

Классификация магнитных материалов. Ферриты
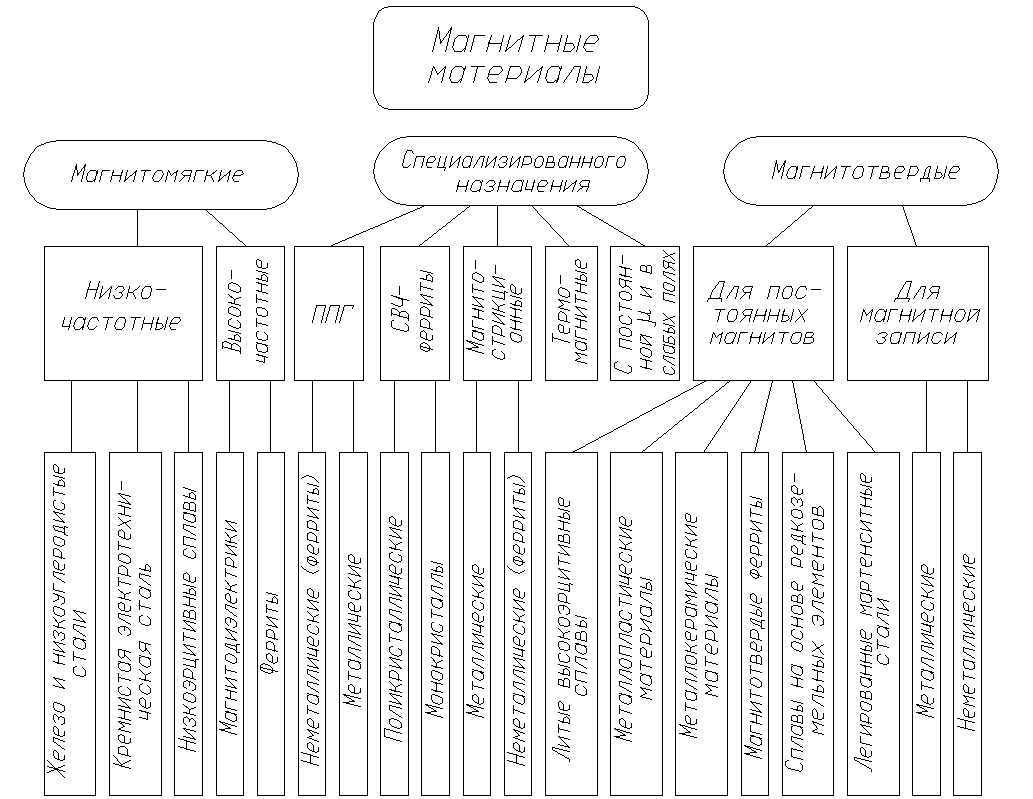
Рис. 8. Классификация магнитных материалов
Применяемые в электронной технике магнитные материалы подразделяют на две основные группы: магнитомягкие и магнитотвердые. В отдельную группу выделяют материалы специализированного назначения.
К магнитомягким относят магнитные материалы с малой коэрцитивной силой и высокой магнитной проницаемостью. Они обладают способностью намагничиваться до насыщения в слабых магнитных полях, характеризуются узкой петлей гистерезиса и малыми потерями на перемагничивание. Магнитомягкие материалы используются в основном в качестве различных магнитопроводов: сердечников дросселей, трансформаторов, электромагнитов, магнитных систем электроизмерительных приборов и т.п.
К магнитотвердым относят материалы с большой коэрцитивной силой Нс. Они перемагничиваются лишь в очень сильных магнитных полях и служат в основном для изготовления постоянных магнитов.
Условно магнитомягкими считают материалы, у которых Нс < 800 А/м, а магнитотвердыми – с Нс > 4 кА/м. Необходимо, однако, отметить, что у лучших магнитомягких материалов коэрцитивная сила может составлять менее 1 А/м, а в лучших магнитотвердых материалах ее значение превышает 500 кА/м.
По масштабам применения в электронной технике среди материалов специализированного назначение следует выделить материалы с прямоугольной петлей гистерезиса (ППГ), ферриты для устройств сверхвысокочастотного диапазона и магнитострикционные материалы.
Внутри каждой группы деление магнитных материалов по родам и видам отражает различия в их строении и химическом составе, учитывает технологические особенности и некоторые специфические свойства. Детальная классификация магнитных материалов, положенная в основу их изучения, дана на рис. 8.
Ферриты представляют собой оксидные магнитные материалы, у которых спонтанная намагниченность доменов обусловлена нескомпенсированным антиферромагнетизмом.
Общая химическая формула: MO∙M'O∙Fe2O3, где M означает такие двухвалентные металлы, как Ni, Mn, Li, Cu, Pb, a M' – Zn и Cd.
Большое удельное сопротивление ρ, превышающее ρ железа в 103 - 1013 раз, а, следовательно, и относительно незначительные потери энергии в области повышенных и высоких частот наряду с достаточно высокими магнитными свойствами обеспечивают ферритам широкое применение в радиоэлектронике.
Получение ферритов. Ферриты получают в виде керамики и монокристаллов. Благодаря невысокой стоимости и относительной простоте технологического цикла керамические материалы занимают ведущее место среди высокочастотных магнетиков.
При изготовлении ферритовой керамики в качестве исходного сырья наиболее часто используют окислы соответствующих металлов. Общая технологическая схема производства ферритов во многом аналогична схеме производства радиокерамики. Однако при получении материалов с заданными магнитными свойствами предъявляются более жесткие требования и исходному сырью в отношении его химической чистоты, степени дисперсности и химической активности. В отличие от электрорадиокерамики ферритовая керамика совершенно не содержит стекловидной фазы; все процессы массопереноса при синтезе соединения и спекания изделий происходят лишь за счет диффузии в твердой фазе.
Исходные окислы подвергают тщательному измельчению и перемешиванию в шаровых или вибрационных мельницах тонкого помола, а затем после брикетирования или гранулирования массы осуществляют предварительных обжиг с целью ферритизации продукта, т.е. образования феррита из окислов. Ферритизованный продукт вновь измельчают и полученный таким образом ферритовые порошок, который идет на формовку изделий. Предварительно его пластифицируют, причем в качестве пластификатора обычно используют водный раствор поливинилового спирта.
Формование изделий наиболее часто осуществляют методом прессования в стальных пресс-формах. Высокой производительностью формовки отличается также метод горячего литья под давлением. В этом случае в качестве пластифицирующего и связующего вещества применяют парафин. Отформованные изделия подвергают спеканию при температуре 1100 – 1400оС в контролируемой газовой среде. Контроль за составом газовой среды особенно необходим на стадии охлаждения, чтобы предотвратить выделение побочных фаз. Наибольшей чувствительностью к изменению давления кислорода характеризуются ферриты марганца и твердые растворы ни их основе. В процессе спекания завершаются химические реакции в твердой фазе, устраняется пористость, фиксируется форма изделий. За счет процесса рекристаллизации материал приобретает определенную зеренную структуру, которая существенно влияет на магнитные свойства керамики.
Ферриты являются твердыми и хрупкими материалами, не позволяющими производить обработку резанием и допускающими только шлифовку и полировку. Для этих видов механической обработки широко используют порошки карбида кремния и абразивные инструменты из синтетических алмазов.
Катушки индуктивности для ГИС. Поскольку высота корпуса ГИС равна 3—6 мм, применение в них обычных каркасных катушек индуктивности невозможно. Требованиям гибридной технологии отвечают лишь миниатюрные катушки, например плоские, на ферритовых сердечниках тороидальной формы и пленочные. К контактным площадкам приваривается эмалированный медный провод. В стандартном исполнении контактные площадки покрывают сплавом серебра и палладия, рассчитаны они на контактирование с проводящим клеем или припоем. Максимально допустимое время пайки при 513 К составляет 10 с. Возможно увеличение до 20 с, для индуктивностей с керамическим каркасом, выполненных по заказу с усиленной металлизацией контактных площадок (медь по золоту).
Чип-индуктивности представляют собой многослойную конструкцию из чередующихся слоев магнитного материала и электропроводящих паст, заключенную в прямоугольный монолитный корпус. Фактически такая конструкция имеет собственный магнитный экран (рис, 9). Удержание магнитного потока внутри корпуса позволяет использовать компонент в аппаратуре с высокой плотностью монтажа, (всего 2,5 мкм один относительно другого), поскольку наводки от него сведены к минимуму.
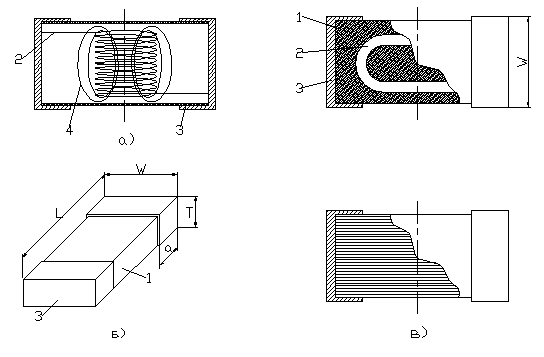
Рис. 9. Схематическое представление принципа работы (a), структуры (б) и общего вида конструкции чип-индуктивности (в); 1- магнитный материал; 2- внутренний проводник;
3- внешний электрод; 4- силовые линии магнитного поля.
Испытания показали их высокую надежность. Внешние электроды катушек индуктивности изготовляют методом электролитического осаждения, они хорошо выдерживают тепловые нагрузки при пайке.
Катушки индуктивности для ГИС, изготавливаются с использованием технологии композитных материалов.
Корпуса катушек индуктивности, используемые в ГИС, должны быть тщательно согласованы по ТКЛР с подложками ГИС. Это легко достижимо для изделий в керамических корпусах. Изделия в ферритовых корпусах (на более высокие номиналы индуктивности), хотя и имеют больший ТКЛР, чем их керамические аналоги, обычно остаются совместимыми с керамическими подложками толстопленочных ГИС. Сложнее обстоит дело в случае использования перспективных слоистых пластмассовых подложек, которые на стыке с корпусом смонтированного на поверхность компонента дают сдвиговые напряжения, способные привести к обрыву цепи или даже к повреждению компонента.
Таблица 1
Сведения о конструкциях катушек индуктивности и некоторые формулы для определения их основных параметров
|
№ п/п |
Конструкция компонента |
Расчетные формулы |
|
1 |
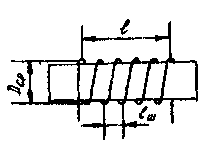
Однослойная КИ
|
Для намотки с шагом:
Для сплошной намотки:
где α- коэффициент неплотности (см. табл.2) |
|
2 |
Многослойная КИ
|
где ω - общее число витков.
где α - коэффициент неплотности (см. табл.2), ω1 - число витков в одном слое; n - число слоев |
|
3 |
Секционированная
КИ
|
где m - число секций; L1 – индуктивность одной секции |
Продолжение таблицы 1
|
№ п/п |
Конструкция компонента |
Расчетные формулы |
|
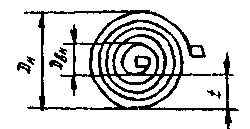
4 |
Плоская КИ с круглыми витками
|
|
|
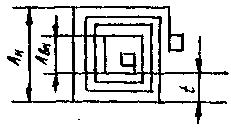
5 |
Плоская КИ с квадратными витками
|
|
|
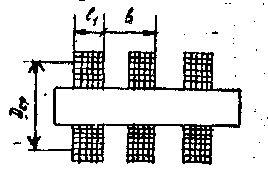
6 |
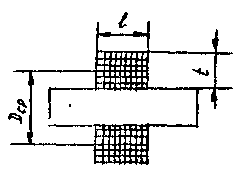
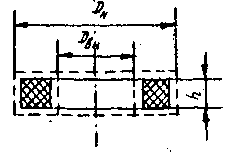
Тороидальная КИ на каркасе прямоугольного сечения
|
|
|
7 |
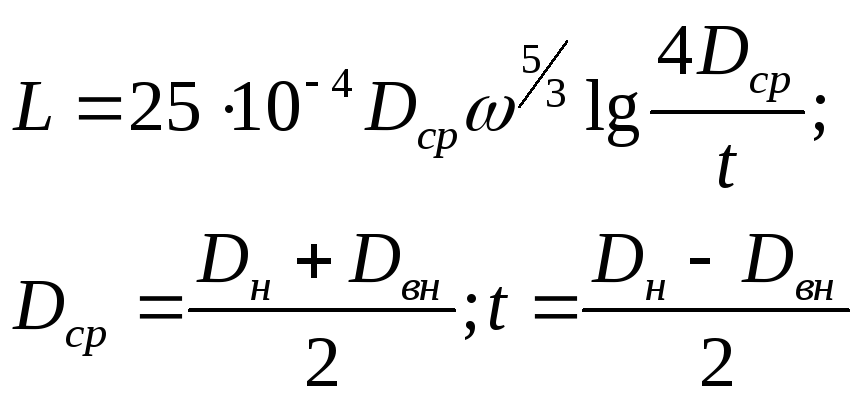
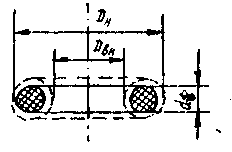
Тороидальная КИ на каркасе круглого сечения
|
где Dср - средний диаметр каркаса; dв - средний диаметр витка намотки |
|
8 |
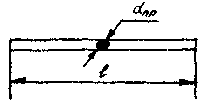
Прямой проводник круглого сечения
|
|
 (8)
(8)
 (9)
(9)
 (11),
(11),
Окончание таблицы 1
|
№ п/п |
Конструкция элемента |
Расчетные формулы | |
|
9 |
Прямой проводник печатной платы
|
| |
|
10 |
Кольцо из провода круглого сечения
|
| |
|
11 |
Кольцо из проводника печатной платы
|
| |
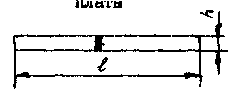
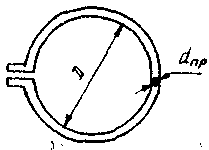
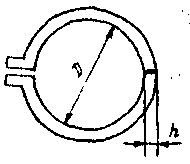
Ниже приведены пояснения, характеризующие каждый из элементов табл. 1 и соответствующие расчетные формулы.
Формула (1) пригодна для всех типов однослойных цилиндрических КИ: с шагом и без шага (сплошных), с каркасом и без него, а также катушек с вожженой намоткой. Значения lш и Dср выбираются между центрами проводников намотки. Коэффициентом неплотности α учитывается толщина изоляционной пленки на проводе, его величина определяется из табл. 2. Для промежуточных значений dпр величину α можно получить линейной интерполяцией.
Таблица 2
Значения коэффициента неплотности для различных
толщин изоляционного слоя
|
dпр, мм |
0,08 - 0,11 |
0,15 - 0,25 |
0,35 - 0,41 |
0,51 - 0,93 |
Свыше 1,0 |
|
α |
1,3 |
1,25 |
1,2 |
1,1 |
1,05 |
Типичные значения параметров однослойных КИ: L = 0,1 – 100 мкГн, ω = 2 – 200 витков, dпр =0,1-2 мм, Dср= 3-12 мм, l/Dср = 0,5 – 3. Такие катушки применяются в качестве контурных на частотах 1 – 100 МГц, часто снабжаются подстроечными сердечниками.
Диаметр провода рекомендуется выбирать из ряда стандартных значений: 0,03; 0,08; 0,10; 0,12; 0,15; 0,23; 0,25; 0,29; 0,33; 0,35; 0,41; 0,51; 0,55; 0,64; 0,72; 0,80; 0,90; 1,00; 1,20; 1,50 мм.
Формулы (2) и (3) справедливы для всех типов многослойных намоток: рядовой, пирамидальной, "внавал", "универсаль". Типичные значения параметров: L =100 – 3000 мкГн; ω = 50 - 1000 витков; dnp = 0,06 - 0,3 мм; Dср = 5 - 10 мм; п = 2 - 10. Для секционированных КИ т = 2 - 5. Такие КИ применяются в качестве контурных на частотах 10 - 1000 кГц, и они могут иметь ферритовые сердечники.
Формулы (4) и (5). Конструкция плоских КИ с квадратными витками проще в изготовлении и при равной занимаемой площади дает большую индуктивность, чем плоская КИ с круглыми витками, однако характеризуется меньшей добротностью. Если витки КИ прямоугольные, то нужно пересчитать их, заменив квадратными равной площади. Типичные параметры: L = 0,01 – 10 мкГн; ω = 2 – 1 витков; Dм(Aм) = 3 – 15 мм; Dвм(Aвн) = 1 – 3 мм. Применяются ограниченно на частотах от 1 до 100 мГц. Более точная графо-аналитическая методика расчета плоских КИ приведена в литературе [4].
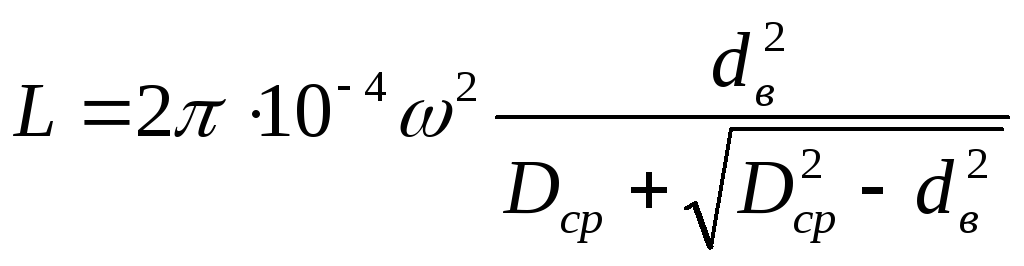
Формулы (6) и (7) применимы как для однослойных, так и для многослойных тороидальных КИ. Такие КИ используют преимущественно с магнитными сердечниками в качестве дросселей высокой частоты. Обычно Dм (Dвм) = 3 – 20 мм; h(dв) = 1 – 10 мм; ω = 10 – 250 витков; L = 0,1 – 50 мкГн (без сердечников).
Формулы (8) и (9) используют для расчета индуктивности выводов КИ, которую следует учитывать при малой индуктивности основных КИ. Ориентировочно можно полагать, что 10 мм проводника имеет индуктивность 0,01 мкГн.
Формулы (10) и (11). Чаще всего такие петли появляются в результате недостаточно продуманного конструктивного решения. Если форма петли – неправильная кривая, то для расчета индуктивности ее следует заменить окружностью, охватывающей такую же площадь.