

Технологические среды и материалы для изготовления кристаллодержателя на гибком носителе (гн).
В табл. 1 представлена последовательность основных технологических операций и характеристика технологических сред (ТС), используемых при создании кристаллодержателя. Под технологической средой следует понимать совокупность технологических материалов (основных, формирующих изделие, и вспомогательных, т.е. материалов оборудования, оснастки и т.д., контактирующих с изделием, непосредственно не участвующих в его формировании) и условий синтеза объекта производства.
В зависимости от физико-химического механизма, положенного в основу осуществления конкретной операции, материалы ТС могут использоваться в жидком, твердом и газообразном состоянии, а также в виде их сочетания. Иногда основной материал ТС (например, фоторезист) может служить и защитной средой (от окисления, восстановления, распыления и т.д.) для изделия или полуфабриката. Защитная среда (ЗС) представляет собой совокупность материалов и условий стабилизации параметров синтеза, а также частично или (и) полностью синтезированного объекта производства. ЗС могут быть временными и постоянными. В последнем случае ЗС может использоваться при изготовлении и (или) при эксплуатации изделия.
Анализ способов и методов сборки и монтажа кристаллодержателя на гн и выбор наиболее целесообразного.
Появлению кристаллодержателя на ГН способствовало развитие техники сборки и монтажа бескорпусных кристаллов (БК) на коммутационных плата. Основными требованиями к сборочно-монтажным процессам по изготовлению функциональных устройств на БК являются: обеспечение высокой плотности монтажа, высокой надежности монтажных соединений, высокой производительности и низкой стоимости.
Процесс сборки и монтажа функциональных устройств (ФУ) на кристаллах (БК) сводится к установке этих кристаллов на коммутационную плату и присоединению их к контактны площадкам платы.
Применение БК ИС позволяет:
уменьшить посадочные габариты компонента, увеличить плотность монтажа;
уменьшить массогабаритные показатели;
уменьшить значение переходных сопротивлений, паразитных индуктивностей и емкостей вследствие коротких проводников из материалов, имеющих минимальное удельное и объемное сопротивление (Al, Au, Cu и т.п.);
уменьшить длину межсоединений ИС и устройства в целом;
увеличить надежность аппаратуры (за счет уменьшения влияния стенок корпуса на кристалл, улучшения теплоотвода, уменьшения паянных и сварных соединений и общего числа герметичных клеевых швов) и т.п.
Таблица 1
Последовательность в изготовлении кристаллодержателя на гибком носителе.
|
№ пп |
Название операции |
Технологическая среда |
Защитная среда |
Оборудование, оснастка и др. сведения | ||
|
Материалы |
Условия |
Материалы |
Условия | |||
|
1 |
Скрайбирование пластин после разбраковки БИС по выходным параметрам |
Окружающая обеспыленная среда (ООА) |
Нормальные атмосферные условия, механические воздействия |
Диэлектрик на поверхности БИС. Остаточная атмосфера и диэлектрик БИС |
Нормальные условия. Форвакуум |
Скрайбер, установка ломки пластин и разбраковки по внешнему виду, ЗС используется при выполнении операции и хранении. |
|
2 |
Подготовка фольгированной полиимидной пленки |
Моющий раствор, деионизованная вода, сжатый воздух, ООА |
Механическое перемешивание раствора. Т хим. Раствора в ванне 60 ± 5°С, Р сжатого воздуха 1,8-2,0 кгс/см2, горячая вода (50°-60°С). Скорость движения ленты 190-210 мм/мин |
ООА |
Нормальные условия |
Оснастка, технологическая тара, модули линии Лада-Электроника, ЗС при выполнении операции |
Продолжение табл. 1
|
№ пп |
Название операции |
Технологическая среда |
Защитная среда |
Оборудование, оснастка и др. сведения | ||
|
Материалы |
Условия |
Материалы |
Условия | |||
|
3 |
Фотолитография для получения рисунка в проводящем слое. Нанесение фоторезиста, сушка, экспонирование, проявление и т.д. выполняются аналогично операциям п.5 (а,б) таблицы 2 |
См. табл. 2, п.5 |
См. табл.2, п.5 |
См. табл.2, п.5 |
См. табл.2, п.5 |
См. табл.2, п.5 |
|
4 |
Травление Аl (рисунок выводов носителя) |
Травитель Аl, ООА, сжатый воздух, азот газообразный, вода деионизованная |
Наличие мех. воздействия, Р сжат, воздуха 0,4-0,8 кгс/см2, Т травления 55 ± 5°С, время 3-5 мин, скорость движения ленты 150 мм/мин. |
Фоторезист, ООА. Остаточн. атмосфера в вак. |
Активная среда, нормальн. условия, форвакуум |
Модули линии Лада-Электроника. Тара, технол. Оснастка, ЗС при выполнении операции и хранения. |
|
5 |
Удаление фоторезиста; промывка и сушка |
Уксусная кислота, деионизованная вода, ООА, сжатый воздух |
Т=70-80°С Т=45°С, 75°С и 20±2°С (Н2О), механич. Воздействия (струя, вибрация), давление 1,8-2,0 кгс/см |
ООА остаточн. атмосфер, в вакууме |
Нормальные условия, форвакуум |
3С при выполнении операции и хранении. Линия Лада-Электроника, оснастка, тара, технол. кассеты. |
Продолжение табл. 1
|
№ пп |
Название операции |
Технологическая среда |
Защитная среда |
Оборудование, оснастка и др. сведения | |||
|
Материалы |
Условия |
Материалы |
Условия | ||||
|
6 |
Нанесение полиимидного лака для диэлектрической защиты коммутации |
Лак полиимидный, ООА |
Центрифугирование при 1000-1500 об/мин. |
ООА, остаточн. атмосфера в вакууме |
Нормальные условия, форвакуум |
Модули линии Лада-Электроника, оснастка, тара, ЗС применяют при выполнении операции и хранении. | |
|
7 |
Имидизация полиимидной пленки и последующая фотолитография для формирования сквозных окон в полиимидном лаке |
ООА, азот газообразный, ТС на фотолитографии в полиимидном слое см. табл.2, п.2 операции а-е |
Т имидизации 320-330°С, расход азота 170 л/час, Т сушки 80°С, 1= 6 часов |
ООА, остаточн. атмосфера в вак. |
Нормаль-ные условия, форвакуум |
Аналогично операциям а-е (п.2 табл.2) | |
|
8 |
Контроль внешнего вида и ремонт полиимидного носителя |
ООА, инертный газ |
Нормальные условия, при ремонте см. опер. 10 |
ООА, остаточная атмосфера в вак. |
Норм, условия, форвакуум |
Микроскоп и установка для ремонта, оснастка, тара, ЗС используется пр выполнении операции и хранении изделия. | |
Продолжение табл. 1
|
№ пп |
Название операции |
Технологическая среда |
Защитная среда |
Оборудование, оснастка и др. сведения | |||||||||
|
Материалы |
Условия |
Материалы |
Условия | ||||||||||
|
9 |
Резка полиимидных носителей на подложке по размеру (кадрирование) |
ООА |
Норм, условия, механ. воздействие |
ООА, остаточная атмосфера в вак., материал рамки оснастки |
Норм, условия, форвакуум |
Установка резки, оснастка, тара, ЗС используется при выполнении операции и хранении изделия. | |||||||
|
10 |
Сборка и монтаж кристалла на полиимидный носитель |
Клей МК - 400, ООА, инертный газ (азот) |
Мех. Воздействия на изделие, термокомпрессия + УЗ, давление на кристалле 50-75 гс, длит, сварки ~75 мкс, усилие 30-40 гр |
ООА, обдув места сварки инертным газом, остаточная атмосфера в вак. |
Нормальные условия, форвакуум |
Скафандр монтажный, установки микросварки с ультразвуком, оснастка, тара, ЗС используется при изготовлении и хранении изделий. | |||||||
Окончание табл. 1
|
№ пп |
Название операции |
Технологическая среда |
Защитная среда |
Оборудование, оснастка и др. сведения | ||||||||
|
Материалы |
Условия |
Материалы |
Условия | |||||||||
|
11 |
Нанесение герметизирующего покрытия и последующее его отверждение |
ООА, герметики из эпоксикремнийорганики, азот газообразный |
Т сушки 80°С (ИК-излучения) 1 сушки 1 час. Механ. Воздействие при дозировании компаунда |
ООА, ламинарный поток окруж. атмосферы при нормальных условиях с наличием приточно-вытяжной вентиляции, нейтральный газ при отверждении компаунда |
Нормальные условия, форвакуум |
Установки герметизации, оснастка, тара, термошкаф, ЗС используют при выполнении операции и хранении изделий. | ||||||
|
12 |
Контроль внешнего вида (визуальный) и измерение функциональных параметров кристаллодержателя |
ООА |
Нормальные условия, наличие электрического поля |
ООА, остаточная атмосфера в вак. |
Нормальные условия, форвакуум |
Микроскоп, специальный стенд ДЛЯ функционального контроля, контактирующее устройство, тара и др. оснастка, ЗС применяют при выполнении операции и хранении изделия. | ||||||
Методы и способы монтажа в значительной степени определяются типом выводов навесных компонентов. В настоящее время широкое распространение получили бескорпусные микросхемы с проволочными, шариковыми, балочными и паучковыми выводами. Соответственно и методы монтажа называются по типу выводов интегральных микросхем:
- метод проволочного монтажа;
- метод перевернутого кристалла;
- метод балочных и пучковых выводов.
С точки зрения обеспечения отвода тепла наилучшие характеристики имеет конструкция интегральной схемы с проволочными выводами и паучковой конструкцией выводов.
При всех указанных методах монтажа, кроме метода перевернутого кристалла, имеется возможность визуального контроля качества контактирования. В процессе сборки бескорпусные ИС крепятся на плате с помощью эпоксидных компаундов. Чаще всего применяются компаунды на основе эпоксидной смолы. Выбор этого компаунда обусловлен высокой адгезией к различным материалам, малой усадкой при отверждении, химической инертностью и стабильностью.
Контактные соединения в ФУ выполняются:
- пайкой;
- термокомпрессионной сваркой;
- ультразвуковой сваркой (термокомпрессия с УЗ);
- сваркой сдвоенным электродом.
Групповой пайкой осуществляется присоединение выводов для медного носителя и для алюминиевого в случае нанесения на балочные выводы слоев, смачиваемых оловянными припоями (например, Ta-Ni); для чисто алюминиевых выводов производится последовательная УЗ-сварка каждого вывода. Производительность операции монтажа с помощью полимерных носителей несколько уступает производительности монтажа методом перевернутого кристалла, тем не менее она в 5-7 раз выше, чем при обычном проволочном монтаже. При использовании ленточных носителей электрические контакты получаются прочнее в 7-10 раз, исключая влияние оператора, в связи с чем в 2-3 раза повышается надежность операций присоединения. Ширина промышленных образов варьируется от 6 до 70 мм; возможна рулонная отработка, для чего в полимерной ленте создается краевая перфорация для автоматической подачи с катушки.
Сварка — процесс получения неразъемного соединения материалов без их оплавления, а за счет их пластической деформации при одновременном действии давления, температуры или их сочетания, а иногда и с добавлением УЗ. Сварное контактное соединение имеет достаточно высокую механическую прочность, малое электрическое сопротивление, коррозиционно устойчиво и надежно при тепловых воздействиях. Оно обладает рядом технологических преимуществ перед паяными соединениями: отсутствуют затраты на припои и флюсы, нет операции лужения поверхностей, минимальные вредные воздействия на человека и окружающую среду, сравнительно низкая трудоемкость, и высокая чистота получаемых контактов.
Определяющими факторами для выбора метода сборки и монтажа являются:
- конструкция выводов ИС;
- материалы выводов ИС;
- материалы контактных площадок коммутационной платы.
Основными требованиями к процессам сборки и монтажа являются:
- обеспечение высокой плотности межсоединений;
- максимальное исключение ручного труда за счет широкой автоматизации сборочно-монтажных операций;
- обеспечение необходимой надежности ФУ в составе любой конструкции.
Сборка ФУ на БК состоит в установке и крепление БК БИС, а так же других навесных компонентов на коммутационную плату. Монтаж ФУ на БК состоит в соединении выводов кристалла с контактными площадками коммутационной платы ФУ или микросборки. Установка (крепление) навесных компонентов на плату в определяющей степени зависит от способов присоединения выводов кристаллов БИС с контактными площадками коммутационной платы. Наиболее широко используемым методом соединения выводов БК БИС с коммутационной платой является проволочный монтаж. Однако методы микромонтажа БК с жесткими выводами получают все более широкое применение.
Необходимость электрической проверки ФУ после сборки заставляет использовать при монтаже микросборок специальную промежуточную тару и промежуточные диэлектрические подложки с нанесенным слоем коммутации («кроватки»), на которые устанавливаются БК БИС (см. рис. 3).
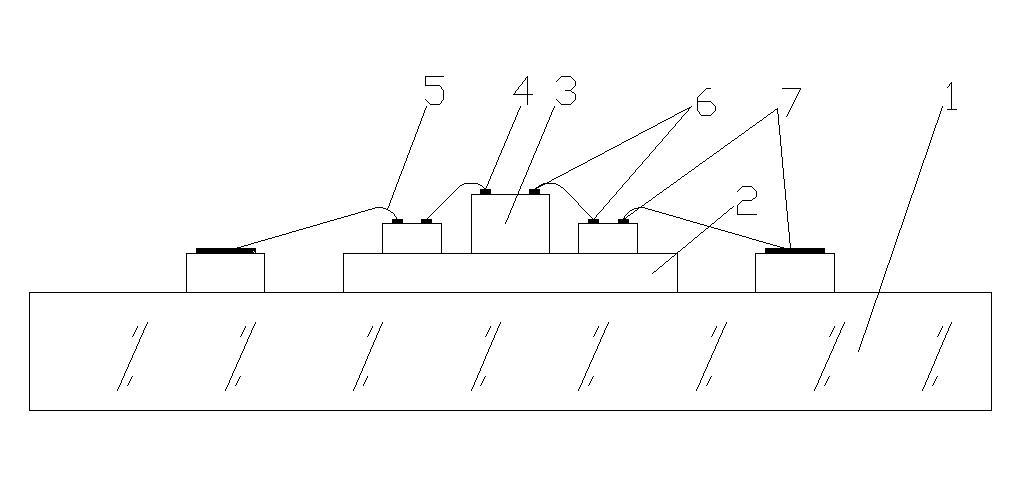
Рис. 3. Промежуточная диэлектрическая подложка («кроватка») для сборки и монтажа БК.: 1 – полиимидный носитель; 2 – ситалловая плита («кроватка»); 3 – кристалл; 4 – проволочные выводы, соединяющие КП кристалла и «кроватки»; 5 – проволочные выводы, соединяющие КП «кроватки» и полиимидного носителя; 6 – соединение проволочных выводов КП с помощью УС – сварки; 7 – соединение проволочных выводов с КП пайкой.
Применение только промежуточной тары практически не позволяет автоматизировать процессы соединения проволочных выводов БИС на коммутационную плату, а использование «кроваток» позволяет осуществить автоматизированную микросварку проволочных выводов БК к «кроватке» и в процессе присоединения «кроватки» к коммутационной плате микросборки. Вместе с тем, применение промежуточных «кроваток» приводит к увеличению посадочного места кристалла на плате и в конечном итоге к уменьшению плотности монтажа.
Полная автоматизация процессов монтажа БК на плату микросборки достигается применение жестких выводов. При этом наиболее известны такие способы как:
- присоединение перевернутого кристалла с шариковыми выводами (или столбиковыми выводами);
- присоединение с помощью балочных выводов;
- сборка с использованием балочных выводов на полимерных носителях.
Эти способы монтажа имеют ряд достоинств, например:
- относительно высокую производительность,
- низкую стоимость микромонтажа кристаллов,
- отсутствие потерь площади при посадке кристаллов, и т.д.
На рис.4 приведена схема присоединения кристалла к коммутационной плате с помощью проволочных выводов.
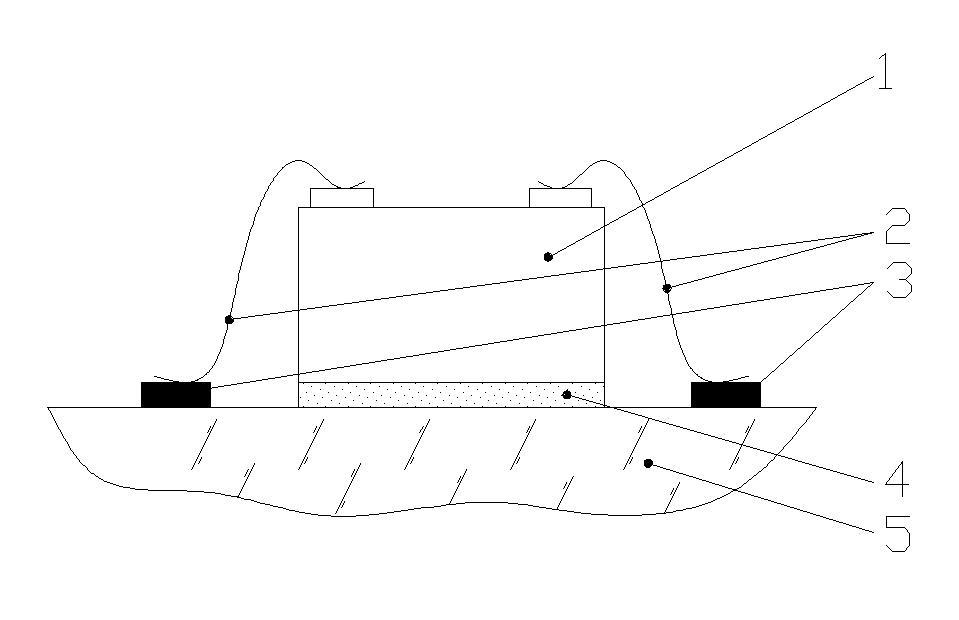
Рис. 4. Фрагмент гибкого монтажа кристалла на плату;
1 – кристалл; 2 – проволочные выводы; 3 – контактные площадки коммутационной платы; 4 – колей; 5 – плата.
На рис.5 показана схема присоединения кристалла к коммутационной плате с помощью шариковых выводов.
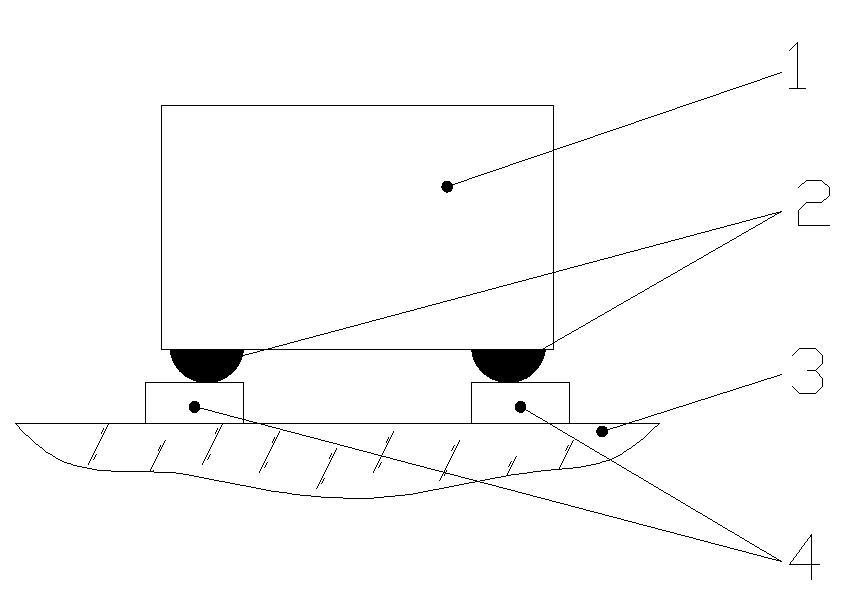
Рис. 5. Фрагмент жесткого монтажа кристалла на плату.
1 – кристалл; 2 – шариковые выводы; 3 – плата; 4 – контактные площадки коммутационной платы.
За последнее время стали наиболее распространены при монтаже кристалла методы сборки и монтажа на гибких носителях.
Способ автоматической сборки и монтажа на гибких полимерных носителях основан на присоединении контактных площадок кристаллов к внутренним балочным выводам, сформированным на ленточном носителе. Рисунок выводов на носителе получают методом фототравления медной или алюминиевой фольги. Фольга приклеивается к полимерной ленте или полимерная основа наносится непосредственно на металлическую фольгу. После присоединения выводов кристалла к балочным выводам носителя кристалл подвергается необходимым измерениям и испытаниям (в том числе ЭТТ) непосредственно на носителе - на нем имеется соответствующий контактный пояс для измерений. После полной аттестации прибора непосредственно перед монтажом производится отделение кристалла от измерительной части носителя (включая и балочные выводы для присоединения к контактным площадкам коммутационных плат). Установка кристалла на носителе производится либо «лицом вверх», либо «лицом вниз». Схема ленточного носителя показана на рис. 6.
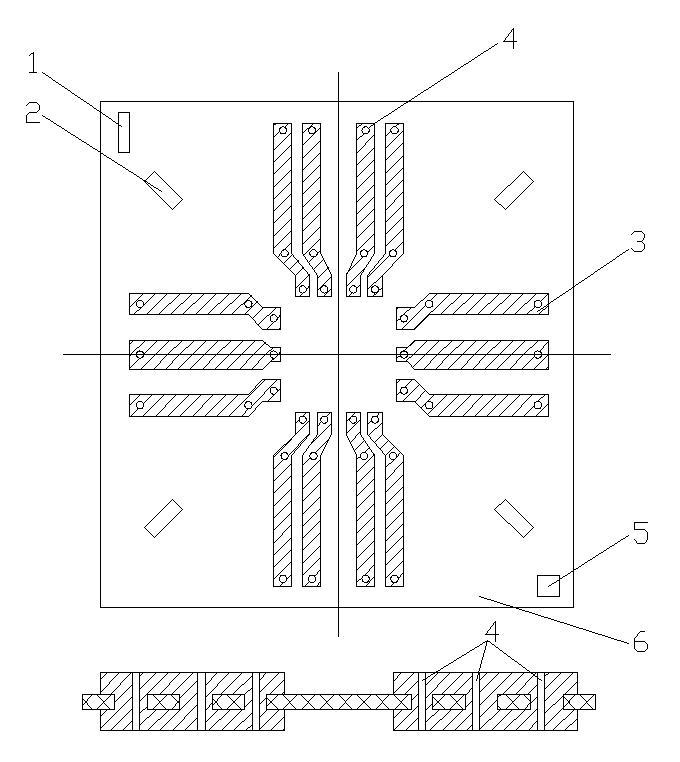
Рис. 6. Конструкция ленточного носителя.
1 – место маркировки; 2 – крепежное отверстие; 3 – проводник; 4 – переходные отверстия; 5 – полиимид; 6 – базовое отверстие.
Для сравнения параметров методов монтажа сведем сравнительные характеристики методов в табл. 2 .
Таблица 2.
Сравнительные характеристики методов монтажа кристалла на носитель.
|
Параметры |
Методы монтажа кристаллов | |||||
|
Проволочный монтаж |
Жесткие организованные выводы | |||||
|
Непосре-дственно на плату |
На «кроватку» |
Переве-рнутый крист. с шарик. вывод. |
Балочные выводы |
Гибкие носители | ||
|
С Cu выводами |
С Al выводами | |||||
|
1. Относи-тельная площадь, занимаемая кристаллом. 1∙1 3∙3 5∙5 10∙10 |
1,0 1,0 1,0 1,0 |
2,2 2,0 1,7 1,5 |
1,0 1,0 1,0 1,0 |
1,8 1,5 1,3 1,2 |
1,8 1,5 1,3 1,2 |
1,8 1,5 1,3 1,2 |
|
2.Максимальное количество присоединяемых выводов кристалла |
16 |
60 |
120-200 |
60 |
300 |
300 |
|
3. Относи-тельная стоимость изготовления кристалла |
1,0 |
1,2 |
1,6 |
2,0 |
1,3 |
1,3 |
Из вышеперечисленных способов и методов монтажа микросборок в данной лабораторной работе выбираем метод монтажа с помощью Аl выводов на гибкий носитель, так как этот метод имеет достаточно высокие параметры по занимаемой площади, количеству присоединяемых проводов, а также по относительно низкой себестоимости изготовления кристалла. В качестве материала для выводов выберем алюминий, так как в процессе ультразвуковой сварки алюминиевых выводов кристалла и алюминиевых рамок носителя не требуется дополнительного нанесения какого-либо покрытия.
В данной лабораторной работе разварка жестких выводов от кристалла на коммутационное поле осуществляется ультразвуковым способом.
Качественное соединение с жестким основанием через переходные отверстия в полиимидной пленке возможно при полном заполнении его припоем.
При выборе припоя для соединения плат на полиимидной пленке в месте переходных отверстий учитываются следующие требования:
- ограничение температуры пайки;
- минимальное взаимодействие припоя с материалами пленочных коммутационных компонентов, определяемых толщиной переходного слоя, образованного за время протекания процесса при температуре пайки;
- достаточная прочность, коррозионная стойкость и высокие технологические показатели.
Этим требованиям наиболее полно удовлетворяют хорошо изученные и широко используемые в радиоэлектронике оловянно - свинцовые припои типа ПОС-61.
Пайка в вакууме позволяет обеспечить наиболее полные воспроизводимые условия протекания процесса, так как в этом случае нет необходимости ограничивать время пайки из-за окисления жидкого припоя. Наибольшая смачиваемость обеспечивается при давлении 0,7- 6 Па.
Исходя из условий наиболее полного растекания припоя, максимальная температура не должна превышать 500 К.