

Обработка металлов резанием (механическая обработка деталей машин)
Еще одним широко применяемыми, постоянно совершенствующимся группой способов получения изделий является обработка металлов резанием (ОМР). ОМР – процесс срезания режущим инструментом с поверхности заготовки слоя металла в виде стружки для получения необходимой геометрической формы, требуемых точности размеров, взаиморасположения и шероховатости поверхностей детали. Чтобы срезать с заготовки слой металла, необходимо режущему инструменту и заготовке сообщить относительные движения. Инструмент и заготовку закрепляют в рабочих органах станков, обеспечивающих эти относительные движения в шпинделе, на столе, в револьверной головке и т.п. Движения рабочих органов, обеспечивающие срезание с заготовки слоя металла или вызывающие изменение состояния обработанной поверхности заготовки, называют движениями резания и движением подачи. Эти движения могут быть вращательными, поступательными, возвратно-поступательными. Схемы обработки заготовок наиболее распространенными способами показаны на рисунке 62.
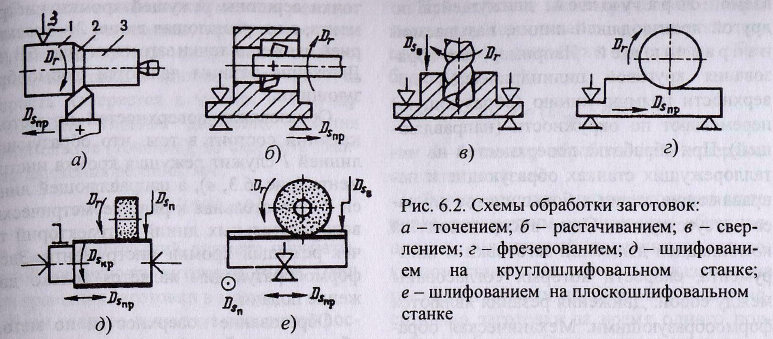
Рис. 62 Схемы обработки заготовок методами обработки резания.
а) – точением; б) – растачиванием; в) – сверлением; г) фрезерованием; д) шлифованием на круглошлифовальном станке; е) – шлифованием на плоскошлифовальном станке
1 – заготовка; 2 – обрабатываемая поверхность; 3 – готовое изделие.
Надежность машины зависит от точности обработки заготовок, качества поверхностных слоев и точности сборки. Под точностью обработки понимают степень совпадения размеров, формы и взаиморасположения поверхностей с указанными на рабочем чертеже детали. Точность выполнения размеров определяет отклонение фактических размеров обработанной поверхности детали от ее конструктивных размеров, указываемых в рабочем чертеже в соответствии с допустимыми отклонениями на размеры поверхностей, регламентируемыми ГОСТом.
Под точностью формы поверхностей понимают степень их соответствия геометрически правильным поверхностям, с которыми они отождествляются. Предельные отклонения формы обработанных поверхностей регламентируются государственными стандартами так же, как точность их взаимного расположения. Предельные отклонения формы и расположения поверхностей на рабочих чертежах деталей обозначают условно в или оговаривают текстом в технических требованиях на изготовление деталей.
Одним из показателей качества поверхностного слоя изготовленной детали является шероховатость. Чем выше требования, предъявляемые к точности и качеству поверхностного слоя, тем длительнее процесс обработки заготовки и сложнее технологический процесс изготовления деталей машин.
Контрольные вопросы к лекции 12
Назовите основные типы процессов сварки.
Что такое сварочная ванна?
Каково назначение покрытия у электрода?
Что такое порошковая поволока и для чего она применяется?
С какой целью происходит сварка в защитных газах?
Назовите основные способы получения изделий методами ОМР.