

- •VIII неделя науки молодёжи свао.
- •Приветствие Префекта участникам VIII Недели науки молодёжи свао города Москвы Уважаемые участники VII Недели науки молодёжи Северо-Восточного округа Москвы! Дорогие друзья!
- •Пленарные доклады развитие молодежной науки в свао г. Москвы
- •Целями деятельности Координационного совета являются:
- •За время существования координационный совет
- •Экологические проблемы подземного транспорта г. Москвы
- •Литература
- •Проблема пожарной безопасности объемно-планировочных решений многофункциональных зданий
- •Нормативная база, исходная информация
- •Несоответствия фз по понятийному аппарату
- •Список использованных источников
- •Духовное развитие личности
- •Список литературы:
- •Московский Государственный Открытый Университет
- •Роль университетов в конкуренции за глобальное лидерство: борьба за интеллектуальный потенциал
- •Актуальность реализации стратегий «эко-девелопмента»
- •Digital - новое направление в международном маркетинге.
- •Маркетинг как фактор повышения социальной и экономической эффективности детского досугового центра всестороннего развития
- •Роль науки и образования в инновационном развитии россии
- •Целевые индикаторы реализации поставленных задач
- •Влияние социально-экономического развития республики ингушетия на формирование регионального бюджета
- •Особенности использования систем календарного планирования и контроля реализации строительных проектов.
- •Самообучающаяся организация как новый тип предпринимательской деятельности
- •Проблемы формирования предпринимательства в рф
- •Менеджмент в 21 веке: перспективы развития.
- •Доступность банковской системы для субъектов малого предпринимательства
- •Совершенствование организационных основ сертификации членов сро в строительстве
- •Развитие системы образования в российской федерации
- •Рейтинг главных событий в системе российского образования за последние 10 лет по мнению независимых экспертов
- •Государственное управлени в рф на современном этапе
- •Малый бизнес как социальный институт
- •Некоторые результаты исследования финансовой перспективности инвестирования в недвижимость
- •Вопросы в связи с переходом образования россии на болонскую систему
- •Содержание
- •Болонский процесс и Россия.
- •Предложения по решению вопроса.
- •Качество жизни населения россии
- •Стратегические тенденции создания информационно-аналитических центров в строительном комплексе россии
- •Социальное партнерство, как приоритетное направление развития современного вуза.
- •1. Монографии:
- •Необходимость управления инновациями для повышения конкурентоспособности российских компаний на международном рынке
- •Круглый стол: инновационные технологии в машиностроении экономическое обоснование применения высоких наукоемких технологий в современном производстве
- •Проектирования технологии изготовления деталей летательных аппаратов с применением комбинированной упРоЧняющей обработки
- •Основы проектирования технологии изготовления оболочковых деталей комбинированной деформирующей обработкой
- •Производство деталей машин с применением комбинированной электрофизической обработки
- •Секция: информационные технологии в науке и технике моделирование оптических систем обработки информации
- •Применение термоэлементов пельтье для физиотерапевтически процедур локальной криотерапии.
- •Разработка системы автоматической идентификации изображения лица персоны по видео изображению
- •Результаты экспериментов
- •Комплексная система пространственных данных инфраструктуры железнодорожного транспорта (кспд ижт)
- •Межкультурная коммуникация и перевод даосизм и теория причинности
- •Понятие и проблема свободы Евтеева о. А.
- •Праязык: проблемы реконструкции
- •Современный сленг англоговорящих студентов
- •О происхождении некоторых английских фразеологизмов
- •Причины переводческих ошибок и способы их исправления
- •Ценность «труд» в русском и немецком национальном сознании
- •Терминообразование англоязычной юридической лексики
- •Невербальный компонент креолизованных рекламных текстов
- •Проявление отрицательной лингвистической интерференции в переводе
- •1) Звуковой или звукоподражательной;
- •2) Орфографической;
- •3) Грамматической;
- •3.2) Синтаксическую интерференцию,
- •3.3) Пунктуационную интерференцию;
- •4) Лексической;
- •5) Семантической;
- •6) Стилистической;
- •7) Внутриязыковой.
- •Особенности многозначных слов при переводе экономических текстов
- •Секция: прикладная математика и информатика информационные технологии в бюджетировании.
- •Применение -метод суммирования для решения задачи теплопроводности
- •§1. В.Д. Кулиевым предложен следующий метод суммирования рядов. Рассмотрим ряд
- •Список литературы:
- •О перспективах введения налога на роскошь Голуненко о.И., Апалькова т.Г.
- •Способы обработки информации от «тонкого клиента» до «облака»
- •К статье н.И. Лобачевского «значение некоторых определенных интегралов» Грачева в.А., Бутова о.Н., Кулиев в.Д.
- •§1. Теоремы н.И. Лобачевского и новая теорема
- •§2. Некоторые утверждения и примеры
- •Список литературы:
- •- Метод суммирования для решения задачи теплопроводности без начального условия Гусева т.С., Остапенко е.С., Кулиев в.Д., Бутова о.Н.
- •§1. В.Д. Кулиевым предложен следующий метод суммирования рядов. Рассмотрим ряд
- •§2. Рассмотрим задачу без начальных условий.
- •Список литературы:
- •Моделирование и анализ антропогенных изменений климата
- •О введении в российской федерации патентной системы налогообложения как специального режима
- •Глава 26.5 Налогового Кодекса Российской Федерации
- •-Метод суммирования в задачах о распространении тепла в конечном стержне
- •§1. В.Д. Кулиевым предложен следующий метод суммирования рядов. Рассмотрим ряд
- •Секция: проблемы, возможности и перспективы развития международного бизнеса использование методов оценки деятельности в сфере науки и технологий в россии
- •Проблемы регулирования деятельности транснациональных корпораций
- •Россия на современном международном рынке инжиниринговых услуг
- •Материалы 2-го ежегодного Форума «Машиностроение и инжиниринг в России и снг 2012».
- •«Новости зарубежного инжиниринга», № 18/2013. Секция: экологические проблемы на современном этапе основные направления деятельности оао «сильвинит» в области охраны окружающей среды
- •Рентгенофазовый анализ комплексных удобрений
- •Получение урановых таблеток из регенерированного сырья
- •Физико-химические свойства карбоната кальция и нитроаммофоски
- •Использование отходов пивоварения для очистки почв, загрязненных нефтепродуктами
- •Основные факторы, определяющие развитие минеральных удобрений
- •Решение экологических проблем в производстве серной кислоты из отходящих газов цветной металлургии
- •Инновационные технологииподготовки воды нового качества
- •Решение экологических проблем в производстве экстракционной фосфорной кислоты
- •Инновационные решения в производстве серной кислоты
- •Сравнительная характеристика методов получения нитрофоски
- •Радиационная безопасность
- •Философия права как социально-антропологическая и нравственная категория4
- •Место деятельного розыскного подхода в уголовном процессе для раскрытия и расследования преступлений
- •Актуальные проблемы управления правовыми и иными процессами национального и международного розыска и его системных составляющих
- •Способы шифрования информации: от шифра цезаря до современных криптографических алгоритмов Борзунова а. А., Борзунова т.Л.
- •Опасность повышения уровня тревожности человека
- •Глобальная нехватка природной воды
- •Проблему дефицита пресной воды в мире пытаются устранить различными способами.
- •Экологические проблемы в производстве и утилизации отходов
- •Управление охраной окружающей среды в энергосистемах
- •Мутагенное действие радиации. (последствия чернобыльской аэс и аэс «фукусима-1)
- •Компаративный анализ российских и американских моделей образования
- •Основные направления внешнеполитической деятельности на современном этапе
- •Анализ германской и шведской образовательной систем
- •Партисипативное управление организацией
- •Субд - ориентированная система автоматизированного управления информационными процессами для задач диагностики и испытаний технологических объектов
- •Список литературы
- •Сапр и нанотехнология в россии
- •Применение методов графического программирования для разработки автоматизированной системы регистрации параметров сети электроснабжения
- •Список литературы
- •Разработка технологии применения xml файлов
- •Московский государственный открытый университет им. В.С. Черномырдина
- •Расчет оборудования для компенсации реактивной мощности с применением информационных технологий.
- •Разработка модели оптического фильтра с параллельно погруженными каналами и применение его в информационных технологиях
- •Основные характеристики устройства
- •Анализ работоспособности модели
- •Список используемых источников
- •Разработка и исследование системы обнаружения сигналов сейсмической волны
- •Технологии моделирования систем оптической обработки информации
- •Моделирование процессов обработки на станках с чпу в интерактивном режиме
- •Список литературы
- •Моделирование процессов обработки в условиях гап на основе интеллектуальной деятельности человека
- •Список литературы
- •Пути регенерации и использование использованных катализаторов
- •Список источников.
- •Исследование влияния микролегирования ванадием и азотом на механические свойства конструкционных сталей с целью обеспечения требуемого уровня служебных характеристик металлопродукции
- •1 Мгоу имени в.С. Черномырдина
- •2 Ниту «миСиС»
- •Список использованной литературы
- •Разработка высокоэффективной технологии штамповки листовых деталей сложной формы
- •Список использованных источников
- •Разработка технологий высокой очистки галлия-68 от примесей
- •Список источников.
- •Основные направления развития производства серной кислоты
- •По годам (млн.Т)
- •(Данные 2011г)
- •Источник
- •Разработка технологии синтеза гидрозоля гептасульфида рения и получение радиофармацевтического препарата «нанотех, 99mTс» на его основе
- •Литература
- •Технология изготовления кристаллов полупроводниковых интегральных микросхем
- •Список литературы
- •Изучение способов укрупнения кристаллов фторцирконата калия особо чистого
- •Литература
- •Совершенствование технологии переработки железных руд михайловского месторождения
- •Технология получения пропантов высокой прочности
- •Литература
- •Аппаратурное оформление технологического процесса получения экстракционной фосфорной кислоты
- •Осадительные методы очистки радионуклидов
- •Производство таблетированного топлива из диоксида урана
- •Гидравлический пресс для утилизации алюминиевых банок и пластиковых бутылок
- •Технические характеристики пресса:
- •Влияние высоковольтных линий электропередач на окружающую среду
- •Влияние электрического поля на растения
- •Влияние электрического поля на животных
- •Источники
- •Водный сектор германии
- •Список литературы
- •Разработка технологической схемы получения кальция
- •Литература
- •Влияние технологических параметров на процесс окисления so2 в so3 в производстве серной кислоты и абсфк
- •Список используемой литературы
- •Внедрение и развитие инновационных технологий в производстве серной кислоты
- •Современные технологии утилизации отработанного катализатора
- •Литература
- •Проект по утилизации полиэтилена
- •Ссылки на использованные источники
- •Загрязнение атмосферного воздуха в городе москва
- •Список источников:
- •Аппаратное оформление технологического процесса получения экстракционной фосфорной кислоты
- •Управление охраной окружающей среды
- •Литература
- •Исследование возможности переработки егорьевского фосфорита в производстве экстракционной фосфорной кислоты
- •Вакуум-эжекционный метод обеззараживания сточных вод свиноводческих хозяйств
- •Литература:
- •Фенотипическая изменчивость и флуктуирующая асимметрия как показатели стабильности популяции прыткой ящерицы на территории волго-ахтубинской поймы
- •При выполнении данной работы были поставлены следующие задачи:
- •Литература
- •Загрязнение окружающей среды нефтью и нефтепродуктами
- •Список источников:
- •Утилизация твердых отходов с помощью бактерий
- •Литература
- •Внедрение нового метода отмывки систем теплоснабжения от накипи и других отложений биоорганической жидкостью
- •Литература
- •Влияние высоковольтных линий электропередач на окружающую среду
- •Влияние электрического поля на растения
- •Влияние электрического поля на животных
- •Источники
- •Механизм разделения в обратном осмосе и расчет истинной селективности мембран в бинарных растворах сильных электролитов
- •Список литературы
- •Общая характеристика баромембранных методов
- •Влияние некоторых технологических параметров на процесс спекания и свойства спеченных тел
- •Технологии очистки промышленных выбросов в атмосферу
- •Основные принципы расчета выпарной установки
- •Экологические проблемы северо-восточного административного округа города москвы
- •Современные технологии получения серной кислоты
- •Состояние поверхностных вод в черте г. Москва
- •Список литературы
- •Перевод советизмов (на примере романа м.А. Булгакова «мастер и маргарита»)
- •Список использованной литературы
- •Актуальные изменения в русском языке на современном этапе
- •Литература
- •Фонографическая стилизация просторечий в романе с. Таунсенд «мы с королевой» и ее перевод на русский язык
- •Список использованной литературы
- •Перевод английских пословиц и поговорок на русский язык
- •Список литературы
- •Особенности перевода названий фильмов
- •Литература
- •Основные тенденции развития английского языка в период войны алой и белой розы
- •Список литературы
- •Проблема заимствований в современной речи
- •Проблематика семиотики
- •Коммуникативно-прагматические особенности синтаксических структур дискурсы военного плаката
- •Список использованной литературы
- •Сша и великобритания
- •Суеверия американцев и англичан
- •Особенности национального характера англичан и американцев
- •Национальный характер англичан
- •Национальный характер американцев.
- •Некоторые особенности тактики отдельных следственных действий, проводимых в отношении несовершеннолетних и при их участии
- •Список использованной литературы
- •Актуальные проблемы криминалистической теории и практики раскрытия преступлений
- •К вопросу о новых подходах по внедрению правоохранительных источников в криминальную среду
- •Список использованной литературы
- •Сравнительный анализ отдельных статей устава уголовного судопроизводства 1864 года с действующим законодательством
- •Список использованной литературы
- •Проблемы инновационных отношений развития новых технологий в обеспечении правоохранительной деятельности
- •Список использованной литературы
- •Возможности производства приемов нанотехнологий по приданию прижизненного вида неизвестному умершему.
- •Список использованной литературы
- •Актуальные проблемы реализации фз «о государственной дактилоскопической регистрации в рф»
- •Экологическое воспитание и образование
- •Совершенствование условий и направлений модернизации отечественных предприятий
- •Список литературы
- •Экологизация экономики
- •Главные составляющие экологизации экономики
- •Биология и биотехнологии
- •Список использованной литературы
- •Специфика рыночных отношений в здравоохранении
- •Список литературы
- •Модернизационный вектор социально-экономического развития российской федерации
- •Удвоение валового продукта при помощи российского леса
- •Список использованной литературы
- •Китай на пути к конвертируемой валюте
- •Источники
- •Основные направления модернизации российской экономики
- •Литература
- •Модель аудита в образовательных учреждениях
- •Список использованной литературы
- •Значение вступления в вто для совершенствования внешнеэкономических связей россии Губанова д.С., Нечаева о.С.
- •Экологические платежи
- •Список источников и использованной литературы
- •Вложение и накопление денежных средств в условиях кризиса
- •Реализация приоритетного национального проекта “образование”
- •Список использованной литературы
- •Роль инноваций в модернизации экономики россии
- •Список литературы
- •Проблемы кадрового обеспечения научного потенциала рф
- •Список источников и использованной литературы
- •Государственная молодежная политика рф
- •Список литературы
- •Сотрудничество вузов и предприятий как инновационное развитие высшей школы
- •Литература
- •Причины и последствия мирового финансового кризиса: сша и россия Мелия е.С., Шавина е.В. Рэу им. Плеханова
- •Список литературы:
- •Иностранные инвестиции в автомобилестроение
- •Список литературы:
- •Взаимосвязь инностранных инвестиций в экономике рф и инвестиционного климата
- •Список литературы:
- •Российско-иранский стратегический альянс: перспективы создания
- •Список используемых источников:
- •Валютные войны
- •Список литературы:
- •Трансформация тнк под воздействием усиления процесса глобализации и научно-технического прогресса
- •Некоторые актуальные аспекты правового обеспечения национальной безопасности (понятия, термины)
- •Источники
- •Малое предпринимательство в россии. Нужно ли его поддерживать и почему?
- •Особенности малого бизнеса современной России :
- •Основные причины, тормозящие развитие малого предпринимательства:
- •Меры, в перспективе способные повлиять на развитие малого предпринимательства:
- •Список использованной литературы
- •Перспективы развития индустрии моды с помощью социальных сетей
- •Список источников
- •Экономические и геополитические интересы россии в освоении углеводородных ресурсов арктического шельфа
- •Список литературы
- •Современный этап американо-китайских взаимоотношений
- •Список источников.
- •Финансовая безопасность страхового рынка в условиях процессов слияний и поглощений.
- •Исследование и анализ расходов на подготовку к олимпиаде в сочи.
- •Малое предпринимательство: его роль и место в обеспечении экономической безопасности государства.
- •Обеспечение экономической безопасности региона путем развития животноводства (на примере республики тыва)
- •Деятельность фрс сша как угроза национальной безопасности рф.
- •Способы обеспечения экономической безопасности рцб россии
- •Интернет - банкинг в россии: плюсы, минусы, перспективы развития
- •Выявление и раскрытие неправомерного возмещения ндс
- •Финансовый рынок россии в условиях глобализации после кризиса 2008 г.
- •Финансирование инновационной политики в регионах россии
- •Возрождение лжепредпринимательства.
- •Современное понимание роли инвестиций в обеспечении экономической безопасности российской федерации
- •Нефтяные проблемы россии как угроза экономической безопасности
- •Система управления базой данных мировой пожарной статистики
- •Список используемых источников:
- •Анализ статистических данных об авариях на вертикальных стальных резервуарах
- •Список использованных источников:
- •Зимнее население морских и околоводных птиц черноморского побережья западного кавказа
- •Исследование нервно-психического развития учеников начальной школы
- •Литература.
- •Участие пептидов в регуляции иммунного статуса организмов.
- •Литература:
- •Забота о потомстве у сурикат (suricata suricatta) в московском зоопарке, в условиях повышенной плотности
- •Исследование кинетических закономерностей растворения оксида меди (II) в аммиачных средах
- •Роль зрения в организации пространственно ориентированных точностных движений человека
- •Оценка функциональных резервов организма детей младшего школьного возраста в процессе обучения
- •Список литературы
- •Формирование понятий о природных явлениях, его характеристиках и методах изучения в рамках предметов естественно-математического цикла
- •Список литературы:
- •Разработка генетической конструкции, экспрессирующий ген bcla в составе генома рекомбинантного аденовирусного вектора
- •Литература:
- •Пептидомика: настоящее и будущее
- •Литература:
- •Молекулярно-генетическая характеристика охотоморской популяции гренландского кита (balaena mysticetus, l., 1758)
- •Адаптации липы мелколистной (tilla cordata mill.) к условиям окружающей среды
- •Список литературы
- •Формирование количественных понятий в рамках предметов естественно-математического цикла
- •Основные понятия модели курно
- •Литература
Моделирование процессов обработки в условиях гап на основе интеллектуальной деятельности человека
Рождественский А. Г., Уколов М.С.
МГОУ имени В.С. Черномырдина
Управляющие программы (УП) строятся таким образом, чтобы можно было исключить отдельные их фрагменты при возникновении различных отказов. Например, для обработки стороны корпусной детали требуется обработать поверхности А, Б, В, Г восемью инструментами. На стадии технологического проектирования разрабатывают базовый технологический процесс (ТП) представленный на рис. 1 в виде графа. Оценка текущих производственный ситуаций происходит автоматически с использованием системы диагностики. Модель эксперта предусматривает алгоритм принятия решений о дальнейших действиях в случае возникновения отказов. При этом процедура «принятия решений» осуществляется по аналогии с действиями человека в данной ситуации.
Модель эксперта связана с машиной вывода. В зависимости от сложившейся ситуации могут быть различные решения для устранения отказов. Рассмотрим типовые ситуации (1).
Если процесс обработки происходит нормально (т.е. по базовому ТП), то «булев» вектор выполнения переходов: С1 = <1,1,1,1,1,1,1,1>.
При возникновении отказов возможны следующие ситуации:
Замена инструмента на дублирующий (например, инструмента 3). «Булев» вектор: С2 = <1,1,1,1,1,1,1,1>.
Замена инструмента 5 на эквивалентный 5' с изменением режима резания (подачи и скорости резания).
«Булев» вектор: С3 = <1,1,1,1,1,1,1,1>.
Поломка инструмента 7 (тело инструмента осталось в отверстии). Переходы 7 и 8 пропускаются и запоминаются.
«Булев» вектор: С3 = <1,1,1,1,1,1,0,0>.
Выполнение доделочных переходов 7 и 8 в другую смену.
«Булев» вектор: С3 = <0,0,0,0,0,0,1,1>.
5. Отказ технологической системы, остановка оборудования. «Булев» вектор: С3 = <0,0,0,0,0,0,0,0>.
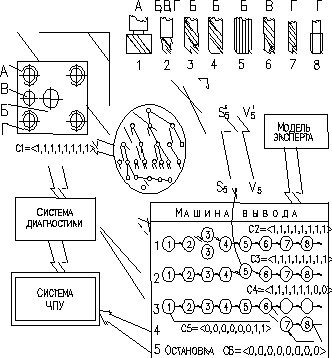
Рис.1. Процедуры принятия решений при обработке в условиях ГАП на основе интеллектуальной деятельности человека.
Список литературы
1. Автоматизация производственных процессов в машиностроении: Учеб. для втузов/Н.М. Капустин, П.М. Кузнецов, А.Г. Схиртладзе и др.; Под ред. Н.М. Капустина. – М.: Высш. шк., 2004.
Пути регенерации и использование использованных катализаторов
Атяскина М.П., Тарчигина Н.Ф.
МГОУ имени В.С. Черномырдина
Качество катализаторов определяет основные показатели химических производств, использующих контактные массы: выход продукта, интенсивность процесса, длительность непрерывной работы реакторов. В то же время затраты катализатора, как правило, составляют лишь доли процента в себестоимости целевого продукта производства. Поэтому их определяющей характеристикой является активность и устойчивость в работе. При изучении и развитии технологии катализаторов нужно рассматривать все последовательные стадии производства с точки зрения влияния их на активность и устойчивость катализаторов в эксплуатации.
Регенерация катализаторов производится в том случае, когда катализатор отработал положенный межрегенерационный период и его снижающаяся активность не может быть скомпенсирована изменением параметров технологического режима в пределах, предусмотренных технологической картой.
Перед проведением регенерации следует убедиться, что изменение качества и выхода катализатора, изменение показателей технологического режима действительно вызвано падением активности катализатора, а не связано с другими причинами — резким изменением качества сырья, смешением катализатора с сырьем и т. п. Для контроля работы должны периодически отбираться пробы катализатора.
В данной работе были рассмотрены разные виды путей регенерации катализаторов, преимущества и недостатки этих методов.