

14. Как условно графически обозначаются элементы цепей на структурных схемах.
Источником движения в станках служит электродвигатель, а к исполнительным звеньям движение передается по кинематическим цепям состоящих из отдельных колес. Кинематические цепи служат также для изменения скорости и направление движении исполнительным звеньям. Для согласования движения узлов станка и преобразования одного вида движения в другое (вращательного в поступательное и наоборот), для суммирования движения (дифференциал, обгонная муфта) движения станка. Движение в станках осуществляется при помощи кинематических механических связей и немеханических кинематических связей (электрические, гидравлические). В цепи участвуют ременные, зубчатые, цепные виды передач расположенные в определенной последовательности. Каждая цепь имеет определенное назначение (цепь подач). Цепи обеспечивающие исполнительное движение рабочих звеньев называются структурными.
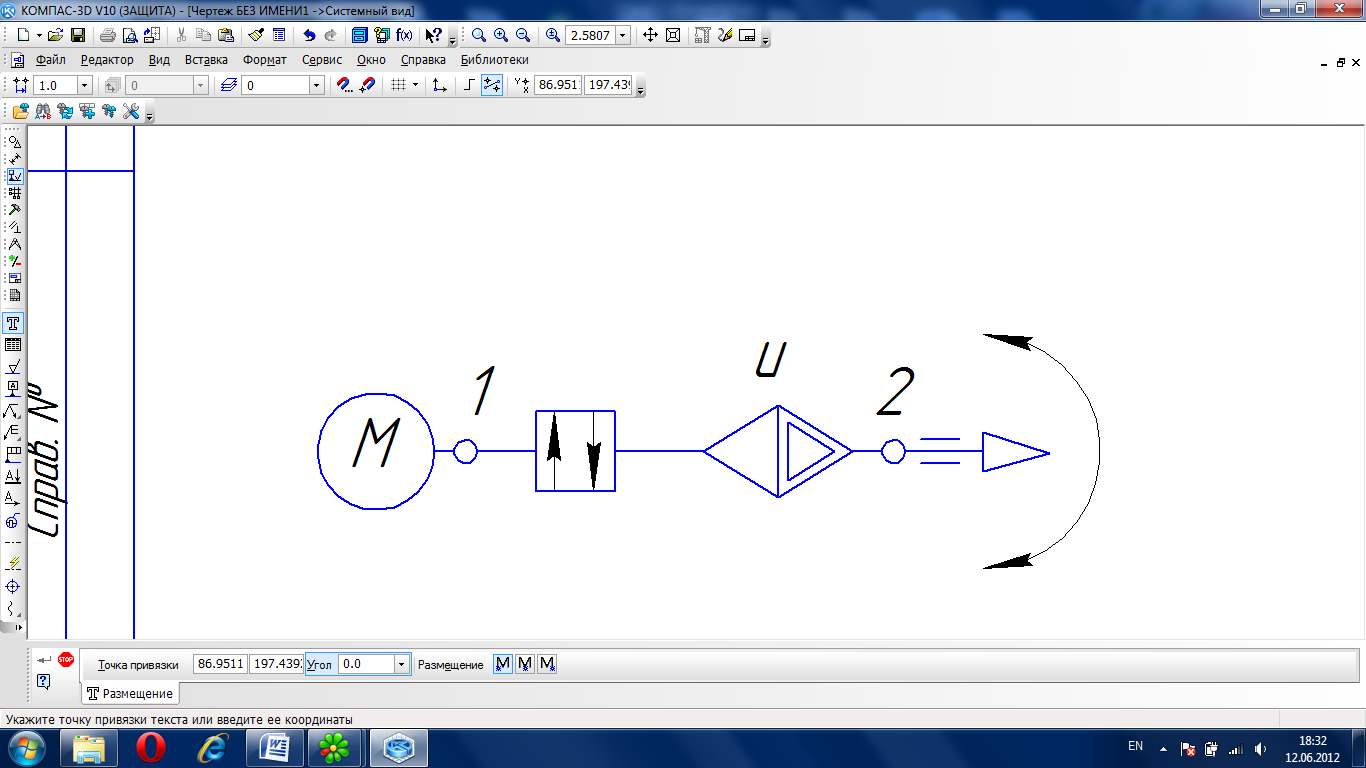
![]() -
звено настройки, u
– передаточное отношение.
-
звено настройки, u
– передаточное отношение.
 -
направление движения.
-
направление движения.
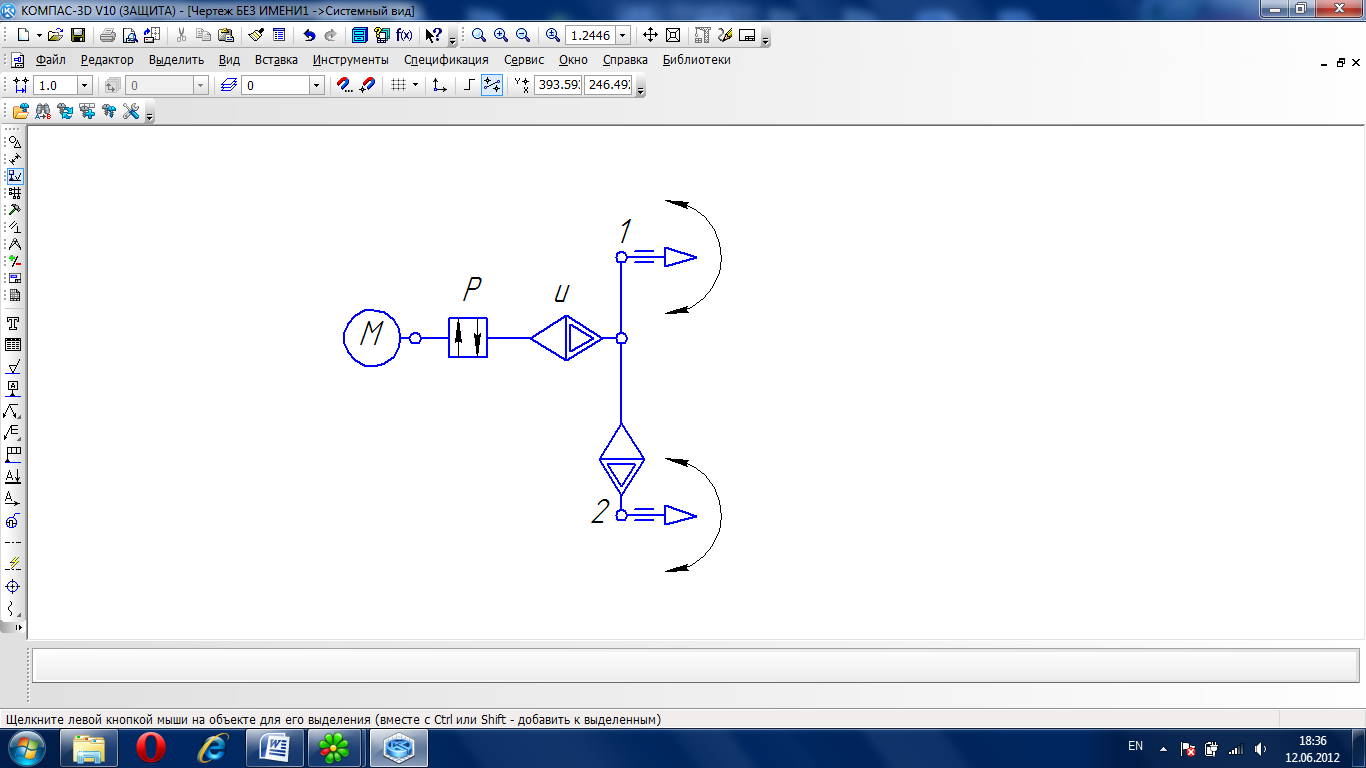
![]() -
для реверсивного движения.
-
для реверсивного движения.
Цифры 1, 2, 3 обозначают соответвующие звенья настройки.
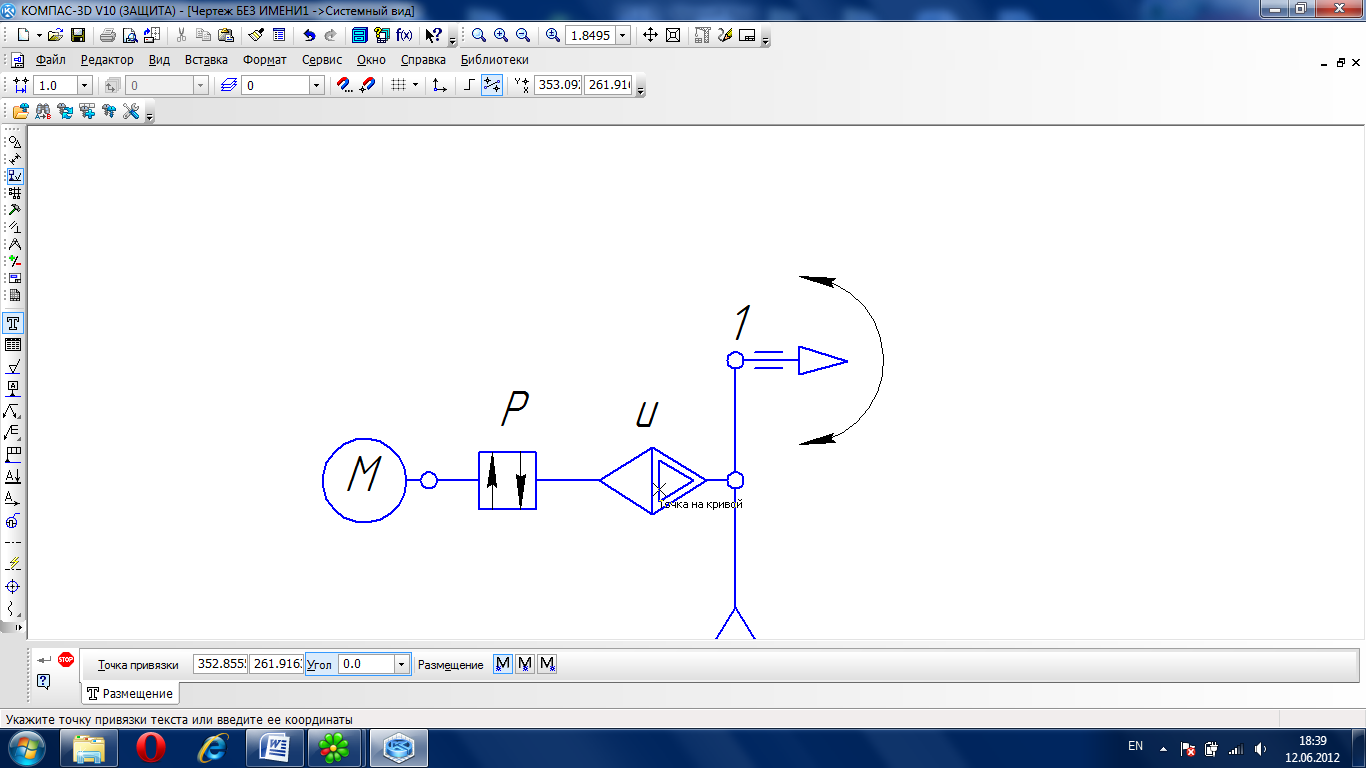
 -
изменение направления движения по
кинематической цепи.
-
изменение направления движения по
кинематической цепи.
 -
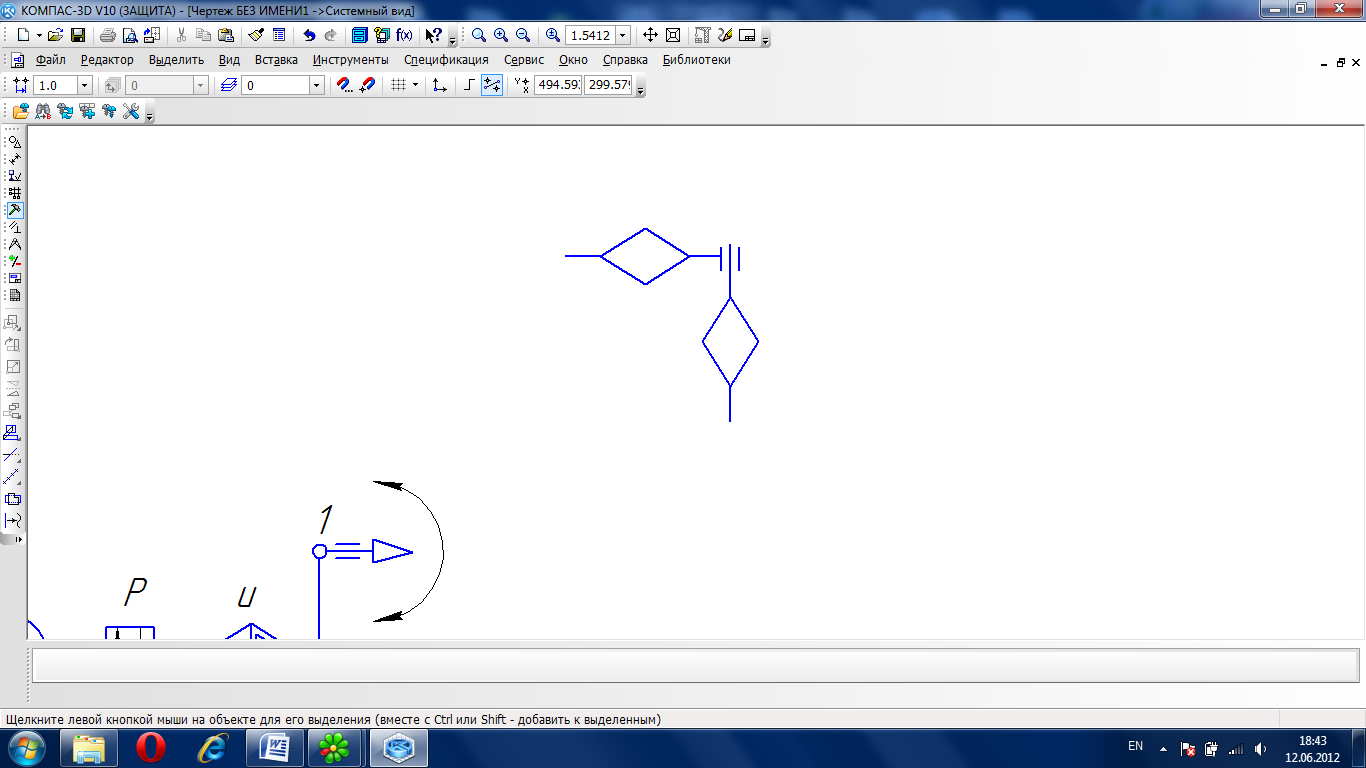
направление цепи постоянной схемы.
-
направление цепи постоянной схемы.
РМ – реечный механизм, СМ – суммирующий механизм, М – мотор, электродвигатель, К – число заходов, Р – реверсивный механизм, В – ведомый вал, О – объединение, соединение валов. Остальные обозначения используются из обозначения согласно ГОСТ. Совокупность условных обозначений кинематических цепей называется кинематической схемой. Преимущественно подвижных звеньев. Совокупность иных связей изображается на электрических, гидравлических кинематических схемах. Схемы могут быть и комбинированными. Над элементами кинематической схемы указывается их параметр.
15. Назовите основные передачи с параллельными валами, применяемые в технологическом оборудовании.
Прямозубые, косозубые и шевронные колеса передают вращение параллельными валами. Прямозубые прости в изготовление, перемещение осевое одного колеса относительно другого. Косозубы сложны в изготовлении, появляются новые силы, которые передаются на опору. Шевроны – плавная нагрузка (осевые нагрузки компенсируются (и на опоры не передаются, обеспечивают более плавный ход, т.к. большее число зубьев. Винтовая, червячная, коническая с криволинейным зубом связывают перекрещивающиеся валы, а конические косозубые – пересекающиеся валы. В цилиндрических передачах внешнего зацепления происходит передача крутящего момента и направление изменения вращения. Про промежуточные зубчатые колеса, которые одновременно зацепляются с двумя другими так, что по отношению к ним является ведущим, к другим ведущим – паразитом. Применяют когда межосевое расстояние между ведущим и ведомым валом большое и необходимо сохранить направление вращения ведомого и ведущих валов.
u’1-2=n2/n1=z1/z2
наиболее распространены эвольвентные профили зубьев – обеспечивают плавное перемещение точки контакта. Зубчатое зацепление возможно при равенстве окружных шагов Р изменяющийся по дугам делительных окружностей. Шаг – это длина отрезка дуги делительной окружности равная длине делительной окружности разделенной на число зубьев.
P=Пd1/z1
P=Пd2/z1
d2/d1=z2/z1
u1-2=z2/z1
Минимальное число зубьев, которое можно получить без смещения с обката z=17. Во избежание больших колес в передачах приято огранивать передаточное число минимальной величиной: u’min пред=1/4, а набольшее передаточное число u’max пред=2/1. Для прямозубого сечения u’max пред=2/1. Для косозубых - u’max пред=2,5/1. Для передач с гибкой связью от электродвигателя в малых станках u’max пред=4/1. Коробки с тихоходными передачами и малыми диаметрами 1/5<= u’max пред<=2,8/1. Геометриским параметром зубчатого зацепления относят: 1) шаг, 2) делительный диаметр, 3) модуль. Шаг определяется P=Пd/z, z –число зубьев. d=Pz/П. m=P/П – шаг пропорционален П. Модуль колеса можно определить диаметр окружностей выступив и разделив его на число зубьев увеличенное на два: m=d/(z+2). Существует еще один вид зацепления – передача Новикова, в ней профили зубьев ограничены окружностями и зубья касаются по большей площади, что приводит к уменьшению удельного давления и увеличивается передаваемая нагрузка в 3 – 4 раза. Фрикционная передача – основа использования сил трения, поэтому для повышения эффективности передачи необходимо подобрать соответствующие материалы обеспечивающие высокий коэффицент трения и высокую износостойкость. Для создания давления между катками применяют специальные прижимные устройства.
Преимущества:
простота
недостатки:
интенсивный износ
возможность проскальзывания
существуют передачи, которые позволяют бесступенчато плавно пенять передаточное отношение – вариаторы.