
(0,6...0,8) |
|||
где МД - масса детали, кг; МЗ - масса заготовки, кг |
|||||||
|
|||||||
|
|
kСД |
= ДСТ , |
|
|||
|
|
|
Д |
kСД → 1 |
|||
где ДСТ - число стандартизованных деталей в изделии; Д - |
(0,6...0,8) |
||||||
общее число деталей (кроме крепежных), входящих в изде- |
|
||||||
лие |
|
|
|
|
|||
|
|
kТП |
= N ТП , |
|
|
|
|
|
|
|
|
|
|||
|
|
|
N |
|
|
kТП → 1 |
|
|
|
|
|
|
|
||
где NТП - число типовых техпроцессов; N - общее число тех- |
(0,6...0,8) |
||||||
процессов |
|
|
|
|
|||
1.4 Нормирование точности
Приведем основные показатели точности при изготовлении машин. Машины и механизмы состоят из деталей, которые в процессе работы
установлены неподвижно или должны совершать относительные движения. Две или несколько деталей, элементы которых входят друг в друга, образуют соединение. Соединения классифицируют по геометрической форме сопрягаемых поверхностей: плоские, гладкие цилиндрические, резьбовые, конические, зубчатые, шлицевые и др.
Вид соединения двух или нескольких деталей образуют посадку. Численное значение размера выражается в машиностроении в мм. Раз-
личают действительный, номинальный и предельные размеры. Действительный - размер, установленный измерением детали с допус-
каемой погрешностью.
Предельные – два предельно допустимых размера: наибольший и наименьший.
Номинальный – размер относительно которого, определяются предельные размеры.
Номинальный размер указывают на чертежах детали. Разность между наибольшим и наименьшим предельными размерами называется допуском размера. Допуск является мерой точности размера. Чем меньше допуск, тем выше требуемая точность детали.
Отклонением размера называется алгебраическая разность между размером (действительным, предельным) и номинальным размером. Различают верхнее(ES и es) и нижнее(EI и ei) отклонения.
Поле допуска – графическое изображение допусков и посадок.
С развитием торговли и кооперации между отдельными заводами и отраслями, а также с развитием техники появилась необходимость в выработке единого подхода к нормированию требований к точности валов и отверстий.
39
Такой единый подход к нормированию требований к точности размеров элементов деталей реализован созданием системы допусков и посадок.
1.4.1 Система допусков и посадок
Системой допусков и посадок (ЕСДП) называется закономерно построенная совокупность стандартизованных допусков и предельных отклонений размеров элементов деталей, а также посадок, образованных отверстиями и валами, имеющими стандартные предельные отклонения.
Всвязи с этим можно дать еще одно определение системы допусков и посадок как совокупности рядов допусков и посадок, закономерно построенных на основе производственного опыта, экспериментальных исследований, теоретических обобщений и оформленных в виде таблиц.
В«Единой системе допусков и посадок СЭВ» (ЕСДП) можно выделить шесть признаков.
1. Интервалы размеров.
2. Единицы допуска.
3. Ряды точности (допуски).
4. Поля допусков отверстий и валов.
5. Посадки в системе отверстия и в системе вала. 6. Нормальная температура.
ГОСТ 25346-89 «Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений» и ГОСТ 25347-82 «Единая система допусков и посадок. Поля допусков и рекомендуемые посадки» излагают основные положения принятой единой системы допусков и посадок (ЕСДП). Действие этих стандартов распространяется на размеры до 3150 мм.
Аналогичный по содержанию ГОСТ 25348-82 охватывает размеры свы-
ше 3150 до 10000 мм.
Интервалы размеров. В системах допусков весь диапазон размеров разделен на интервалы. Так, ЕСДП предусматривает 13 интервалов размеров
вдиапазоне до 500 мм в пределах которых значения допусков устанавливаются постоянными. Эти интервалы называют основными (свыше 3, от 3 до 6…30-50,… 400-500). Основные интервалы размеров используются для нормирования предельных отклонений, которые меняются плавно в зависимости от номинальных размеров. Для номинальных размеров свыше 10 мм введены промежуточные интервалы, которые делят каждый интервал на 2 или 3 интервала.
При определении принадлежности размера к тому или иному интервалу следует помнить, что последнее число интервала относится к данному интервалу, а первое число - к предыдущему. Например, допуски для номинального размера 10 мм надо брать в интервале размеров свыше 6 до 10 мм, а допуск размера 6 мм необходимо брать из интервала свыше 3 до 6 мм.
Единицы допуска. Практика показала, что погрешности обработки возрастают с увеличением обрабатываемого диаметра, и становится сложнее
40