

2 Состав работ по технологической подготовке производства
Технологическая подготовка производства на предприятии имеет два направления:
а) ТПП для освоения нового производства;
б) ТПП для совершенствования существующего процесса.
Последовательность проведения работ по технологической подготовке производства следующая:
1). Предварительная проработка документации, в которой участвует большинство
служб предприятия: технологический контроль чертежей и проработка их на технологичность; определяются объемы работ; сроки; затраты; экономическая эффективность; возможность обеспечения материальными, трудовыми и финансовыми ресурсами.
2). Непосредственно технологическая подготовка производства включает
работы (этапы), приведенные на рисунке 4.1.
3). Выполняются работы по составлению технологической планировки; по
проектированию и изготовлению специальной оснастки.
4). На основе проектных разработок составляют спецификации, приобретают необходимые материалы и комплектующие изделия, нормализованную оснастку, стандартное оборудование, организуют обучение кадров и проводят строительно-монтажные работы, связанные с техническим перевооружением и реконструкцией производства.
5).Завершается ТПП выполнением работ по отладке технологического процесса, оборудования и оснастки.
1.
Разработка классификатора деталей
2.
Распределение номенклатуры деталей
между цехами и участками
3.
Разработка технологических маршрутов
движения деталей
Рисунок 4.1 - Порядок работ по технологической подготовке производства нового продукта
3 Анализ и обоснование выбора технологических процессов.
Создание новых конструкций изделий, обладающих высокими технико-эксплуатационными характеристиками, является сложной комплексной задачей, для решения которой необходимо обеспечить максимально возможную для данных условий производственную и эксплуатационную технологичность конструкций.
Производственная технологичность– это степень соответствия конструкции изделия оптимальным производственным технологическим условиям его изготовления при заданном объеме выпуска.
Технологичной можно считать ту конструкцию, освоение и выпуск которой при заданном объеме производства будет протекать с минимальными производственными затратами (в первую очередь с наименьшей трудоемкостью и материалоемкостью) и с кратчайшим производственным циклом.
Эксплуатационная технологичность конструкцииизделия проявляется в сокращении затрат времени и средств на техническое обслуживание и ремонт изделий, зависящих от так называемой ремонтопригодности конструкции – ее приспособленности предупреждать, обнаруживать и устранять отказы и неисправности.
Для обеспечения производственной технологичностинеобходимо придать изделию такую форму и выбрать для него такие материалы, которые обусловят наиболее простое экономичное изготовление. Изделие, технологичное в условиях мелкосерийного производства, может оказаться совершенно нетехнологичным при его массовом выпуске (и наоборот).
Производственная технологичностьконструкций характеризуется рядом показателей (Таблица 4.2):
материалоемкость,
трудоемкость изготовления,
себестоимость,
производственный цикл.
Показатели производственной технологичности могут быть абсолютными и относительными.
Итоговым обобщающим показателемпроизводственной технологичности являетсясебестоимость.
Технологический процесс изготовления детали представляет собой строго определенную совокупность выполняемых в заданной последовательности технологических операций. Одна и та же операция может производиться многими способами, на различном оборудовании.
Поэтому выбор ресурсосберегающего технологического процесса заключается в оптимизации каждой операции по минимуму потребления материальных, трудовых, энергетических ресурсов.
Таблица 4.2 - Система основных показателей производственной технологичности
|
Показатель
|
Расчетная формула |
Принятые обозначения |
|
1. Суммарная (общая) материалоемкость изделия (Мо) |
|
Мч– расход материала на заготовки из черных металлов Мц – расход материала на заготовки из цветных металлов Мн - расход материала на заготовки из неметаллических материалов |
|
2. Удельная материалоемкость изделия (Муд) |
|
Р – определяющий эксплуатационный параметр изделия (производительность, мощность, масса и т.п.) |
|
3. Коэффициент использования материала (Ки.м.) |
|
Мчист. – чистая масса изделия |
|
4. Суммарная трудоемкость (Тизд) |
|
Тз –трудоемкость заготовительных работ Тм- трудоемкость механической обработки Тсб – трудоемкость сборочных работ Тп- трудоемкость прочих работ |
|
Удельная трудоемкость изделия (Туд.) |
|
|
|
6. Удельная себестоимость (Суд) |
|
С - себестоимость изделия |
Важным показателем экономичности названных ресурсов является снижение себестоимости, связанное с применением лучшего технологического процесса.
Для определения снижения себестоимости (экономии) требуется рассчитать себестоимость для каждого из сравниваемых вариантов технологического процесса. Расчет полной себестоимости продукции при применении каждого из вариантов сложен. Он требует большего количества исходных данных и времени.
Для упрощения расчетов экономии представляется возможность без ущерба для точности определять и сопоставлять не полную, а так называемую технологическую себестоимость, которая включает только те элементы затрат на изготовление изделия, величина которых различна для сравниваемых вариантов (Таблица 4.3).
Сопоставление вариантов технологической себестоимости дает представление об экономичности каждого из них.
Таблица 4.3 - Статьи технологической себестоимости продукции (О.Г.Туровец)
|
Статьи затрат |
Условно-переменные |
Условно-постоянные |
|
Основные материалы и полуфабрикаты |
+ |
- |
|
Заработная плата основных производственных рабочих: Сдельная повременная |
+ - |
- + |
|
Затраты, связанные с работой оборудования |
+ |
- |
|
Заработная плата рабочих, занятых обслуживанием оборудования |
- |
+ |
|
Материалы для содержания производственного оборудования |
- |
+ |
|
Топливо для технологических целей |
+ |
- |
|
Электроэнергия, вода, газ для технологических целей |
+ |
- |
|
Амортизационные отчисления от стоимости: универсального оборудования специального оборудования |
+ - |
- + |
|
Эксплуатационные ремонты оборудования, межремонтное обслуживание |
- |
+
|
|
Эксплуатация приспособлений и инструментов: универсальных специальных |
+ - |
- + |
|
Эксплуатация транспорта |
+ |
- |
|
Амортизация зданий и сооружений цеха |
- |
+ |
Величина технологической себестоимости изготовления отдельных деталей в значительной мере зависит от объема производства.
Следовательно, все затраты на изготовление изделий по степени их зависимости от объема производства целесообразно подразделять на:
переменные (Рр), годовой размер которых изменяется прямо пропорционально годовому объему выпуска продукции (N),
условно-постоянные (Рv), годовой размер которых не зависит от изменения величины объема производства.
К переменным затратам относятся:
- затраты на основные материалы за вычетом реализуемых отходов (Рм), руб.;
- затраты на топливо, предназначенные для технологических целей (Ртт), руб.;
- затраты на различные виды энергии, предназначенные для технологических целей (Ртэ), руб.;
- затраты на основную и дополнительную заработную плату основных и производственных рабочих (Рз), руб.;
- затраты, связанные с эксплуатацией универсального технологического оборудования (Роб), руб.;
- затраты, связанные с эксплуатацией инструмента и универсальной оснастки (Ри), руб.
К условно-постоянным затратам относятся: затраты, связанные с эксплуатацией оборудования, оснастки и инструмента, специально сконструированного для осуществления технологического процесса по данному варианту (Рс.об.), руб.; затраты на оплату подготовительного - заключительного времени (Рп.з.), .
Общая формула технологической себестоимости для операции (i-j) имеет вид:
![]() (
4.1 )
(
4.1 )
Подставив соответствующие значения переменных и условно-постоянных расходов в формулу:
![]()
После определения технологической себестоимости по вариантам (если рассматривается не более двух вариантов), для каждого из них определяется, при каком годовом объеме производства (N) сравнимые варианты будут экономически равноценны.
Для этого решается система уравнений относительно объема производства N:
 (4,3)
(4,3)
При Стехн.1 = Стехн.2 (относительно N) получим:

Эту величину годового объема производства продукции принято называть критической.
Если
сопоставление вариантов технологического
процесса осуществлять графически, то
критический объем производства продукции
является абсциссой точки пересечения
двух прямых с начальными ординатами
![]() ,
выраженных для каждого варианта
уравнением его технологической
себестоимости.
,
выраженных для каждого варианта
уравнением его технологической
себестоимости.
Таким образом, определение абсциссы этой «критической точки» служит завершающим этапом технико-экономических расчетов, устанавливающих области наиболее целесообразного применения каждого из сопоставляемых вариантов, ограничиваемые определенными размерами программ (N) (Рисунок4.2).
Задание – иллюстрация 4.1 - Определение критической программы
|
Вариант технологического процесса |
Удельные условно-переменные затраты, руб. |
Условно-постоянные затраты, руб. |
|
Вариант № 1 |
200 |
1200 |
|
Вариант № 2 |
100 |
4000 |
Решение:
1. Объем критической программы, определяемый по формуле 4.4, равен:
![]()
2.Графически объем критической программы определяется пересечением прямых линий, отражающих технологическую себестоимость по вариантам.
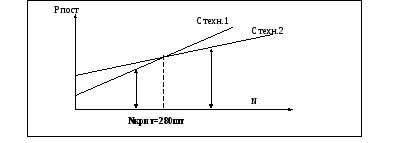
Рисунок 4.3 – Графическое определение критической программы
3. Если объем продукции запланирован больше 280 шт., то целесообразно использовать вариант № 2, если объем выпуска меньше критической программы, то изготовление продукции выгодно по варианту №1.
Если внедрение нового технологического процесса требует дополнительных капитальных вложений, то сравнение вариантов ведется при помощи суммы приведенных затрат:
![]() (4.5)
(4.5)
где Ен – нормативный коэффициент экономической эффективности;
К – удельные капитальные вложения, руб. в год/шт.