

113. Электроннолучевая обработка материалов.
Это обработка для плавления, сварки, резки, прошивания, основанном на тепловом излучении, выделяющейся при столкновении быстродвижущихся электронов с веществом. При этом > 90% кинетической энергии электронов переходит в тепловую. Повышая скорость электронов их количество можно создать высокую концентрацию тепловой энергии, которая приведет к нагреву, плавлению, испарению, тепловому взрыву. Основным устройством является электронная пушка: её основной узел – катод, испускающий электроны, которые фокусируются в пучок и разгоняются под действием разности потенциалов. Фокусировка осуществляются при помощи магнитных линз. При помощи данных технологий можно получать отверстиях, пазы, разрезы от нескольких микрометров в тонких материалах; получение отверстий в не токопроводящих материалах; изготовления матриц; в часовой промышлености – для получения подшипников качения из кварца.
114. Магнитоимпульсная обработка металлов.
Это разновидность электрофизической обработки по импульсному пластическому деформированию; основана на преобразование электрической энергии в механическую. Усилие возникает в резание взаимодействия заготовки с переменным магнитным полем, двух проводников с током и проводника с быстроменяющимся магнитным полем. Это вызывает быстрое растяжении сжатие заготовки в заданном направлении. Наиболее распространенная схема состоит в следующем:
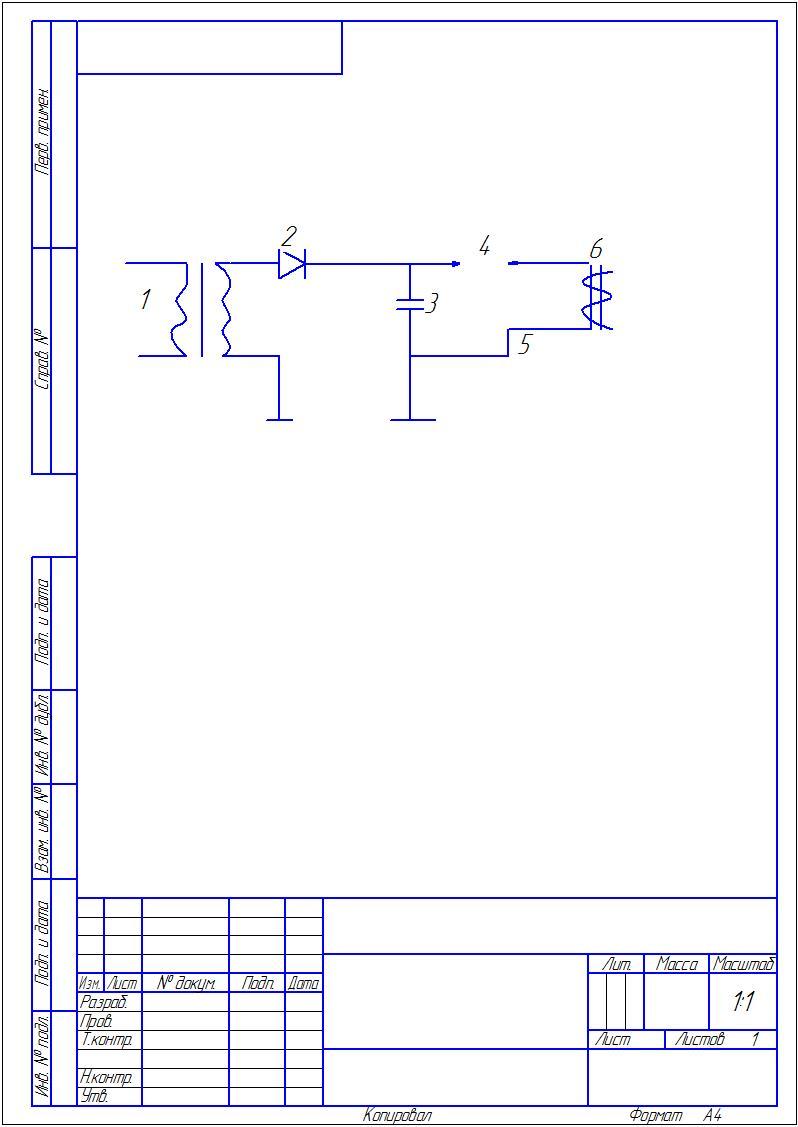
Батарея конденсаторов 3 заряжается через выпрямитель 2, через разрядник 4, замыкается на редуктор 5, быстро разряжаясь, создавая мощный импульс переменного магнитного поля и наводит в заготовки вихревые токи. Данная обработка обладает рядом достоинств: 1- отсутствие движущихся частей, 2- легкость управления, 3- компактность установки, 4-легкость обслуживания, 5- высокая надежность производительность, 6- может заменять мощные прессы и молоты, 7- снижается травматизм, 8- допускает формоизменения заготовки при наличии одного формообразующего инструмента, 9- применения для изготовления инструменты более дешевых материалов, 10- возможность изготовления деталей сложной формы, 11- простота автоматизации процесса, 12- возможность деформирования высокопрочных материалов с предварительным нагревом в вакууме. Недостатки: 1- невысокий КПД вследствие потерь на нагрев, 2- сложности обработки заготовок с отверстиями или пазами вследствие неравномерного распределения магнитного поля, 3- невысокая долговечность инструментов, 4- невысокая эффективность материалов с низкой электропроводностью, сложность проведения операций глубокой вытяжки, 5- сложность обработки материала большой толщины, 6- высокий уровень шума. Область применения: обработка давлением по развальцовке, опресовке, выдавливанию, чеканки, шиамповки.
115. Методы электровзрывной обработки общие сведения.
Основаны на ударном действии жидкости, окружающей канал высоковольтного импульсного разряда, основанной на электрогидравлическом эффекте.

1- повышающий трансформатор, 2- высоковольтный выпрямитель, 3- батарея конденсаторов, 4- разрядник, 5- ванна с электродами. При импульсном разряде между погруженными в жидкость электродами вокруг разряда возникает импульсная ударная волна, создающая высокие давления в небольшом объеме. Длительность разряда определяется мощность, крутизной и длительностью разрядного импульса, а также характеристикой рабочей среды. В качестве среды используют техническую воду. Энергия конденсаторов = несколько джоулей… десятки КДж. В зависимости от назначения установки. Разновидность метода – метод основан на тепловом взрыве, который заключается в том, что промежуток между электродами замыкается тонкой проволокой или стержнем, покрытым церезином или полиэтиленом. При подаче напряжения происходит мгновенное испарения проволоки и покрытия (электрический взрыв) с образованием давления 103-104 Мпа, которое взрывает деформирование определенного участка заготовки. Особенности обработки: 1- возможность получения импульсных ударных давлений большой мощности в заданном объеме, 2- работа с высоким напряжением, 3- возможность регулировки между термическим и гидравлическим ударом, изменяя параметры проводника, 4- возможность фокусирования направленного действия давления. Применяют для штамповки, гибки, чеканки, измельчения хрупких материалов, очистки, бурения горных пород, получения мелкодисперсных суспензий.
116. Обработка материалов световым лучом. Светолучевая обработка – разновидность электрофизической обработки, осуществляемая световым лучом, излучаемый квантовым генератором (лазером). Вследствие высокой концентрации мощности в световом луче данная технология находит широкое применение. Свет определенной длинны волны, направленный на вещество, возбуждает атомы и передает им энергию. После прекращения освещения атомы выделяют полученную энергию в форме электромагнитного излучения определенной длинны волны в пределах видимого света. Различают 4 типа оптических квантовых генератора (лазера): 1- на твердом теле с оптической накачкой, 2- газовые, 3-инжекционные, 4- жидкостные. К достоинствам относят: 1- создание высоких концентраций энергии, 2- простота фокусировки, 3- способность генерировать кратковременные импульсы, 4- полная когерентность, 5- высокая яркость, 6- возможность работы в атмосфере любых газов, 7- отсутствие вторичного рентгеновского излучения, 8- отпадает необходимость в инструменте. Недостатки: 1- низкий КПД, 2- небольшая мощность, 3- сложность получения импульсов большой длительности, 4- зависимость параметров от внешних условий, 5- сложность повторения заданных режимов. Основные элементы лазера: отражательная камера, импульсная лампа, оптическая система, накопительная батарея конденсаторов, источник питания. Для правильной эксплуатации оптических квантовых генераторов необходим учет изменений их функций в резания старения. Обработка квантовом лучом позволяет получать сквозные и глухие отверстия различной формы. При соответствующей интенсивности взаимодействия светового луча с помещенным в жидкость твердым телом приводит к образованию светогидравлического эффекта (импульсное возникновение газовой полости, сопровождаемое ударной волной).