

3.2. Основные стадии.
Выделим основные стадии (или операции) получения концентрированной азотной кислоты из нитрозного газа:
1 – охлаждение нитрозных газов
2 – окисление NO в NO2 (уравнение 3.1)
3 – доокисление NO азотной кислотой (уравнение 3.2)
4 – охлаждение нитрозных газов
5 – получение нитроолеума (уравнение 3.3)
6 – разложение нитроолеума (уравнение 3.4)
7 – охлаждение
8 – получение жидкого N2O4 (уравнение 3.5)
9 – окисление тетраоксида кислородом (итоговое уравнение)
10 – десорбция избытка N2O4 из HNO3
11 – обезвреживание отходящих газов (эта операция выполняется после получения нитроолеума).
Составьте принципиальную схему получения концентрированной азотной кислоты методом прямого синтеза.
3.3. Технологическая схема производства концентрированной азотной кислоты прямым синтезом.
Технологическая схема производства концентрированной азотной кислоты прямым синтезом из жидких оксидов азота представлена на рисунке (Рис.14).
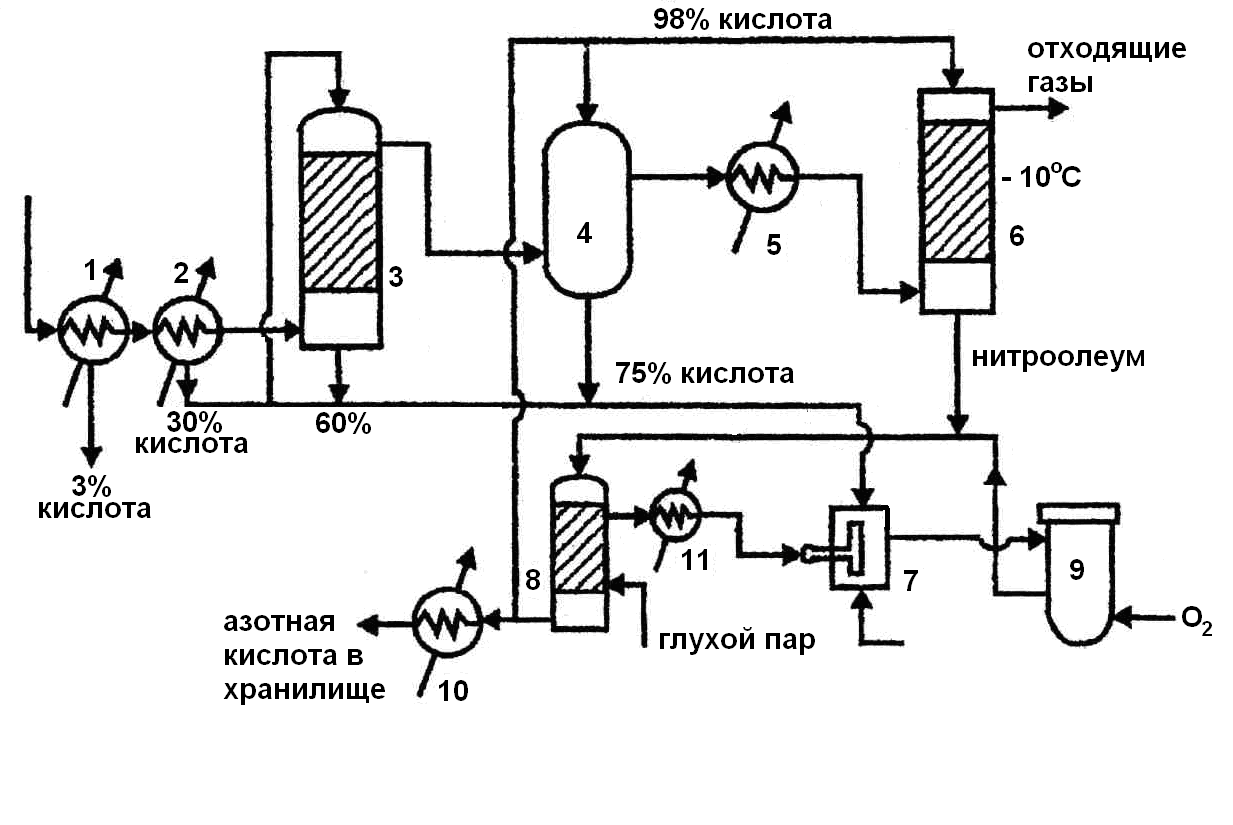
Рис.14. Технологическая схема производства концентрированной азотной кислоты прямым синтезом:
1 – скоростной холодильник; 2 – холодильник; 3 – окислительная башня; 4 – доокислитель; 5 – рассольный холодильник; 6 – абсорбционная колонна; 7 – смеситель; 8 – отбелочная колонна; 9 – автоклав; 10 – холодильник; 11 – холодильник-коденсатор.
Описание схемы.
Нитрозный газ поступает в скоростной холодильник 1, где охлаждается до 40 ºС, при этом образуется 3 %-я азотная кислота. Затем газ поступает в холодильник 2, при этом образуется 30%-я азотная кислота. Часть кислоты направляется в смеситель 7, другая часть – на орошение окислительной башни 3. Нитрозные газы поступают в окислительную башню 3, орошаемую азотной кислотой. При этом образуется 60%-я азотная кислота, часть которой направляется в смеситель 7, а часть - на окисление нитрозных газов в аппарат 4. Нитрозные газы из окислительной башни 3 поступают в доокислитель 4, орошаемый 98%-й азотной кислотой. Азотная кислота из доокислителя 4 направляется в смеситель 7, а нитрозные газы – в рассольный холодильник 5, где охлаждаются до (-10) ºС . Затем нитрозные газы поступают в абсорбционную колонну, орошаемую 98%-й азотной кислотой, для поглощения оксида азота (IV) и для получения нитроолеума. Непоглощенные газы из верхней части колонны направляются в систему очистки выхлопных газов, а образовавшийся нитроолеум подаётся в отбелочную колонну 8 для десорбции NO2. Отбеленная 98%-я азотная кислота охлаждается в холодильнике 10 и поступает в хранилище.
Газообразные концентрированные оксиды азота из отбелочной колонны охлаждаются и конденсируются в холодильнике-конденсаторе 11, который охлаждается рассолом до (-10)С. Затем они поступают в смеситель 7, где образуется смесь, состоящая из (68 – 80) % N2O4 , (26 – 10,5) % HNO3 и (6 – 9,5)% H2O.
Эта смесь подаётся в автоклав 9, туда же под давлением 5МПа поступает кислород. Образующаяся концентрированная азотная кислота отбирается из нижней части автоклава и, соединившись с нитроолеумом из абсорбционной колонны 6, подаётся в отбелочную колонну 8.
4. Перспективы развития азотнокислотного производства.
Развитие азотнокислотного производств возможно в следующих основных направлениях:
– создание систем высокой единичной мощности (до 4000тыс.т/год), работающих по комбинированной схеме;
– разработка высокоактивных избирательных неплатиновых катализаторов окисления аммиака;
– более полное использование энергии сжатых отходящих газов и теплоты химических реакций – создание полностью автономных энергетических схем;
– создание замкнутого оборота охлаждающей воды;
– решение проблемы очистки отходящих газов с использованием в качестве адсорбента силикагеля и цеолитов;
– более полное удаление остатков оксидов азота из отходящих газов с использованием в качестве восстановителя природного газа и аммиака.