

_Sysoev_TMS_-lekcii
.pdfОбработка основных отверстий представляет собой наиболее ответственную и трудоемкую часть технологического процесса изготовления корпусных деталей. Обработка отверстий делится на черновую, чистовую и отделочную.
При черновой обработке необходимо удалить основную часть припуска, обеспечив точность относительного положения осей отверстий при наименьшей стоимости операции.
Чистовая обработка должна обеспечить точность размеров, геометрических размеров и окончательную точность относительного положения обрабатываемых отверстий.
Отделочную обработку применяют в случае надобности для повышения точности и уменьшения шероховатости обрабатываемых отверстий.
Методы, обеспечивающие эти требования, рассмотрены в предыдущем параграфе. Естественно, что обработка этими методами отверстий корпусных деталей будет производиться на других станках, в отличие от обработки зубчатых колес.
Основные отверстия в корпусных деталях в условиях единичного и мелкосерийного производства обрабатывают на вертикально- и радиальносверлильных станках, токарно-карусельных станках, координатно-расточных станках. В условиях мелкосерийного и серийного производства обработка основных отверстий производится на вертикально- и радиально-сверлильных станках с ЧПУ и горизонтально-расточных станках с ЧПУ, или сверлильно- фрезерно-расточных и координатно-расточных станках.
В крупносерийном и массовом производстве растачивание корпусных деталей производят обычно на агрегатных станках или автоматических линиях. В единичном производстве обработку отверстий ведут по разметке, в мелкосерийном – с помощью накладных шаблонов, в серийном, массовом – с помощью специальных приспособлений и станков.
Отделочная обработка основных отверстий производится тонким растачиванием, планетарным шлифованием, хонингованием или раскатыванием.
Обработка крепежных отверстий в единичном и мелкосерийном производстве осуществляется на радиально-сверлильных станках по разметке или при помощи накладных кондукторов. В мелкосерийном и крупносерийном производствах - на станках с ЧПУ или с использованием специальных поворотных приспособлений. В крупносерийном и массовом производстве - на агрегатных станках. В массовом производстве - на автоматических линиях. Для повышения производительности труда применяют быстросменные патроны и многошпиндельные головки. Резьбу в крепежных отверстиях нарезают метчиками, накатывают раскатниками и комбинированным метчи- ком-раскатником. При нарезании резьбы в термически обработанных корпусах из сталей применяются твердосплавные метчики. Для нарезания внутренней резьбы на револьверных станках и автоматах применяют резьбонарезные самораскрывающиеся метчики. По окончании процесса нарезания резьбы режущие перья метчика автоматически сдвигаются.
219
Маршрут изготовления корпусов. Обработка корпусных деталей осуществляется в следующей последовательности:
1)обрабатывают основные базовые плоскости;
2)обрабатывают 2 базовых и остальные отверстия в одной из плоско-
стей;
3)обрабатывают основные отверстия начерно;
4)обрабатывают остальные поверхности и другие отверстия (кроме основных) заготовки;
5)окончательно обрабатывают основные отверстия заготовки. Маршруты изготовления корпуса (рис. 4.23), в зависимости от условий
обработки приведены в табл. 4.7 и 4.8.
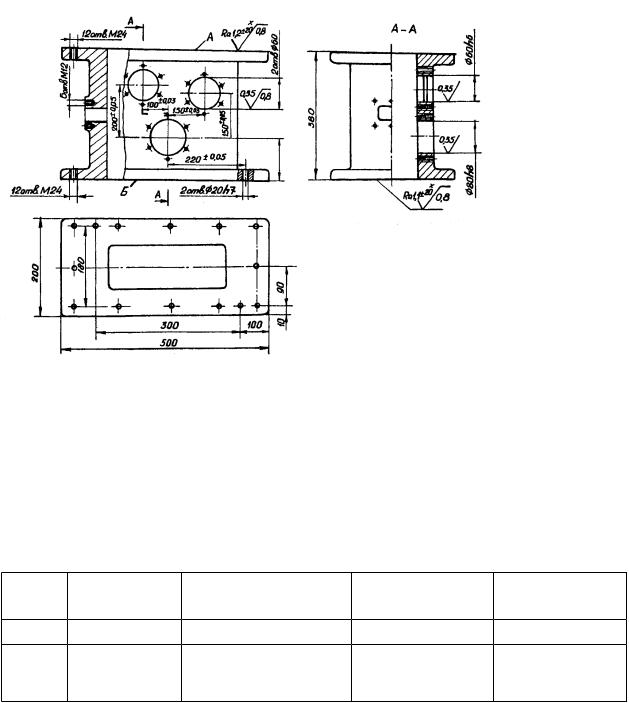
Рис. 4.23. Эскиз корпусной детали
В мелкосерийном производстве заготовку получают литьем в песчаные формы с ручной формовкой, в крупносерийном – заготовку получают литьем по металлическим моделям с машинной формовкой.
Таблица 4.7
Маршрут изготовления корпуса в условиях мелкосерийного производства
№ опе- |
Наименование |
Содержание |
Технологическая |
Технологическое |
|
рации |
операции |
операции |
база |
оборудование |
|
1 |
2 |
3 |
4 |
|
5 |
|
Вертикально- |
Фрезеровать плоские Поверхности Б, Г и Вертикально-фре- |
|||
005 |
поверхности корпуса А Д или А, Г и Д |
зерный |
станок |
||
|
фрезерная |
и Б начерно |
|
6А12П |
|
|
|
|
|
||
Окончание табл. 4.7
220
1 |
2 |
|
|
3 |
|
4 |
|
5 |
|
|
Вертикально- |
Фрезеровать |
плоские |
Поверхности Б, Г и |
Вертикально-фре- |
||||
010 |
поверхности корпуса А Д или А, Г и Д |
зерный |
|
станок |
|||||
|
фрезерная |
и Б начисто |
|
|
6А12П |
|
|
||
|
|
|
|
|
|
||||
|
|
Сверлить, |
зенкеровать Поверхности А, Г и |
Радиально-свер- |
|||||
|
|
и развернуть 2 отвер- Д |
лильный |
станок |
|||||
015 |
Радиально- |
стия 0 20h7 и 12 отвер- |
|
2М55 |
|
|
|||
сверлильная |
стий М24 с поверхно- |
|
|
|
|
||||
|
|
|
|
|
|||||
|
|
сти Б |
по |
накладным |
|
|
|
|
|
|
|
кондукторам |
|
|
|
|
|
||
|
Сверлильная с |
Расточить основные отПоверхности Б и 2 |
Сверлильный ста- |
||||||
020 |
верстия |
начерно и наотверстия Ø20 |
нок |
с |
ЧПУ |
||||
|
ЧПУ |
чисто |
|
|
|
|
21104Н7Ф4 |
|
|
|
|
|
|
|
|
|
|||
|
|
Сверлить |
и |
нарезать Поверхность Б и 2 |
Радиально-свер- |
||||
025 |
Радиально- |
резьбы в остальных отбазовых отверстия |
лильный |
станок |
|||||
сверлильная |
верстиях по накладным |
|
2М55 |
|
|
||||
|
|
|
|
||||||
|
|
кондукторам |
|
|
|
|
|
||
|
Радиально- |
Расточить основные отПоверхность Б и 2 |
Радиально-свер- |
||||||
030 |
верстия окончательно |
отверстия Ø20 |
лильный |
станок |
|||||
|
сверлильная |
|
|
|
|
|
2М55 |
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 4.8
Маршрут изготовления корпуса в условиях крупносерийного производства
№ опе- |
Наименование |
Содержание |
|
Технологическая |
Технологическое |
||
рации |
операции |
операции |
|
база |
оборудование |
||
|
|
Фрезеровать плоские |
по- |
Поверхность Б и Двухшпиндель- |
|||
005 |
Карусельно- |
верхности начерно и начи- |
2 основных |
ный карусельно- |
|||
фрезерная |
сто |
|
|
отверстия |
фрезер-ный ста- |
||
|
|
|
|||||
|
|
|
|
|
|
нок 6А23 |
|
|
|
Сверлить, |
зенкеровать |
и Основное |
Сверлильный |
|
|
|
Сверлильная с |
развернуть |
2 отверстия отверстие № 1 |
станок с ЧПУ |
|
||
010 |
Ø20h7. Сверлить и |
на- |
|
21104Н7Ф42 |
|
||
|
ЧПУ |
резать резьбу 12 отверстий |
|
|
|
||
|
|
|
|
|
|||
|
|
М24 |
|
|
|
|
|
|
|
Расточить основные |
|
Поверхность Б и Агрегатный |
ста- |
||
015 |
Агрегатная |
отверстия с двух сторон |
|
2 базовых отвернок |
|
||
|
|
|
|
|
стия Ø20 |
|
|
|
|
Обработать остальные |
|
Поверхность Б и Агрегатный |
ста- |
||
020 |
Агрегатная |
крепежные отверстия |
|
2 базовых отвернок |
|
||
|
|
|
|
|
стия |
|
|
|
|
Расточить основные |
|
Поверхность Б и Горизонтальный |
|||
025 |
Горизонтально- |
отверстия начисто |
|
2 базовых отвер- отделочно-рас- |
|||
эасточная |
|
|
|
стия |
точной полуавто- |
||
|
|
|
|
|
мат 2706А (двух- |
||
|
|
|
|
|
|
||
сторонний)
221
4.4 Технология изготовления фланцев и крышек
Фланцы и крышки служат для ограничения осевого перемещения вала, расположенного на подшипниках в изделии (машине), за счет создания определенного натяга или гарантированного осевого зазора между торцом наружного кольца подшипника и торцом фланца или крышки. Крышки, кроме того, используются для плотного закрытия различных отверстий и пространств с целью их изоляции от окружающей среды.
Технические требования на изготовление основных поверхностей фланцев и крышек: точность отверстий под подшипники по 6…7 квалитетам, шероховатость Ra = 0,63...1,25 мкм; точность наружных установочных поверхностей по 6…8 квалитету, шероховатость Ra = 0,63...1,0 мкм; допуск цилиндричности и круглости поверхностей под подшипники 0,01...0,02 мм; допуск соосности внутренних и наружных цилиндрических поверхностей 0,01...0,03 мм; допуск торцового биения (допуск перпендикулярности торца) относительно оси отверстия (наружной цилиндрической поверхности) 0,03...0,05 мм; допуск плоскостности торцовых присоединительных поверхностей 0,01…0,02 мм с шероховатостью Ra= 1,25...1,5.
Материалы и способы получения заготовок для фланцев и кры-
шек. Фланцы и крышки изготовляют из чугуна марок СЧ15, сталей 30, 35, 40, 45 и др. Крышки зачастую изготавливают из алюминиевых сплавов. Заготовками фланцев и крышек в зависимости от серийности выпуска являются стальные и чугунные отливки, поковки, штамповки, а также отрезанные от сортового прутка диски. Литье по выплавляемым моделям обеспечивает получение заготовок с минимальными припусками. Некоторые поверхности, например, отверстия под крепежные болты, не требуют дальнейшей механической обработки. Этот метод применяют при большой серийности изготовления фланцев. Стальные фланцы и крышки в средне- и крупносерийном производстве обычно изготавливают из штампованных заготовок, получаемых на молотах в подкладных закрытых штампах или высадкой на гори- зонтально-ковочных машинах.
Обработка фланцев и крышек. Обработка цилиндрических и торцовых поверхностей в зависимости от условий производства может производиться на универсальных токарных станках, станках с ЧПУ, вертикальносверлильных станках, агрегатно-сверлильных станках, многошпиндельных вертикальных токарных полуавтоматах.
В серийном производстве обтачивание выполняется на токарных станках 16К20 и на станках 16К20Т, 16К20ФЗ, РТ725ФЗ с ЧПУ. При изготовлении фланцев и крышек в крупносерийном производстве на многошпиндельных вертикальных токарных полуавтоматах 1К282 и 1К284 возможна полная обработка всех поверхностей (с двумя загрузочными позициями и переустановкой заготовки после ее обработки с одной стороны). Обработка крепежных отверстий осуществляется на вертикально-сверлильных, радиаль- но-сверлильных станках, станках с ЧПУ, агрегатных станках. Для фрезерования лысок используют фрезерные станки различных типов. Применяют раз-
222
личные универсальные и специальные приспособления с базированием заготовки по посадочному пояску, торцу и крепежному отверстию. В зависимости от технических требований поверхности цилиндрического пояска и торцов могут подвергаться шлифованию. Сходные по конструктивным признакам фланцы и крышки обрабатывают по принципу групповой технологии.
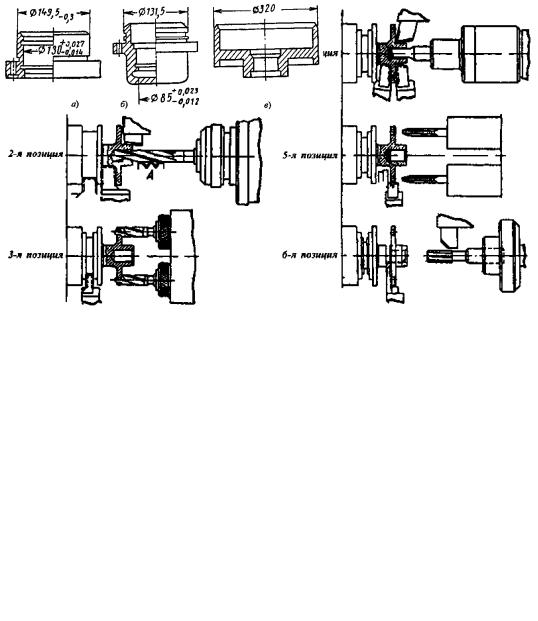
Изготовление фланца из прутка диаметром 70 мм на горизонтальном шестишпиндельном автомате показано на рис. 4.24. В этой наладке на второй позиции предусмотрен стружколом А, а на 3-й – четырехшпиндельная головка для нарезания резьбы и ощупывающее устройство для контроля отверстия на отсутствие обломков метчика.
Рис. 4.24. Обработка фланца из круга на горизонтальном шестишпиндельном автомате
На рис. 4.25 показаны фланцы токарного станка, а на рис. 4.26 схемы их обработки на вертикальном восьмишпиндельном полуавтомате. Полуавтомат имеет одну загрузочную позицию 7, остальные – рабочие. Позиции 2, 3, 4, 5 и 6 предназначены для точения, а позиции 7 и 8 – для многошпиндельного сверления.
Рис. 4.25. Фланцы токарного станка
Наладка станка быстросменная. При переналадке станка с первого фланца (рис. 4.25, а и 4.26, а) на второй фланец (см. рис. 4.25, б и 4.26, б) необходимо: на позициях 2, 3, 4, 5 и 6 повернуть резцедержатели револьвер-
223
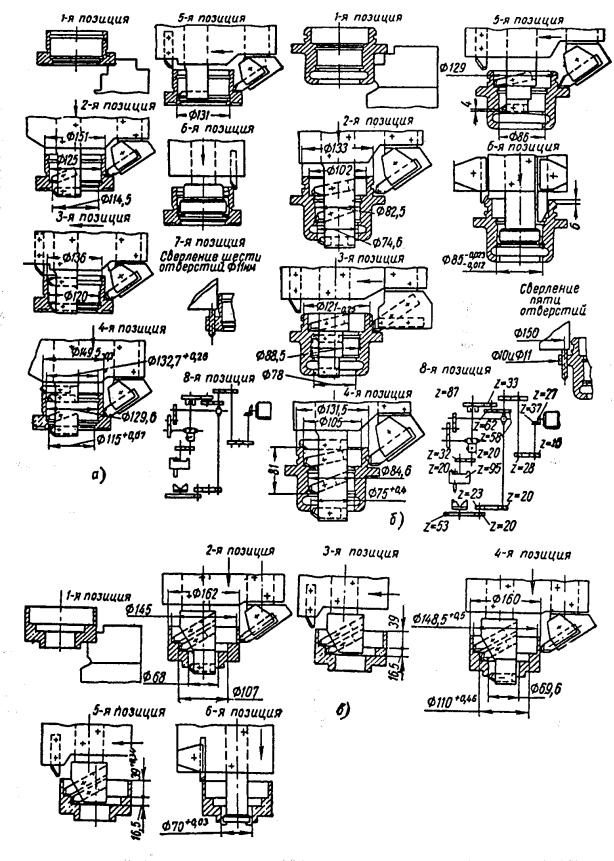
ного типа на 120°, на позициях 2, 4 и 6 установить величину рабочего хода и на позиции 7 отключить сверлильную головку.
Рис. 4.26. Схема групповой обработки фланцев токарного станка на вертикальном восьмишпиндельном полуавтомате
224
При переналадке станка со второго фланца на третий (см. рис. 4.25, в и 4.26, в) необходимо: на позициях 2, 3, 4, 5 и 6 повернуть резцедержатели на 120°, на позициях 2, 4 и 6 установить величину рабочего хода и на позициях 7 и 8 отключить сверлильные головки.
Для сверления и зенкерования отверстий во фланцах широко применяют многошпиндельные сверлильные головки и поворотные столы.
Маршрут изготовления фланцев и крышек. Обработка фланцев и крышек осуществляется в следующей последовательности:
1)обрабатывают наружные, внутренние и торцовые поверхности;
2)обрабатывают крепежные отверстия;
3)обрабатывают остальные поверхности (лыски, радиальные отверстия
ит.п.);
4)если необходимо, то осуществляется термообработка;
5)окончательно обрабатывают основные наружные и торцовые поверх-
ности.
Маршруты изготовления фланца (рис. 4.27) и крышки (рис. 4.28) приведены в табл. 4.9 и 4.10.
В качестве заготовки для фланца принята поковка, полученная методом ковки, для крышки – поковка, полученная методом штамповки.
Рис. 4.27. Фланец
225
Рис. 4.28. Крышка
Таблица 4.9
Маршрут изготовления фланца в условиях мелкосерийного и серийного производства
№ опе- |
Наименование |
Содержание операции |
Технологиче- |
Технологиче- |
||||
рации |
операции |
ская база |
ское оборудо- |
|||||
|
|
|
вание |
|||||
|
|
|
|
|
|
|
||
|
|
Точить Ø120, зенкеровать и расПоверхности |
Токарный ста- |
|||||
005 |
Токарная |
точить Ø62 |
Н7, Ø58, Ø54 К7 и ка- Б и В |
нок 16К20 |
||||
навки Ø64, |
подрезать торец Ø120 |
|
|
|
||||
|
|
|
|
|
||||
|
|
и снять фаску на диаметре Ø 62 |
|
|
|
|||
|
|
Точить поверхность и подрезать Поверхности |
Токарно-винто- |
|||||
016 |
Токарная |
торец Ø80 с припуском под шлиØ62 |
Н7, |
резный |
||||
фование, |
точить канавку Ø78, |
Ø54 |
К7 и |
станок 16К20 |
||||
|
|
|||||||
|
|
снять 2 фаски |
|
торец Г |
|
|||
|
Радиально- |
Сверлить 3 отверстия Ø10 |
и зенОтверстие |
Радиально- |
||||
015 |
керовать 3 отверстия Ø13 |
|
Ø54 К7 и |
сверлильный |
||||
|
сверлильная |
|
|
|
торец 8 |
станок 2Р135 |
||
|
|
|
|
|
||||
|
Круглошлифо- |
Шлифовать поверхности |
Ø80f7, |
Поверхности |
Кругло-шлифо- |
|||
020 |
80h6 и торец D окончательно |
Ø62 Н7 и 54К7 вальный станок |
||||||
|
вальная |
|
|
|
и торец Г |
3К12 |
||
|
|
|
|
|
||||
Таблица 4.10
Маршрут изготовления крышки в условиях крупносерийного производства
№ опе- |
Наименова- |
Содержание операции |
Технологиче- |
Технологическое |
|||
рации |
ние операции |
ская база |
оборудование |
||||
|
|
|
|||||
1 |
2 |
|
3 |
|
4 |
5 |
|
005 |
Токарная с |
Подрезать |
торцы, |
обточить, Поверхности Токарный станок |
|||
ЧПУ |
проточить канавку и фаску |
Б и В |
с ЧПУ 16К20ФЗ |
||||
|
|
|
|
|
|
||
|
Токарная с |
Подрезать |
торец, обточить |
наПоверхности Токарный станок |
|||
010 |
ЧПУ |
ружную поверхность |
и снять Г и Д |
с ЧПУ 16К20ФЗ |
|||
|
|
фаску с другой стороны |
|
|
|||
226
|
|
|
|
Окончание табл. 4.10 |
|
1 |
2 |
3 |
4 |
5 |
|
|
Сверлильная |
Сверлить и цековать крепежные Поверхности Сверлильный ста- |
|||
015 |
с ЧПУ |
отверстия |
Г и А |
нок с ЧПУ |
|
|
|
|
|
2Р135Ф2 |
|
|
Фрезерная |
Фрезеровать лыски |
Поверхности Консольно-фре- |
||
020 |
|
|
Г и А |
зерный станок |
|
|
|
|
|
6М82Г |
|
025 |
Токарная с |
Обточить Ø62f6 и |
подрезать Поверхности Токарный станок |
||
ЧПУ |
торцы |
Б и В |
с ЧПУ 16К20ФЗ |
||
|
|||||
4.5 Технология изготовления рычагов и вилок
Рычаги и вилки являются звеньями систем машин, аппаратов, приборов и приспособлений, служащими для передачи силы и движения определенным деталям машин.
Например, для переключения передач в машинах, станках, необходимо осуществить перемещение зубчатого колеса в осевом направлении. Это переключение осуществляется вилкой через систему рычагов.
Основными техническими условиями на рычаги и вилки являются:
1)отверстия, поверхностями которых рычаги и вилки сопрягаются с валиками, выполняются по 7…8 квалитету точности и Ra = 0,6...3 мкм;
2)точность расстояний между осями отверстий ± 0,1...±0,3 мм;
3)допуск параллельности осей отверстий не более 0,05...0,3 мм на 100
мм;
4)допускаемая перпендикулярность обрабатываемых торцов бобышек рычагов осям отверстий 0,1...0,3 мм на 100 мм;
5)твердость рабочих поверхностей рычагов и вилок 40…62 HRC.
Материалы и способы получения заготовок рычагов и вилок. В каче-
стве материалов для изготовления рычагов и вилок служат: серый чугун СЧ12, СЧ16, СЧ21, СЧ41, ковкий чугун КЧ35-10, КЧ37-12, стали Ст 5, 20, 35,45,40Х. Выбор материала зависит от служебного назначения детали.
Чугунные заготовки рычагов и вилок получают обычно литьем в песчаные формы по металлическим моделям. Стальные заготовки рычагов и вилок получают ковкой, штамповкой, литьем по выплавляемым моделям и реже сваркой.
Отверстия по чертежу D < 25 мм в заготовках литьем в песчаные формы и штамповкой обычно трудно получить.
Обработка рычагов и вилок. Рычаги и вилки обычно имеют обрабатываемые отверстия, которые, как и у корпусных деталей, можно разделить на основные и крепежные и боковые поверхности. Обычно они между собой должны находиться в определенном положении и связи.
Плоские поверхности рычагов и вилок фрезеруют или шлифуют. Отверстия 6…8 квалитетов точности и D < 15 мм сверлят и развертывают, a d >
227
15 мм сверлят, зенкеруют и развертывают. Если отверстие получено в заготовке, то его зенкеруют и развертывают. В крупносерийном и массовом производстве для обработки отверстий d > 20 мм целесообразно применять протягивание. Торцы бобышек фрезеруют, точат, цекуют или шлифуют. Последовательность обработки рычагов и вилок определяется их конструктивным исполнением.
При наличии у рычагов плоских обрабатываемых сторон или торцов бобышек в одной плоскости вначале обрабатывают эти поверхности. Затем, принимая обработанную плоскость или сочетание торцов бобышек с одной стороны в качестве установочной технологической базы, обрабатывают отверстия — основную и вспомогательные базы. На последующих операциях, принимая соответствующие обработанные поверхности отверстий в качестве технологических баз, последовательно обрабатывают пазы, уступы, резьбовые и мелкие отверстия.
При обработке рычагов, имеющих торцы коротких бобышек в разных плоскостях, вначале в ряде случаев обрабатывают гладкие отверстия – основную и вспомогательные базы и торцы бобышек с одной стороны. Затем обрабатывают торцы бобышек с другой стороны, далее – остальные поверхности в последовательности, указанной в первом варианте.
Если рычаг имеет длинную бобышку, в которой расположено отверстие - основная база, и значительно более короткие бобышки, в которых расположены отверстия – вспомогательные базы, то вначале обрабатывают поверхность отверстия – основную базу и торец длинной бобышки с одной стороны. Затем, приняв обработанную поверхность отверстия в качестве двойной направляющей технологической базы, обрабатывают торец длинной бобышки с другой стороны. Затем обрабатывают отверстия и торцы коротких бобышек с одной стороны, затем торцы этих бобышек с другой стороны. Затем обрабатывают отверстия и торцы коротких бобышек с одной стороны, затем торцы этих бобышек с другой стороны. Далее обрабатывают остальные поверхности по первому варианту.
Оборудование и оснастка при обработке рычагов и вилок зависит от серийности производства.
Вединичном и мелкосерийном производстве рычаги и вилки обрабатывают на универсальных станках с выверкой деталей по разметке или с УСП.
Всерийном производстве рычаги обрабатывают на настроенных универсальных станках, используя специальные приспособления или организуя групповую обработку с применением УНП (универсально-наладочные приспособления).
Вкрупносерийном и массовом производстве обычно используют многоместные приспособления и обработку на агрегатных многопозиционных станках.
Маршрут изготовления рычагов и вилок. Общая последовательность обработки рычагов и вилок выглядит следующим образом:
1) обрабатывают основные поверхности и торцы бобышек;
2) обрабатывают остальные отверстия и поверхности;
228