

Волчок к6-фвп-120
Предназначен для непрерывного измельчения бескостного жилованного мяса и мясопродуктов при производстве фарша для колбасных и других мясных изделий. Изготавливается в двух исполнениях: К6-ФВП-120-1 (без загрузочного устройства), К6-ФВП-120-2 (с загрузочным устройством). Состоит (рис.10.6.) из станины сварной конструкции которой размешены все механизмы и привод, загрузочной чаши сварной конструкции для приема измельчаемого сырья.
В механизм подачи сырья к режущему механизму входят рабочий шнек, вспомогательный шнек подачи сырья к рабочему шнеку и рабочий цилиндр с внутренними ребрами. Режущий механизм - ножи, установленные на хвостовике рабочего шнека, ножевые решетки и прижимное устройство. Откидной стол служит для санитарной обработки режущего механизма, откидная площадка обеспечивает удобство обслуживания. Защитно-пусковая аппаратура расположена в электрошкафу, который должен устанавливаться в удобном для обслуживания месте (на стене). Мясо (температура не ниже 3…1 °С) подается в загрузочную чашу волчка К6-ФВП-120-1 по вертикальным спускам, К6-ФВП-120-2 - подъемником К6-ФПЗ-1 из напольной тележки, откуда захватывается вспомогательным и рабочим шнеками и направляется к режущему механизму, где измельчается до заданной степени, что обеспечивается установкой ножей и соответствующих ножевых решеток. При переработке шрота порция загружаемого сырья не должна превышать 90 кг.
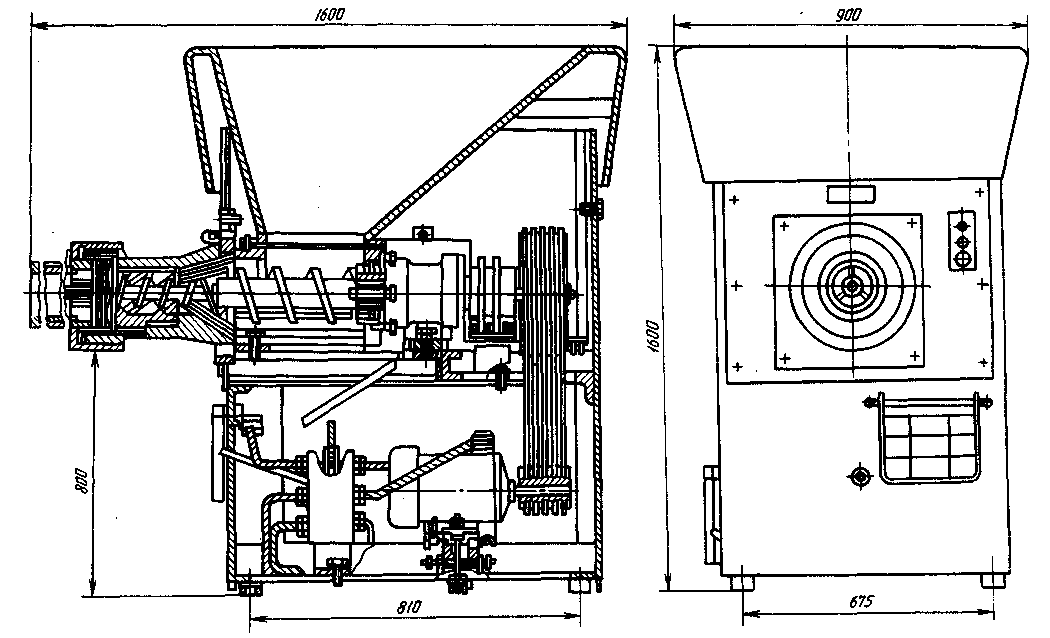
Рис.10.6. Волчок К6-ФВП-120
Техническая характеристика |
||
|
К6-ФВП-120-1 |
К6-ФВП-120-2 |
Производительность в час (при измельчении говяжьего жилованного мяса второго сорта через ножевую решетку с d отверстием 3 мм), кг |
2500 |
|
Диаметр ножевых решеток, мм |
120 |
|
Вместимость загрузочной чаши, л |
250 |
|
Высота выгрузки измельченного продукта, мм |
800 |
|
Установленная мощность, кВт |
12,5 |
14,7 |
Грузоподъемность загрузочного устройства, кН |
|
4 |
Габаритные размеры, мм |
1600 x 900 x 1600 |
1600 x 1680 x 3000 |
Масса, кг |
800 |
1200 |
Работа №11 Оборудование для вытопки жира и меланжа.
Цель работы: изучить назначение, устройство, процесс работы и регулировки оборудования для вытопки жира и меланжа.
Жир вытапливают из жиросодержащего сырья различными способами: мокрым (с добавлением 20—50 % воды к массе сырья) и сухим (без смешивания жира с водой).
Вытопку жира в открытых котлах периодического действия проводят в два этапа: на первом — измельченное сырье нагревают до 65—75 "С, на втором — до 80—90 оС. Высшие сорта говяжьего, свиного и бараньего жира получают при открытой крышке автоклава (температура 65—80 °С, время 1,5 ч); все виды жиров первого сорта, сборный и свиной высшего сорта — при закрытой крышке (температура 120 °С, время 3 ч).
Для вытопки жира применяют автоклавы периодического действия, агрегаты непрерывного действия и другое оборудование.
Автоклав К7-ФА2-Ж для вытопки свиного жира (рис.11.1) состоит из котла с откидной крышкой, корзины и конденсатора. Котел представляет собой цилиндрический вертикальный сосуд с эллиптическим днищем и паровой рубашкой.
Крышка котла шарнирно установлена на корпусе и прижимается к нему откидными болтами (12 шт.). Герметичность автоклава обеспечивается резиновой прокладкой, уложенной в кольцевом пазу на крышке.
Крышка котла открывается и закрывается механизмом открывания. Он состоит из электродвигателя, редуктора (одноступенчатой цилиндрической передачи) и опоры. В ступице колеса редуктора нарезана трапецеидальная резьба (36x10). Редуктор прикреплен шарнирно к плечам крышки. Опора представляет собой шарнирно укрепленный на корпусе котла винт длиной 1250 мм.
От электродвигателя, который работает реверсивно, приводятся в движение шестерни редуктора, перемещается сам редуктор по винту и в зависимости от того, в какую сторону вращается вал электродвигателя, открывается или закрывается крышка автоклава.
Пар в паровую рубашку подводится через патрубок 12, к которому присоединены предохранительный клапан и манометр. В нижней части рубашки автоклава предусмотрены патрубки 7 и 10 для отвода конденсата и спуска воды, а в нижней части корпуса котла — задвижка для выгрузки шквары. Выпуск воды или острого пара происходит через патрубок 9. Воздух, газы, соковые пары, выделяющиеся в процессе вытопки жира, отводятся через трубопровод непосредственно в конденсатор. Конденсатор представляет собой вертикальный цилиндр, в который подводится вода. Переливная труба создает постоянный уровень воды в цилиндре. Для вывода непогашенных газов в крышке конденсатора предусмотрен патрубок.
Рис. 11.1. Автоклав К7-ФА2-Ж для вытопки свиного жира:
1 — крышки; 2 — откидные болты; 3 - прокладка; 4 — котел; 5 — днище; 6 — паровая рубашка; 7, 9, 10, 12— патрубки; 8 — задвижка; 11 — опора; 13 — предохранительный клапан; 14— манометр; 15 — трубопровод; 16 — конденсатор; 17— переливная труба
Технические характеристики
Показатель |
К7-ФВ-2В |
К7-ФА2-Ж |
Производительность, кг/ч |
300-400 |
100 |
Вместимость
геометрическая,
|
2,5 |
0,75 |
Число корзин |
3 |
1 |
Давление рабочее в аппарате, МПа |
0,5 |
0,3 |
Расход. Кг/ч: Воды пара |
560 100 |
350 40-50 |
Открывание (закрывание) крышки |
механическое |
механическое |
Габаритные размеры, мм: котла автоклава |
3260х2990х2785 - |
- 1803х1250х2255 |
Масса, кг: котла автоклава |
|
- 703 |
Аппарат для обезжиривания кости применяют в производстве желатина (рис.11.2.а). В аппарат загружают предварительно измельченную до 30—40 мм кость. Она обезжиривается при температуре 90—95 оС. В аппарат заливают воду на 15—20 см выше уровня кости. Вода нагревается до кипения .острым паром. Нагревание воды поддерживают в течение 4—6 ч. Жир, выделившийся на поверхность жидкости, через перфорированный карман и штуцер непрерывно самотеком сливается в резервуар для приема и обработки жира. Полученный бульон с концентрацией белковых веществ 2—3 % направляют на выработку клея.
Для обезжиривания свежих порций кости вместо свежей воды целесообразно использовать вторичные бульоны. Бульон, полученный в первом аппарате, применяют для обезжиривания новой порции кости во втором аппарате, а бульон из второго аппарата — для обезжиривания кости в третьем аппарате. При этом содержание клеевых белковых веществ повышается до 6 %, вместо трех бульонов поступает один, в результате чего в 2—2,5 раза уменьшаются затраты воды, пара и электроэнергии на одну единицу массы получаемого клея.
Окончание процесса обезжиривания характеризуется превращением выделения жира из кости, легкой отделяемостью прирезей мяса от кости. Костный бульон спускают и направляют на сгущение до 25—30 %. Обезжиренную кость после охлаждения холодной водой до 50—60 °С выгружают. Степень обезжиривания кости горячей водой составляет 50—60 %, что является недостатком этого метода. Выход жира из тазовой кости 7—9 %, лопатки и челюстной кости 2—3, ребра 5—6 %. В среднем выход жира при обезжиривании горячей водой составляет около 6 % массы кости.
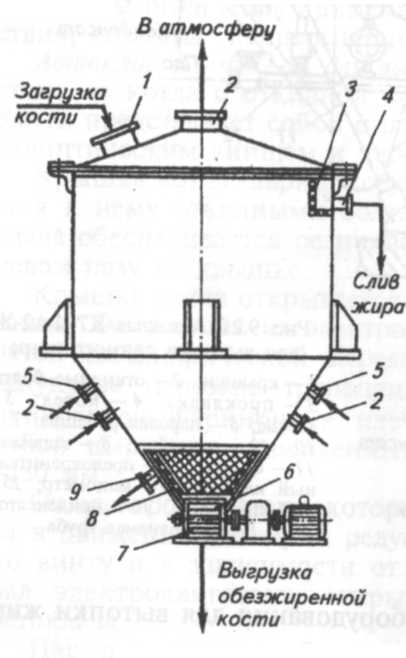
Рис.11.2. Оборудование для обезжиривания кости: а 1— загрузочный люк; 2- штуцера для пара; 3 - перфорированный карман; 4— штуцер для жира; 5— штуцера для воды; 6— шлюзовой затвор; 7 - разгрузочный люк; 8 — перфорированное днище; 9- штуцер для спуска жидкости.
В агрегате непрерывного обезжиривания кости процесс ведут при температуре 85—95 °С в течение 4—6 ч. Этот метод обезжиривания более эффективен, так как потери в результате перехода в раствор клейдающих веществ тем меньше, чем ниже температура обезжиривания. Кроме того, степень обезжиривания увеличивается в 2—2,5 раза.
Каждая секция агрегата включает в себя сосуд, представляющий собой вертикальный цилиндр с коническим дном, и шнек для выгрузки кости, смонтированный под углом 30°. В нижней части агрегата расположено два ложных днища с сетками штуцера для подачи острого пара и удаления из агрегата отработавшей воды, а в верхней части конуса — два штуцера для подачи горячей воды. В верхней точке цилиндрической части сосуда расположен гофрированный карман для удаления жира из агрегата. Агрегат снабжен крышкой с люками для осмотра, вытяжной трубой, штуцерами и воронкой для загрузки кости. Разгрузочный штуцер шнека (в. верхней точке) и штуцер для слива жира из агрегата расположены на одной горизонтали. Поэтому агрегат и шнек работают по типу сообщающихся сосудов, что обеспечивает постоянное заполнение шнека водой, и в то же время он является гидрозатвором для агрегата. В нижней части шнека вмонтирован штуцер с сеткой для периодического удаления осадка, образующегося в процессе работы, а также для полного удаления жидкости из секции. Дифференциальный шаг винта шнека исключает перегрузку и забивание шнека костью. Шнек снабжен съемной, плотно закрывающейся крышкой, воздушником (клапаном) для сообщения с атмосферой и приводом, расположенным в верхней части шнека, имеющим три съемные шестерни — для изменения частоты вращения.
Дважды дробленная кость, попадая в первый сосуд агрегата, нагревается паром, поступающим в него через ложное дно. При этом она частично обезжиривается, а мясные прирези свариваются. В сосуде кость медленно продвигается сверху вниз. Необходимое время для ее обезжиривания в агрегате от 4 до 6 ч (по 1—1,5 ч в каждой секции).
Технические характеристики
Производительность, кг/ч |
2500-3000 |
Диаметр, мм: агрегата шнека |
2500 400 |
Высота, мм: цилиндра конуса |
1250 2500 |
Частота вращения шнека, |
4; 5; 6 |
Установленная мощность, кВт |
4,0 |
Габаритные размеры, мм |
30000х3000х8000 |
Масса, кг |
16220 |