

Основы формирования качества металлопродукции.
Обеспечение высокого качества продукции возможно только при систематическом, постоянном контроле технологического процесса и состояния изделий на всех основных переделах их производства.
Возникновение дефектной продукции возможно по большому количеству причин. Это может быть:
плохой материал,
плохая технология,
плохая организация поставок,
плохое освещение,
перебои в электропитании,
необученность персонала,
большие потери на больничные листы,
и т.д.,
это может быть и злостная халатность и злой умысел.
Только последние две причины связаны с человеческим фактором. Все остальное – не вина, а беда, привнесенная плохим менеджментом.
Ликвидировать проблемы, значительно уменьшить количество брака, можно устранив основные причины возникновения брака на производстве. При этом причины можно объединить в две большие группы: несовершенная работа и неполные знания.
Неполноту знаний можно признавать или не признавать. Если люди признают, что не очень хорошо разбираются в ситуации, то проводится эксперимент или исследование в попытке обнаружить то, чего они не понимают. Когда же люди уверены в своей правоте, то решать проблемы становится сложнее.
Одна из причин такого положения в том, что очень часто факты путают с суждениями (представлениями). Это иллюстрирует старинная китайская сказка про слона: слепцы ощупывая слона и составили каждый свое представление о нем, один был уверен, что слон это некий длинный предмет, похожий на трубу, другой, трогая бивень, был убежден что это что-то острое и твердое. При работе над выявлением причин брака работники должны постоянно спрашивать себя, а верны ли суждения о причинах возникновения брака и по возможности «ощупывать слона», так чтобы постепенно составить правильную картину. Если же на основе ошибочных первоначальных суждений строить работу и производить операции, то неизбежно будут возникать дефекты и их число не уменьшится пока не измениться ошибочное суждения о причинах возникновения дефектов.
Таким образом, для систематического снижения количества дефектной продукции необходимо:
Доверять конкретным фактам, а не абстрактным идеям.
Выражать факты в количественной форме, связанной с конкретными процедурами измерения.
Учитывать то, что наблюдения и измерения ведутся всегда над частью целого и их результаты могут содержать ошибки и отклонения.
В качестве надежной информации принимать только результаты многочисленных наблюдений.
Почему данные по подобным и одинаковым объектам отличаются?
Каждый конкретный дефект - это результат действия многих причин и только их выявление и устранение приведёт к устранению этого дефекта. В чем же состоят эти причины?
Изменчивость - вот главная причина появления дефектов.
Если представить, что обеспечиваются следующие условия:
использование совершенно одинаковых материалов;
использование совершенно одинакового оборудования;
использование не изменяющихся по качеству инструмента, оснастки;
использование труда одного и того же, не подверженного изменениям рабочего;
использование не изменяющегося контроля;
обеспечить другие неизменные условия,
то изделия будут идентичными (все одинакового качества).
Но это невозможно: материалы всегда в чем-то различны; станки, инструмент, оснастка всегда изменяют в процессе работы свои свойства; физические способности и мастерство рабочих всегда различны (даже один и тот же человек работает по-разному в зависимости от степени усталости, настроения и т.п.); одинакового контроля заведомо не существует – это следствие объективных факторов (погрешность измерительного инструмента, несовершенство метода контроля) и субъективных (квалификация контролера; освещенность рабочего места, влажность, запыленность, шум и т.п.). Таким образом, все названные факторы постоянно подвержены изменениям.
Напрашивается вывод одинаково верный для любых видов изделий или типов технологических процессов: дефектность сократится, если попытаться уменьшить факторы изменчивости, либо снизить степень их влияния.
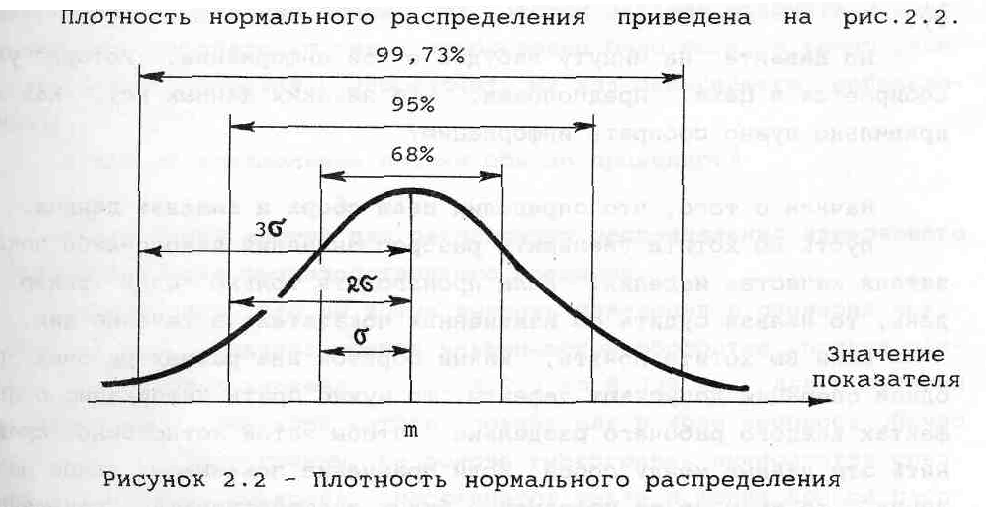
Для описания изменчивости факторов применяются статистические методы обработки. В частности широкое распространение получили методы с использованием гистограмм или плотностей распределения. Пример колокообразной кривой, характеризующей нормальное распределение представлен на рисунке 63
![]()
Рис 63
Плотность нормального распределения.
Нормальное распределение характеризуется двумя показателями: – среднее значение показателя, σ – стандартное отклонение (σ2 называется дисперсией).
Величина соответствует вершине колокола, т.е. среднему значению показателя. Если от среднего отложить вправо и влево величину σ , то внутрь полученного интервала согласно теории статистики попадет 68% значений показателя. Если от среднего отложить вправо и влево 2σ, то внутри интервала окажется 95%, если отложить по 3σ, то в интервал попадет 99,73% значений показателя. Данная кривая характеризует изменчивость любого технологического процесса как внутри партии деталей, так и от партии к партии.
Систематическая обработка результатов подобных измерений и экспериментов дает статистическую основу для анализа качества технологического процесса.
Виды гистограмм
Различают следующие модификации формы гистограммы.
Симметричная гистограмма (нормальное распределение). Гистограмма с таким распределением встречается чаще всего.
Гистограмма, вытянутая вправо. Такую форму с плавно вытянутым вправо основанием гистограмма принимает в случае, когда недопустимо получать значения ниже определенного уровня (например, для процента содержания микросоставляющих).
Гистограмма, вытянутая влево. Такую форму с плавно вытянутым влево основанием гистограмма принимает в случае, когда недопустимо получать значения выше определенного уровня (например, для процента содержания составляющих высокой чистоты).
Двугорбая гистограмма. Такая гистограмма содержит два возвышения, которые чаще всего имеют разную высоту, с провалом между ними. Она отражает случаи объединения двух распределений с разными средними значениями (например, в случае наличия изделий изготовленных на двух станках или из двух видов материалов или комплектующих, двумя операторами и т.д.). В этом случае можно провести расслоение по таким факторам, исследовать причины выявленных различий и принять соответствующие меры для их устранения.
Гистограмма в форме обрыва, у которой как бы обрезан один край (или оба). Такая гистограмма представляет случаи, когда, например, отобраны и исключены из партии все изделия с параметрами ниже контрольного норматива или выше контрольного норматива или и те, и другие.
Гистограмма с ненормально высоким краем (в форме обрыва). Такая гистограмма отражает случаи, когда, например, происходит исправление параметра, имеющего отклонение от нормы, или при искажении информации о результатах контроля и т.д. При этом необходимо уделить внимание случаю грубого искажения данных при измерениях и принять меры к тому, чтобы такие случаи не повторялись.
Гистограмма с отдельным островком. Такой гистограммой выражаются случаи, когда была допущена ошибка при измерениях, когда наблюдались значительные отклонения от нормы в ходе технологического процесса и т.д. По результатам анализа гистограммы делают заключение о необходимости настройки измерительного прибора или срочного осуществления контроля параметров процесса и применяют меры по недопущению отклонений в технологическом процессе.
Гистограмма с прогалом (с "вырванным зубом"). Такая гистограмма получается, когда ширина интервала участка не кратна единице измерения (не выражается целым числом в выбранной единице измерения), или когда оператор ошибается в считывании показаний шкалы и др.
Гистограмма, не имеющая высокой центральной части. Такая гистограмма получается в случаях, когда объединяются несколько распределений, в которых средние значения имеют небольшую разницу между собой. Анализ такой гистограммы целесообразно проводить, используя метод расслоения данных.
Кроме изучения формы гистограммы, полезно сравнение гистограммы с границами поля допуска. Для этого их на гистограмме отмечают прямыми линиями. В этом случае становится ясно, попадает ли она в интервал между контрольными нормативами (в допуск).
При сравнении гистограммы с контрольными границами значений (полем допуска) могут иметь место следующие случаи:
1
Среднее значение распределения (![]() )
находится посередине между контрольными
нормативами, разброс не выходит за
пределы нормы. Наиболее желательно
положение, когда ширина между контрольными
нормативами примерно в 6-8 раз больше
стандартного отклонения σ.
)
находится посередине между контрольными
нормативами, разброс не выходит за
пределы нормы. Наиболее желательно
положение, когда ширина между контрольными
нормативами примерно в 6-8 раз больше
стандартного отклонения σ.
2 Гистограмма полностью входит в интервал, ограниченный контрольными нормативами, но разброс значений велик, края гистограммы находятся почти на границах нормы (ширина нормы в 5-6 раз больше стандартного отклонения σ). При этом существует возможность появления брака, поэтому необходимы меры для уменьшения разброса параметра значения.
3 Среднее значение находится посередине между контрольными нормативами, разброс также находится в пределах нормы, однако, края гистограммы далеко не доходят до контрольных нормативов (ширина распределения более чем в 10 раз превышает стандартное отклонение σ).
Казалось бы, такое положение не должно вызывать беспокойства, поскольку налицо гарантия против появления брака. Однако такое соотношение означает, что неправильно проведен этап подготовки производства. Если сузить поле допуска исследуемого параметра, т.е. сделать несколько более строгим стандарт на изделие, можно при той же мощности производства повысить его эффективность увеличив цену продукции.
Если же несколько увеличить разброс, т.е. сделать несколько менее строгими стандарты на технологические операции и нормы на сырье, материалы и комплектующие, можно повысить производительность и понизить стоимость исходных материалов и комплектующих.
4 Разброс невелик по сравнению с полем допуска, но из-за большого смещения среднего значения в сторону нижней границы допуска появляется брак. Необходимы меры, способствующие перемещению среднего значения к средней точке между контрольными нормативами.
5 Значение находится посередине между контрольными нормативами, но из-за большого разброса края гистограммы выходят за границы нормы, т.е. появляется брак. Необходимы меры по уменьшению разброса значений параметра.
6 Среднее значение смещено относительно центра допуска, разброс велик, появляется брак. Необходимы меры по перемещению среднего значения к средней точке между контрольными нормативами и меры по уменьшению разброса.
Таким образом, сравнение вида гистограммы с допуском или контрольными значениями дает важную информацию для управления процессом формирования качеством изделия.