

Вытяжка
Вытяжка без утонения стенки превращает плоскую заготовку в полое пространственное изделие при уменьшении периметра вытягиваемой заготовки.
Схема первого перехода вытяжки приведена на рисунке 37. Исходную вырубленную заготовку (1) укладывают на плоскость матрицы. Пуансон надавливает на центральную часть заготовки и смещает ее в отверстие матрицы. Центральная часть заготовки тянет за собой периферийную часть (фланец) заготовки, и последняя, смещаясь в матрицу, образует стенки вытянутого изделия.
σθ
σρ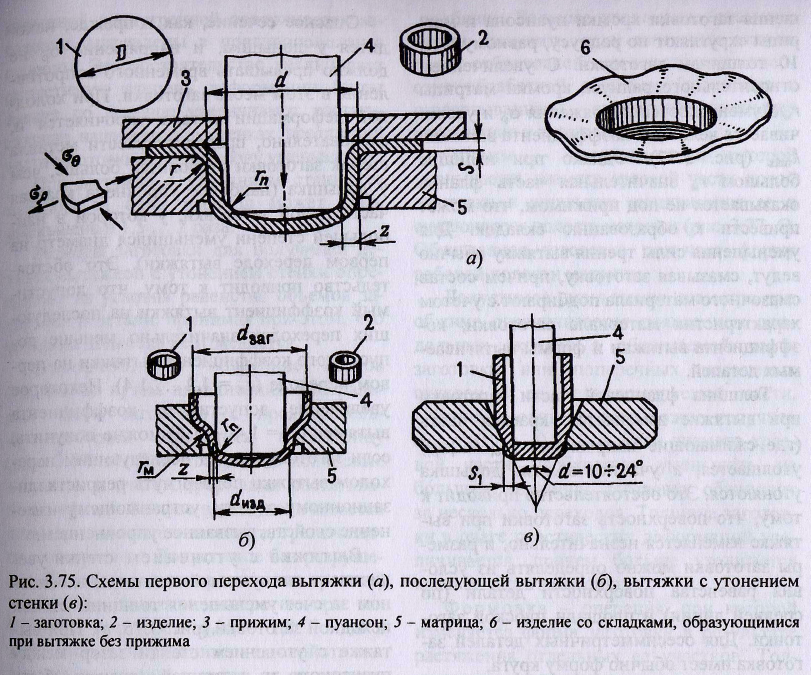
Рис.37 Схема вытяжки в первом проходе.
1 – заготовка; 2 – готовое изделие; 3 – прижим; 4 – пуансон; 5 – матрица; 6 – «гофрированный» фланец.
Во фланце в радиальном направлении действуют растягивающие напряжения σρ, втягивающие фланец в отверстие матрицы, и сжимающие напряжения, действующие в тангенциальном направлении и уменьшающие диаметральные размеры заготовки. При определенных размерах фланец заготовки может потерять устойчивость под действием сжимающих напряжений σθ, что приведет к образованию складок. Складки могут появиться, если (D-d) > (18 ... 20) S.
Для предотвращения появления складок применяют прижим 3, прижимающий фланец заготовки к плоскости матрицы.
Растягивающие напряжения на наружной кромке заготовки равны нулю (σρ = 0) и возрастают до максимального значения на входе в матрицу. С увеличением диаметра фланца растягивающие напряжения, действующие на входе в матрицу, увеличиваются. Если растягивающие напряжения σρ достигнут временного сопротивления материала заготовки, то заготовка у донышка разрушится и вытяжка окажется невозможной.
Таким образом, без разрушения можно вытягивать заготовки с определенной, ограниченной шириной фланца. Формоизменение при вытяжке оценивают коэффициентом вытяжки k = D/d. В зависимости от механических свойств металла и условий вытяжки максимально допустимые значения коэффициента вытяжки находятся в пределах 1,6…2,1
Для получения узких и длинных изделий необходимо применение нескольких переходов (рис. 38).
Различают также вытяжку с утонением стенки, в этом случае увеличивается длина полой заготовки, за счет уменьшения толщины стенок. При этом зазор между пуансоном и матрицей должен быть меньше толщины стенки. Такую вытяжку применяют для получения деталей с толщиной донышка, большей толщины стенки, а также для получения тонкостенных деталей, получение которых вытяжкой без утонения стенки затруднительно из-за опасности складкообразования.
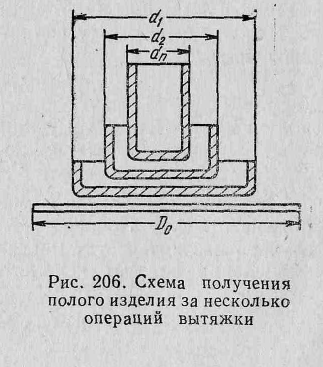 Рис.38
Схема получения узких и длинных изделий
за несколько операций вытяжки.
Рис.38
Схема получения узких и длинных изделий
за несколько операций вытяжки.
Дополнительные операции листовой штамповки
Обжим – операция, при которой уменьшается диаметр краевой части полой заготовки в результате заталкивания ее в сужающуюся полость матрицы (рис. 39).
При этом длина краевой части заготовки увеличивается.
Формовка - операция, при которой изменяется форма заготовки в результате растяжения отдельных ее участков. Толщина заготовки в этих участках уменьшается. Формовкой получают местные выступы на заготовке, ребра жесткости и т.п.
Рис.
39
Обжим полой
заготовки.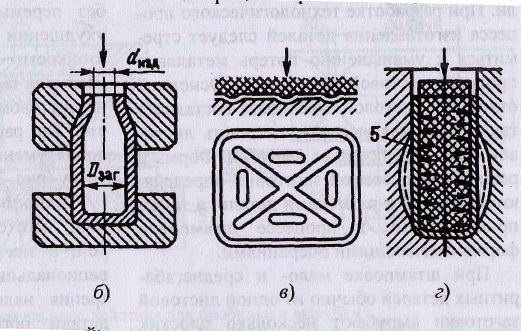
 Рис. 40
Рис. 40
Примеры использования операции формовка.
Часто вместо металлического пуансона или матрицы применяют резиновую или жидкостную подушку. С помощью резинового вкладыша можно увеличить размеры средней части полой заготовки. После штамповки резина или жидкость легко удаляются из изделия. Для удаления самого изделия из матрицы последняя должна быть разъемной.
Отбортовка (рис. 41, в) – получение бортов (горловин) путем выдавливания центральной части заготовки с предварительно пробитым отверстием в матрицу. При отбортовке больше всего увеличивается диаметр кольцевого элемента, граничащего с отверстием. Допустимое без разрушения (образования продольных трещин) увеличение диаметра отверстия при отбортовке составляет 1,2-1.8 в зависимости от материала заготовки, а также от ее относительной толщины.
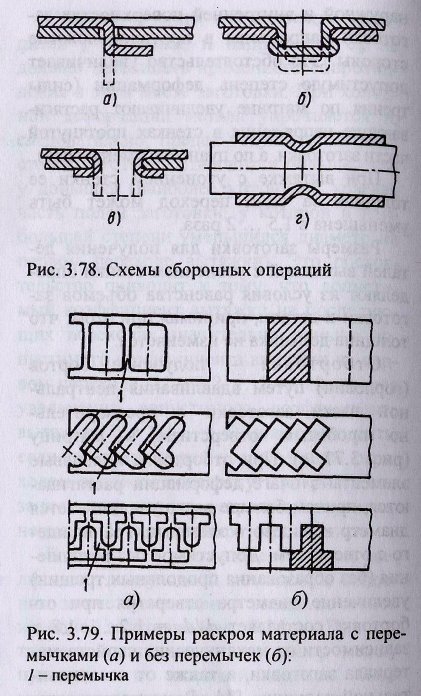
Операции листовой штамповки используют не только для придания заготовке определенной формы, но и для соединения отдельных отштампованных деталей между собой. Штампосборочные операции могут служить для получения разъемных и прочных неразъемных соединений. Например, с помощью гибки предварительно полученного надрезкой язычка (рис. 41, а) в одной детали, размещенного в отверстии другой детали, может быть собрано разъемное соединения. Неразъемное соединение двух деталей, одна из которых имеет отверстие, вторая выступ в форме стакана (с дном или без дна), может быть получено с помощью операции осадки (рис. 41, б) или отбортовкой (рис. 41, в). Такое же соединение получают обжимом полой детали (рис. 41, г) по кольцевой канавке на стержневой детали.
 Используя
в определенной последовательности
отдельные операции листовой штамповки,
можно изготовлять разнообразные плоские
и пространственные детали.
Используя
в определенной последовательности
отдельные операции листовой штамповки,
можно изготовлять разнообразные плоские
и пространственные детали.
Рис. 41
Схемы сборочных операций листовой штамповки.
При разработке технологического процесса изготовления деталей следует стремиться к уменьшению потерь металла в процессе листовой штамповки. Основной отход при листовой штамповке составляет так называемая высечка - часть листовой заготовки после ее вырубки. Форма и размеры вырубаемой заготовки определяются формой и размерами детали, а также применяемыми в процессе
штамповки формоизменяющими операциями (рис. 42).
При штамповке мало- и среднегабаритных деталей обычно из одной листовой заготовки вырубают несколько плоских заготовок для штамповки. Между смежными контурами вырубаемых заготовок может располагаться перемычка, обеспечивающая большую устойчивость листовой заготовки при вырубке.
Рис.42 Примеры раскроя листовой заготовки с перемычками (а) и без них (б)
1 – перемычка между соседними вырубленными деталями.