

Телескопические и замковые крепления зубных протезов
.pdfпрочность (предел текучести > 500 Н/мм2).
Размеры керамического spacer несколько больше заменяемой им части аттачмена, что необходимо для компенсации усадки спла ва при охлаждении. Поэтому не следует пытаться вставить spacer в комплементарную ему часть аттачмена.
При моделировании каркаса в воске вырезают углубление под spacer, оставляя стенки толщиной не менее 0,3-0,4 мм. Покрывают тонким слоем воска все функциональные поверхности spacer, что га рантирует точное и полное повторение формы в литье, и устанавли вают его на модели с помощью параллелометра. После этого закан чивают моделировку.
По окончании литья керамический spacer удаляют из каркаса с помощью пескоструйной обработки стеклянными шариками диамет ром 25+50 мкм.
Пайка
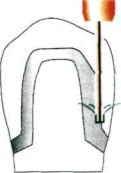
Установка замкового крепления этим методом происходит на эта пе готового каркаса опорных коронок. Пайка достаточно часто ис пользуется в обычных зуботехнических лабораториях из-за своей доступности. Тем не менее, существует один важный момент, кото рый необходимо принимать во внимание: речь идет об усадке припоя и возможности нарушений прецизионности расположения аттачменов. К этому способу относится и лазерная сварка, которая также не гарантирует стопроцентной точности (рис. 156).
Рис. 156. Схема установки экстракоронарного аттачмена методом пайки
175
Искровая эрозия
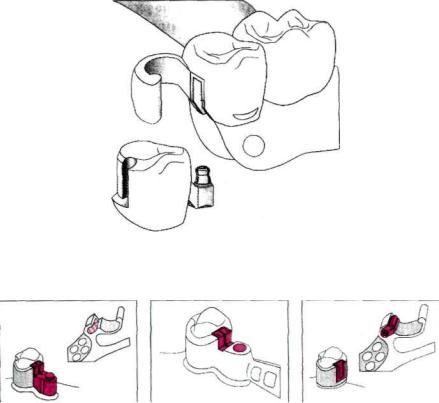
Замковое крепление также можно установить методом искровой эрозии. Электроискровая эрозия представляет собой бесконтактный процесс удаления металла медным или графитовым электродом, имеющим определенный профиль. Таким образом можно изготовить интракоронарный аттачмен, вспомогательные элементы экстракоро нарного замкового крепления или телескопической коронки (рис. 157).
Для изготовления интракоронарного аттачмена в каркасе опор ных коронок в месте запланированного расположения замкового крепления с помощью электрода выбранного профиля выжигают матрицу аттачмена.
Для установки вспомогательного аттачмена (затвор в поворотный фиксатор или фрикционный штифт в экстракоронарное замковое крепление или телескопическую коронку) одновременно изготавли ваются и припасовываются друг к другу каркасы съемной и несъем ной частей с запланированным объемом металла в местах помеще ния вспомогательных фиксаторов. Затем вся конструкция в собран ном виде помещается в аппарат искровой эрозии, и в среде диэлект рика (масла) электродом, имеющим профиль нужного замкового эле мента, одновременно в двух каркасах производится высокоточная электроискровая фрезеровка. После получения профильного отве рстия зубной техник помещает в него выбранный замковый элемент и закрепляет его с помощью плазменной или лазерной сварки или пайки на съемной части.
Рис. 157. Формирование места для фрикционного штифта методом искровой эрозии
176
Изготовление съемной части комбинированного протеза
После изготовления каркаса несъемной части протеза произво дится «черновое» фрезерование опорных коронок и нанесение кера мической облицовки. Врач-ортопед припасовывает коронки или мостовидные протезы в полости рта и снимает оттиск (лучше индивиду альной ложкой) для изготовления съемной части. Зубной техник из готавливает рабочую модель из супергипса, устанавливает на фре зерном станке в прежнем наклоне и производит окончательное фре зерование, после чего все металлические части полируются до зер кального блеска (за исключением рабочих частей аттачмена).
На следующем этапе рабочая модель подготавливается к дубли рованию техническим силиконом: устанавливается вторая часть зам кового крепления (чаще всего аналог), приливаются поднутрения, за зоры между замковым креплением и альвеолярным гребнем.
На огнеупорной модели изготавливается восковая композиция съемной части протеза и производится литье. После этого каркас об рабатывается по обычной методике, производится облицовка места расположения аттачмена в съемной части композитными материа лами, постановка искусственных зубов и замена воска на пластмас су. Существуют некоторые конструктивные особенности дизайна съемной части протеза, на которые стоит обратить внимание.
Для снижения жевательного давления, приходящегося на опор ные зубы, обычно постановку искусственных зубов осуществляют по второй моляр включительно. Дистальная граница базиса комбиниро ванного протеза должна быть максимально увеличена с перекрыти ем на верхней челюсти верхнечелюстного буфа, а на нижней челюс ти — ретромолярного бугорка.
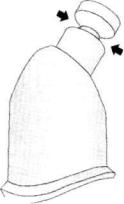
При изготовлении комбинированного протеза со всеми видами фиксаторов, за исключением штекерно-поворотных, на съемной час ти протеза следует изготавливать бороздку или кнопочку для облег чения снятия пациентом базиса протеза (рис. 158).
Чаще всего после замены воска на пластмассу производят уста новку второй части замкового крепления в съемную часть комбини рованного протеза. В случае простого замкового крепления это мо жет быть установка пластиковой матрицы, которая удерживается в каркасе бюгельного протеза за счет силы трения или активной ретен-
177
ции. В более сложных аттачменах установка может производиться путем пайки, винтового присоединения или приклеивания.
Приклеивание — это присоединение чаще всего матрицы к кар касу бюгельного протеза с помощью специального клея (рис. 159). Эта техника является сегодня очень надежной, если инструкции по применению клея четко выполняются. Подобную методику рекомен дует, в частности, фирма Servo-dental.
Рис. 158. Ретенционные пункты для снятия протеза
Рис.159. Техника приклеивания
178
ТЕХНИКА ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ПРОТЕЗОВ С ТЕЛЕСКОПИЧЕСКИМИ ФИКСАТОРАМИ
Из множества решений изготовления телескопических коронок в настоящее время наибольшее распространение получили три вари анта:
•телескопические коронки с конусностью стенок 4°-6°, изготов ленные по традиционной технологии;
•двойные коронки в технике литья «металл на металл»;
•телескопические коронки с параллельно установленными мето дом электроискровой эрозии фрикционными штифтами.
Традиционная технология
Традиционная технология изготовления телескопических коронок подразумевает применение фрезерования первичных элементов и последующее изготовление покрывного протеза методом литья на огнеупорной модели.
Основным условием получения определенной силы сцепления между первичной и вторичной телескопической коронкой с конусны ми стенками является контакт боковых поверхностей внутреннего ко нуса с наружным. Плоские контактирующие поверхности позволяют создать максимальную силу трения покоя.
Однако такой эффект контактирующих поверхностей достигается только в том случае, если торцевая поверхность внутреннего конуса не касается торца наружного конуса. В противном случае возникаю щее при смыкании жевательное усилие будет передаваться непосред ственно на опорный зуб, вместо того чтобы частично превращаться в упругую деформацию и аккумулироваться в соединении. Лишь в том случае сила сцепления будет надежно удерживать телескопи ческую коронку, когда окклюзионные внутренние поверхности кону сов имеют определенный зазор.
Усадка литья, свойственная типовой литейной технологии, нем ного обуживает наружную конусную коронку: теперь она меньше, чем при моделировании по внутреннему конусу. Все без исключения двойные телескопические коронки, изготовленные по различной ли тейной технологии и в различных лабораториях, имеют этот малень-
179

кий зазор между торцом внутреннего конуса и внутренней поверх ностью наружной конусной коронки. Поэтому целесообразно отка заться от его искусственного создания — он возникает внутри систе мы коронок автоматически.
Сужение наружной коронки может возникать в результате усадоч ной деформации литья, в результате действия на литье сил сжатия или вследствие недостаточного объемного расширения паковочной массы — в любом случае зазор присутствует. Однако размер зазора при постоянной усадке зависит от угла при вершине конуса. Зазор будет больше при более крутом конусе и, соответственно, меньше при более пологом конусе (рис. 160).
Рис. 160. Размер зазора в зависимости от угла схождения стенок
Даже минимальная усадка наглядно проявляется в образовании зазора, когда угол при вершине конуса очень незначителен. Напри мер при среднем значении угла при вершине конуса в 6° зазор в де сять раз превышает предшествующую усадку литья: если диаметр основания наружной коронки после литья уменьшается только на 10 мкм по сравнению с размером восковой модели, то есть если угол при вершине конуса составляет 6°, то зазор образуется в 1/10 мм, а при 1° он уже достигает нескольких миллиметров.
Если лаборатория, в которой литье имеет сравнительно значи тельную усадку, изготавливает конусные коронки с очень небольшим углом при вершине конуса, то это может привести к возникновению дефекта: вторичная конусная коронка будет высокой, поскольку те перь зазор станет на несколько миллиметров больше.
180
Высота окклюзионного зазора тем больше, чем больше усадка при литье и чем меньше угол конуса телескопической коронки.
Для практического применения имеет значение следующее: если вторичная телескопическая коронка не обладает достаточной силой сцепления, это может означать, что она опирается на торец внутрен ней телескопической коронки. В этом случае необходимо с помощью грубого резинового диска отполировать торец первичной коронки так, чтобы боковые прилегающие поверхности контактировали друг с другом.
Аналогичная проблема возникает, если вторичная телескопичес кая коронка упирается в первичную в пришеечной зоне до того, как соприкоснутся их боковые поверхности. Для пришеечной ступеньки действует тот же принцип, что и для окклюзионного зазора, но с от личием в том, что пришлифовывать эту ступеньку следует в наруж ной телескопической коронке.
Для сплавов благородных металлов с типичным модулем сцеп ления |>« 0,2 (при полированной поверхности) оптимальное значе ние угла схождения составляет а ~ 5°-7°.
Для сплавов неблагородных металлов при типичном для них мо дуле сцепления ц.. - 0,15 (и тщательном сглаживании поверхностей) оптимальный угол схождения составляет а « 2°-4°.
Техника литья «металл на металл»
Отдельные сплавы неблагородных металлов позволяют изготав ливать вторичные детали в так называемой технике литья «металл на металл». Склонность сплавов неблагородных металлов к образо ванию оксидных пленок способствует применению этой техники литья. Образующийся окисный слой облегчает механическое отде ление литых наружных частей от внутренних. Желательную подгон ку двойных коронок можно получить путем специальной механичес кой обработки внутренней поверхности наружной части. При совре менном уровне техники приходится мириться со слегка шероховаты ми внутренними поверхностями наружных деталей. Это остается ог раничением с точки зрения стремления к гигиене протеза, так как ше роховатая поверхность увеличивает пищевую ретенцию. Совпаде ние отлитых деталей, как и отсутствие мест пайки и, не в последнюю очередь, значительная экономия времени при изготовлении протя-
181
женных конструкции за счет одной отливки делает технику литья к сочетании с применением сплавов недорогих неблагородных метал лов особенно привлекательной.
Техника изготовления комбинированного протеза с телескопическими коронками с фрикционными штифтами
Работа зубного техника над комбинированным протезом с телес копическими фиксаторами начинается с анализа диагностических моделей совместно с врачом-ортопедом. После определения конструкции будущего протеза зубной техник, как правило, изготав ливает временные протезы, которыми пациент будет пользоваться до момента изготовления постоянных конструкций, и индивидуаль ную ложку для снятия оттиска для изготовления съемной части ком бинированного протеза.
После получения от врача-ортопеда рабочего оттиска зубной тех ник изготавливает разборную рабочую модель из супергипса, на ко торой производит моделировку первичных коронок. Для достижения высокой точности моделировку первичного воскового колпачка луч ше производить методом окунания в расплавленный в воскотопке воск. После этого воском для фрезерования следует увеличить объем восковой композиции. Фрезерование первичной коронки про изводится при низких оборотах до уровня десневого края восковой спиралевидной фрезой, имеющей конусность 2°, фрезерным устрой ством или восковым шабером в параллелометре при выбранном уг ле наклона модели. После этого восковой колпачок укорачивается по кругу на 1 мм от границы препарирования и дополняется пришеечным воском. Из специального силиконового материала на модели из готавливается искусственная десна и проводится повторное фрезе рование восковой композиции с расположением края уступа на уров не десны (рис. 161).
Ширина уступа должна быть не менее 0,6 мм. На месте заплани рованного размещения фрикционного штифта моделируется соотве тствующее вертикальное утолщение (рис.162). Утолщение должно быть с каждой стороны на 0,3 мм больше, чем диаметр штифта. Пос ле этого производится окончательное фрезерование.
182
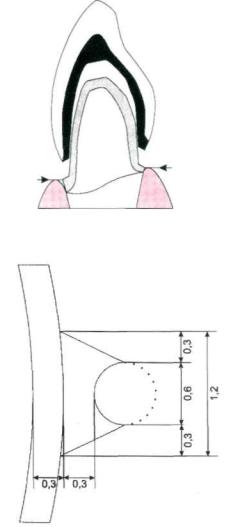
Рис. 161. Расположение края уступа на уровне десны
Рис.162. Моделировка вертикального утолщения
Чаще всего применяют по одному фрикционному штифту на од ну телескопическую коронку. Правилом является расположение штифта на наиболее длинной (высокой) поверхности опорного зуба, так чтобы эффективная длина штифта составляла не менее 4 мм. Расположению фрикционного штифта на вестибулярной поверхнос-
183
ти может препятствовать последующее увеличение контура опорно го зуба с этой поверхности и, соответственно, при расположении это го зуба во фронтальной области — нарушение эстетики. При одина ковой длине (высоте) опорного зуба со всех сторон фрикционный штифт располагают на дистальной или медиальной, обращенной к дефекту, поверхности опорного зуба.
Отмоделированную восковую композицию штифтуют, используя питатели 1 уровня диаметром 1,5 мм, 2 уровня диаметром 3 мм, ос новной питатель диаметром 5 мм. Литники лучше располагать на окклюзионной поверхности коронок. Восковую композицию помешают в «елочке» на середине опоки по высоте по кругу, избегая горячего центра опоки, в соответствии с рекомендациями по литью металлов. Литье рекомендуется проводить на вакуумной литейной машине центрифужным методом с горизонтальным вращением. Для первич ных коронок и каркаса покрывного протеза лучше использовать один и тот же кобальтохромовый стоматологический сплав. После литья охлаждают опоку на воздухе до комнатной температуры, освобожда ют от формовочной массы, припасовывают первичные коронки на модели. При этом на поверхности коронки оставляют литники длиной 1-2 мм, дополнительно изготавливая на них ретенционные пункты (рис. 163).
v _
Рис.163. Ретенционные пункты на литниках
Первичные коронки слегка смазываются вазелином и заполняют ся беззольной пластмассой. В качестве ретенции пластмассовых