

_Sysoev_TMS_-lekcii
.pdfрастворении металлов в неравномерном электрическом поле, когда растворение металла происходит преимущественно с острых кромок и заусенцев. Качество обработки в этом случае значительно выше, чем при механической. Особенно эффективна ЭХО при удалении заусенцев и притупления острых кромок в труднодоступных местах (например, в корпусных деталях автоматики с пересекающимися каналами).
Электрохимическая обработка основана на явлении анодного растворения заготовки по закону Фарадея при пропускании электрического тока через раствор электролита.
Оборудование для размерной ЭХО (рис. 5.5) включает в себя следующие элементы: несущую конструкцию 5 с рабочей камерой 6; электрод-инструмент 12, установленный в шпинделе станка 4; устройство подачи шпинделя 3; гидравлическую систему, состоящую из бака 10, насоса 9, устройства очистки (фильтры грубой и тонкой очистки) 8 и регенерации 7 электролита; дроссельную и контрольную аппаратуру; источник питания 1 и блок управления 2.
Рис. 5.5. Принципиальная конструктивная схема электрохимического станка
После установки и закрепления заготовки 11 на столе станка электродинструмент 12 подводится к ней на расстояние, равное начальному межэлектродному промежутку. Включается насос и начинается прокачка электролита через межэлектродный промежуток. Подача (постоянная или изменяющаяся по заданному закону) сообщается катоду-инструменту и на межэлектродный промежуток подается рабочее напряжение.
Химические реакции, протекающие в межэлектродном промежутке, зависят во многом от свойств обрабатываемого материала. Так, при обработке сталей основные электродные реакции при электролизе железа в водном растворе хлористого натрия описываются уравнениями
NaCl→Na++Cl,
Рис. 5.6. Схема электролиза железа в растворе NaCl:
1 – анод; 2 – катод; 3 – электролит; 4 – анод Сl-, ОН-; 5 – осадок Fe(OH)3; 6 – ванна; 7 – катионы Na+, H+
В результате анодных реакций имеем:
Fe2++2Cl-+2Na++2OH-→Fe(OH)2+2NaCl,
Fe(OH)2+OH-→Fe(OH)3,
→H2O+O,
O+O→O2↑.
Выбор электролита в соответствии с ГОСТ определяется типом обрабатываемого материала (табл. 5.2). В табл. 5.3 дана характеристика эффективности применения ЭХО.
Таблица 5.2
Рекомендуемые водные растворы электролитов для ЭХО
Обрабатываемый |
Химический |
Концентрация |
|
электролита, |
ГОСТ |
||
материал |
состав |
г/л |
|
|
|
|
|
Стали: |
NaCl |
100…200 |
13830-84 |
углеродистые |
|||
легированные |
КС1 |
150…200 |
4234-77 |
коррозионно-стойкие |
Na2SO4 |
150 |
4166-76 |
(12Х18Н9Т, 12Х18Н10Т) |
|
|
|
инструментальные |
NaCl |
150…200 |
13830-84 |
(5ХНВА, ЗХ2В8, 5ХНВ) |
NaNO3 |
20…100 |
4168-79 |
марганцовистые |
NaNO3 |
150…250 |
41688-79 |
(ЗОХ10Г10 и др.) |
Na2SO4 |
50…100 |
4166-76 |
|
NH4C1 |
10…50 |
3773-72 |
|
NaCl |
150…200 |
13830-84 |
Сплавы: |
|
|
|
жаропрочные (ЭИ617, |
NaCl |
50…200 |
13830-84 |
ЭИ929А, ЖС6КП) |
NaCl |
50…150 |
13830-84 |
|
NaNO3 |
20…50 |
4168-79 |
|
NaNO3 |
100…300 |
4168-79 |
алюминиевые |
NaNO3 |
150…250 |
4168-79 |
|
NaCl |
100…200 |
13830-84 |
|
NaCl |
80 |
13830-84 |
|
KNO3 |
120 |
4217-77 |
титановые (ВТ8, ВТЗ-1) |
NaCl |
50 |
13830-84 |
(ВТЗ-1, ВТ6, ВТ8, ВТ9, ВТ15) |
KNO3 |
50 |
4217-77 |
|
KBr |
10 |
4160-74 |
|
Na2SO4 |
5 |
4166-76 |
(ОТ4, ТС-5) |
NaCl |
50 |
13830-84 |
|
KNO3 |
100 |
4217-77 |
|
NaCl |
200 |
13830-84 |
240

Молибден и его сплавы |
NaOH |
100 |
2263-79 |
|
KNO3 |
100 |
4217-77 |
241
|
Таблица 5.3 |
Производительность и качество обработки |
|
Межэлектродный промежуток, мм |
0,05…0,3 |
Скорость подачи электрода, мм/мин |
0,1…20 |
Точность обработки поверхностей, мм: |
|
двухмерных |
0,05…0,2 (0,02…0,05 при импульсной ЭХО) |
трехмерных |
0,1 (при импульсной ЭХО) |
Шероховатость поверхности Ra, мкм |
0,1…2,5 |
Производительность обработки, мм3/1000А |
1 200…2 500 |
Основные преимущества ЭХО:
–возможность обработки металлов и сплавов любой твердости и вязкости;
–высокая скорость удаления материала;
–отсутствие зависимости скорости растворения от площади обрабатываемой поверхности и ее формы;
–отсутствие силового воздействия инструмента на деталь, создающее возможность обработки детали малой жесткости;
–отсутствие металлургических изменений в обрабатываемом материале, наклепа и остаточных напряжений в поверхностном слое (качество поверхности после ЭХО не требует или требует минимальной последующей финишной обработки);
–высокая производительность процесса, так как растворение происходит сразу на всей обрабатываемой поверхности;
–возможность формообразования сложной формы путем прямого копирования формы поверхности катода;
–отсутствие износа электрода-инструмента, если нет коротких замыканий в рабочем зазоре;
–возможность механизации и автоматизации оборудования.
5.3 Ультразвуковая обработка
При производстве деталей ультразвуковая обработка (УЗО) занимает важное место, обеспечивая высокую эффективность изготовления форм из твердых хрупких керамик и графита для точного литья. Другое направление применения – ультразвуковая очистка труднодоступных поверхностей деталей автоматики на специальных технологических установках типа УЗГ-
016.
Размерная УЗО деталей основана на принципе механического разрушения (выкалывания) микрочастиц материала заготовки абразивными зернами при ударе по ним торца инструмента, колеблющегося с ультразвуковой частотой (рис. 5.7). В результате контакта под действием постоянной силы прижима в материале заготовки образуются углубления, соответствующие профилю торца инструмента.
242
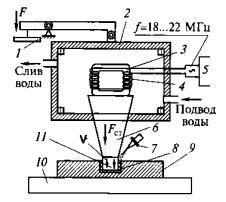
Рис. 5.7. Схема УЗО:
F - сила подачи; Fст - статическая нагрузка на инструмент; v - скорость главного движения; 1 – противовес; 2 – корпус; 3 – магнитострикционный преобразователь; 4 – обмотка; 5 – ультразвуковой генератор; 6 – концентратор; 7 – сопло для подачи абразивной суспензии; 8 – абразив; 9 – деталь; 10 –
стол станка; 11 – инструмент
В качестве источника ультразвуковых колебаний применяют магнитострикционные, пьезокерамические и ферритовые преобразователи. В магнитострикционных преобразователях использован эффект магнитострикции (эффект Джоуля), заключающийся в способности ферромагнитных материалов изменять свои геометрические размеры под действием переменного магнитного поля. Наибольшей магнитострикционной деформацией обладают железокобальтовые сплавы (пермендюр), сплавы алюминия с железом (альфер) и никель.
Магнитострикционный преобразователь представляет собой пакет или стержень, набранный из тонких пластин ферромагнитного материала. Для создания магнитного поля имеется одна или несколько обмоток. Переменное электромагнитное поле в преобразователе создается электронным устройством. Амплитуда колебаний преобразователя максимальна в резонансном режиме: при совпадении частоты колебаний электромагнитного поля с собственной частотой механических колебаний преобразователя. Однако и в этом случае амплитуда колебаний торца магнитострикционного преобразователя оказывается небольшой (А = 0,005...0,008 мм). Поэтому к торцу преобразователя крепится акустический трансформатор скорости (концентратор) резонансной длины (обычно 1/2 длины волны). Концентраторы трансформируют малые амплитуды на большой площади в большие амплитуды на меньшей площади, для чего им придают специальную форму (экспоненциальную, ступенчатую, коническую и др.). К узкому торцу концентратора крепится инструмент требуемой формы. Магнитострикционной преобразователь за счет потерь на гистерезис и вихревые токи нагревается, поэтому его необходимо охлаждать, что осуществляется проточной водой.
Для создания статической нагрузки (силы прижима F) на инструмент корпус вместе с колебательной системой уравновешен относительно станины станка посредством противовеса. Под действием силы F акустическая головка перемещается по направляющим станка и прижимает рабочий инструмент к обрабатываемой детали.
Качество УЗО свободными абразивными зернами зависит от состава абразивной суспензии, которая содержит (в массовых долях): 20...40%
243
абразивного материала, 1...2% ингибитора коррозии (NaNO2), остальное –
воду (Н2О).
В качестве абразивных материалов применяют порошки карбида бора (1...80 мкм), ультрадисперсные порошки (0,1...1,0 мкм) и нанопорошки (<0,1 мкм). Для обработки материалов со сравнительно невысокой твердостью (стекло, феррит, германий и др.) могут быть использованы более дешевые абразивы (электрокорунд и карбид кремния), а для обработки деталей из алмаза – алмазный порошок.
Оптимальные условия обработки обеспечиваются при работе на нижней границе ультразвукового частотного диапазона f = 18...20 МГц.
Отколотые микрочастицы обрабатываемого материала за счет ударного внедрения абразивных зерен удаляются при циркуляции рабочей жидкости. При этом происходит смена абразива в рабочей зоне.
Производительность Q, качество поверхности, точность и износ инструмента зависят от многих акустических и технологических параметров: амплитуды и частоты колебаний инструмента, физико-математических свойств обрабатываемого и абразивного материалов, зернистости абразива, кинематической схемы обработки, площади и формы инструмента, силы прижима инструмента к обрабатываемой заготовке, глубины обработки и др.
Производительность УЗО Q оценивают по объему материала, удаляемого в единицу времени.
Амплитуда колебаний инструмента ограничивается минимальными значениями А = (15...20).10-3 мм (при меньших амплитудах процесс обработки нестабилен) и максимальными значениями А = (40...50).10-3 мм (из-за усталостного разрушения инструмента).
Значительное влияние на производительность УЗО оказывают материал и зернистость абразивных зерен. С увеличением размеров зерен до 60...100 мкм производительность повышается. При дальнейшем росте зернистости производительность снижается. Производительность также возрастает при вращении заготовки или инструмента и при принудительной подаче абразивной суспензии. Дальнейшего увеличения производительности можно достичь при нагнетании абразивной суспензии под давлением 0,3 МПа с одновременным повышением силы рабочей подачи до 390 Н.
Шероховатость поверхностей при УЗО свободными абразивными зернами в большой степени зависит от их зернистости. Минимальная шероховатость Ra = 1,25...0,40 мкм достижима при использовании в качестве шлифовальных материалов микрошлифпорошков зернистостью М14...М18 и амплитуде колебаний А = 7,5...10 мкм. Применение тонких шлифовальных микропорошков позволяет получать поверхности с шероховатостью Ra = 0,2 мкм.
Точность размеров и формы при УЗО свободными абразивными зернами в большой степени зависит от зернистости применяемого шлифовального материала, стабильности зазора между боковыми поверхностями рабочей части инструмента и обрабатываемых элементов заготовки, ее длины, наличия боковых составляющих продольных колебаний
244
инструмента, способа подвода абразива в зону обработки, степени износа инструмента. Характерные погрешности формы при УЗО свободным абразивом приведены в табл. 5.4.
Таблица 5.4
Характерные погрешности формы при УЗО свободным абразивом
Вид погрешности |
Причина возникновения |
Способ предотвращения |
|||||||
Завалы |
на |
входе |
Наличие |
боковых |
Снижение скорости рабочей |
||||
инструмента в заготовку |
составляющих |
|
подачи; |
приклеивание |
на |
||||
|
|
|
ультразвуковых |
колебаний; |
плоскости |
|
заготовки |
||
|
|
|
длительное |
воздействие |
специальной накладки |
|
|
||
|
|
|
абразивных зерен |
|
|
|
|
|
|
Некруглость |
обработанных |
Наличие |
боковых |
Отладка |
|
колебательной |
|||
отверстий |
|
|
составляющих |
|
системы |
|
|
|
|
|
|
|
ультразвуковых колебаний |
|
|
|
|
|
|
Непрямолинейность |
|
Длительное |
воздействие |
Максимально |
возможное |
||||
боковых поверхностей |
зерен |
|
сокращение |
времени |
|||||
|
|
|
|
|
воздействия |
абразивной |
|||
|
|
|
|
|
суспензии |
|
|
|
|
Сколы |
на |
выходе |
Хрупкость обрабатываемых |
Приклеивание заготовки |
к |
||||
инструмента из заготовки |
материалов |
|
стеклянной |
подкладке; |
|||||
|
|
|
|
|
снижение |
скорости и |
силы |
||
|
|
|
|
|
рабочей |
подачи в |
конце |
||
|
|
|
|
|
обработки |
|
|
|
|
Ультразвуковая обработка свободными абразивными зернами позволяет проводить такие технологические операции, как отрезка, вырезание, объемное копирование, прошивка отверстий, шлифование, удаление заусенцев и очистка поверхностей.
5.4Лазерная обработка материалов
Впроизводстве изделий широко применяют лазерную обработку для получения отверстий, для перфорации; при изготовлении фильтров (в том числе тонкой очистки); для раскроя листов из титановых сплавов, коррозионно-стойких сталей и композиционных материалов (табл. 5.5).
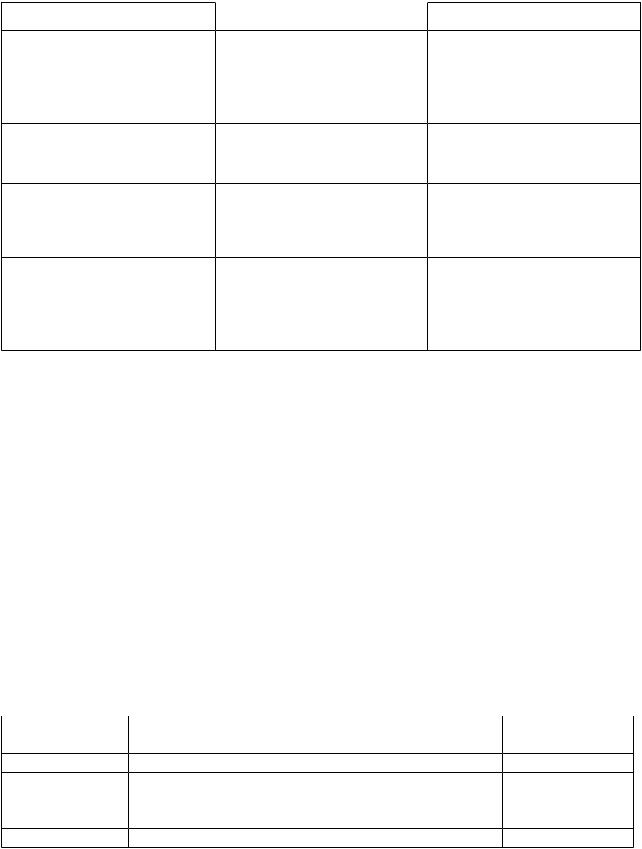
Таблица 5.5
Общая характеристика процессов лазерной обработки поверхности заготовок
Процесс |
Физическая сущность |
Особенности процесса |
Достигаемый |
||
эффект |
|||||
|
|
|
|
||
1 |
|
2 |
3 |
4 |
|
|
Фазовые превращения |
Сканирование луча по |
Рост |
||
Термообработка |
в |
поверхностных |
поверхности |
износостойкости |
|
|
слоях |
|
|
до 10 раз |
|
Легирование |
Включение |
Предварительное |
|
||
245

легирующих атомов в |
нанесение |
легирующих |
|
кристаллическую |
элементов на поверхность |
||
решетку |
материала |
|
|
заготовки |
|
|
|
246
Окончание табл. 5.5
1 |
2 |
|
|
3 |
|
4 |
|
|
Образование |
Предварительное нанесение |
Получение |
|
|||
|
диффузионной связи |
порошка и его расплавление |
поверхностных |
||||
|
материала заготовки с |
на поверхности; введение |
слоев |
с |
|||
Нанесение |
материалом слоя |
порошка |
в расплавленную |
заданными |
|
||
поверхностных |
|
зону |
на |
поверхности; |
свойствами |
|
|
слоев |
|
расплавление |
стержней |
на |
|
|
|
|
|
поверхности |
заготовки; |
|
|
||
|
|
вдувание порошка в |
луч |
|
|
||
|
|
газового лазера |
|
|
|
||
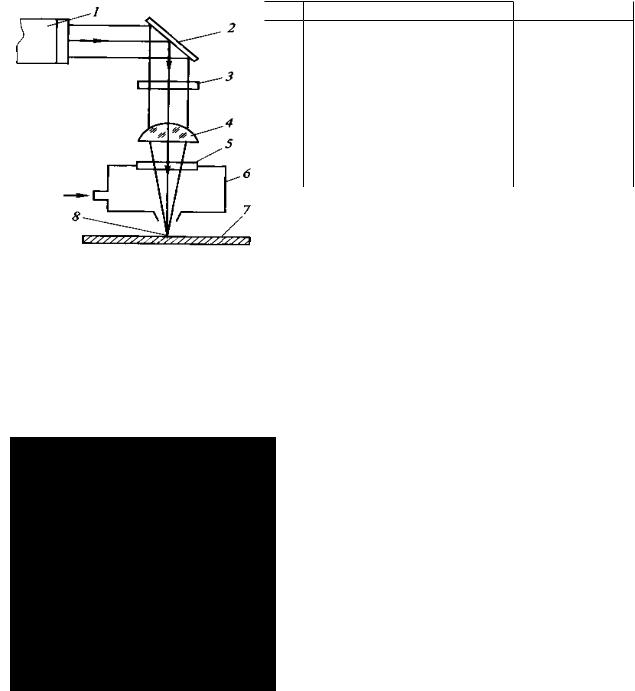
Суть лазерной обработки состоит в энергосиловом воздействии монохроматического излучения на обрабатываемый материал (рис. 5.8). При формировании лазерного луча оптическим квантовым генератором под действием электромагнитного импульса в твердой, жидкой или газообразной рабочей среде происходит переход большинства атомов (ионов) в неустойчивое состояние на более высокий энергетический уровень. Система зеркал обеспечивает накопление энергии путем многократного повторения воздействия на атомы (ионы). В момент спонтанного излучения большая часть накопленной энергии превращается в мощный световой импульс.
Рис. 5.8. Схема лазерной резки с подачей газовой струи в зону воздействия
лазерного луча:
1 – лазер; 2 – зеркало; 3 – |
заслонка; |
4 – линза; 5 – окно; 6 – |
камера; |
7 – изделие; 8 – точка фокуса |
|
Технологические параметры лазерной обработки определяются энергетическими характеристиками луча лазера, оптического квантового генератора и условиями взаимодействия лазерного луча с обрабатываемым материалом. Общая энергия может не превышать нескольких джоулей, однако пиковая мощность может достигать нескольких тысяч мегаватт.
Например, для твердотельных лазеров на основе стержневых кристаллов синтетических рубинов в результате облучения кристалла светом мощной газоразрядной лампы (стадия накачки) примесные ионы возбуждаются и передают избыток энергии кристаллической решетке (стадия безызлучательного перехода). Далее ионы возвращаются на основной
247
уровень, излучая свет с длиной волны λ ~ 0,7 мкм. Малая расходимость луча дает возможность получить очень малые площади рабочей зоны (пересечение луча с обрабатываемой поверхностью). Высокая монохроматичность определяет высокую степень когерентности луча, позволяет сфокусировать его оптическими методами и реализовать очень высокие плотности энергии (до 1012 Вт/м2).
Взаимодействие лазерного излучения с материалом характеризуется поглощением световой энергии, переходом ее в тепловую и быстрым местным разогревом материала. Общепринятым является тепловой механизм разрушения, при котором наряду с объемными термическими напряжениями на материал также действует мощное давление света.
Рабочее вещество (тело) в твердотельных лазерах - синтетические кристаллы или стекла. Синтетические кристаллы (рубин, гранат) содержат специально вводимые примеси атомов хрома (Сг), неодима (Nd), тулия (Тm) или гольмия (Но). В неодимовом стекле атомы Nd равномерно распределены по объему.
В фокусе луча на поверхности заготовки возникают чрезвычайно высокие температуры и давление. Так, лазер энергией в 1 Дж позволяет получить высокую интенсивность теплового потока, обеспечивающую температуру в точке приложения луча 5500...9000° С, что ведет к расплавлению и превращению в пар любого обрабатываемого материала. Наряду с этим фокусировка луча обеспечивает высокую точность обработки, а кратковременность процесса устраняет вредные химические реакции (например, окисление на воздухе активных металлов), обеспечивая хорошее качество поверхностного слоя.
Перечисленные свойства дают возможность использовать лазерную обработку для получения отверстий, пазов и щелей малых размеров и резки материалов большой прочности и твердости по заданному контуру. Обработка лазером обеспечивает высокую производительность (съем металла достигает 0,1 см3/мин). Луч проникает в отверстие диаметром 0,05 мм в алмазе на глубину 6 мм за 200 мс, создавая температуру 5300° С.
Разделение материала лазером может быть выполнено тремя способами:
-резкой, т. е. полным удалением материала по линии разреза;
-скрайбированием, т. е. частичным удалением материала, например, при образовании системы отверстий малого диаметра по линии разделения с последующим разломом (используется для разделения керамик, которые вследствие низкой теплопроводности склонны к перегреву и разрушению под действием высоких термических напряжений, возникающих при непрерывной резке);
-термораскалыванием, используемым для разделения хрупких материалов (при движении луча по поверхности нагрев вызывает напряжения, приводящие к образованию локальных трещин; разделение материала проводится разломом по линии действия источника теплоты).
Основные преимущества лазерной резки:
248