

Контрольные вопросы к лекции 3
Приведите схему процесса прокатки.
Что такое полупродукт в прокатном производстве?
Назовите последовательность основных технологических операций при производстве горячекатаного листа.
Назовите последовательность основных технологических операций при производстве холоднокатаного листа.
Что такое калибр прокатного валка? При производстве каких изделий он применяются?
Что такое схема калибровки? Назовите основные схемы калибровок, применяющихся в сортопрокатном производстве.
Какие технологии применяются при производстве бесшовных труб?
Назовите технологические операции, необходимые для производства бесшовных труб.
Лекция №4 Волочение
Обработка металлов волочением представляет собой холодный способ получения длинномерного изделия с постоянным, иногда достаточно сложным, поперечным сечением. Схема технологического процесса волочения представлена на рисунке 13.
1
3
2





Рис. 13. Схема процесса волочения
Р - усилие волочения, 1 заготовка, 2- готовое изделие (проволока), 3 - инструмент – волока
При волочении длинномерную заготовку протягивают через суживающееся отверстие инструмента - волоки. Исходными материалами являются заготовки черных и цветных металлов, катанка, подкат или прессованная заготовка диаметром 5—9 мм, сортовой прокат или прессованные профили диаметром 5—150 мм, трубы сварные диаметром 6-200 мм, бесшовные катаные диаметром 40-200 мм и прессованные диаметром 20 - 400 мм из цветных металлов.
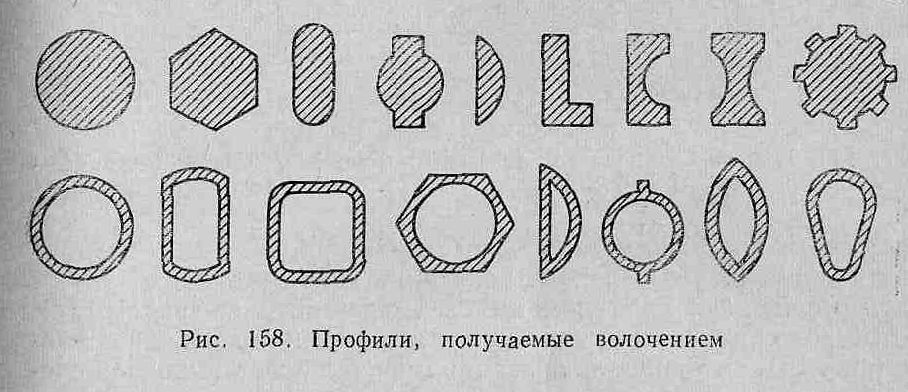
Рис. 14 Поперечные сечения профилей получаемых волочением
Волочением из этих заготовок получают проволоку диаметром 0,005—6 мм, трубы с наружным диаметром 1—360 мм, и толщиной стенки 0,1 —10 мм и др. Некоторые из этих профилей показаны на рисунке 14. Изделия отличаются высоким качеством поверхности и точностью размеров; при волочении заметно повышается прочность и твердость металла.
Волока состоит из четырех зон (рис. 15): входной (1), смазывающей (2), рабочей (3), калибрующей (4) и выходной (5).

Рис. 15. Конструкция волоки
Входная зона предназначена для подачи смазки в рабочую зону и предохранения заготовку от задиров о края волоки. Смазывающая зона предназначена для уплотнения смазки, находящейся на поверхности заготовки и подаче ее в деформационную зону. Калибрующая зона длиной в несколько миллиметров обеспечивает точность размеров и формы профиля. Выходная зона (4) предохраняет калибрующий поясок от выкрашивания, а готовую проволоку - от задиров. Волока изготовляется из инструментальной стали, твердых сплавов или искусственных алмазов методами шлифовки и полировки.
Для уменьшения трения в деформационной зоне применяют волочение в роликовых волоках.
Для определения усилия волочения используется совместное решение уравнений равновесия и пластичности. Наиболее известными и широко используемыми формулами для определения усилия волочения являются формула Перлина[1]:
 ;
;
и формула Р.Б.Красильщикова для оценочных расчетов:
![]() .
.