

19. Как осуществляется определение общего передаточного числа кинематической цепи.
После объединения всех передач в кинематической цепи необходимо определить общую передаточную величину. u’общ=u’1u’2… в каждой передачи. nH u’общ=nk – частоты вращение начальных и конечных звеньев.
μ=0,98…0,99
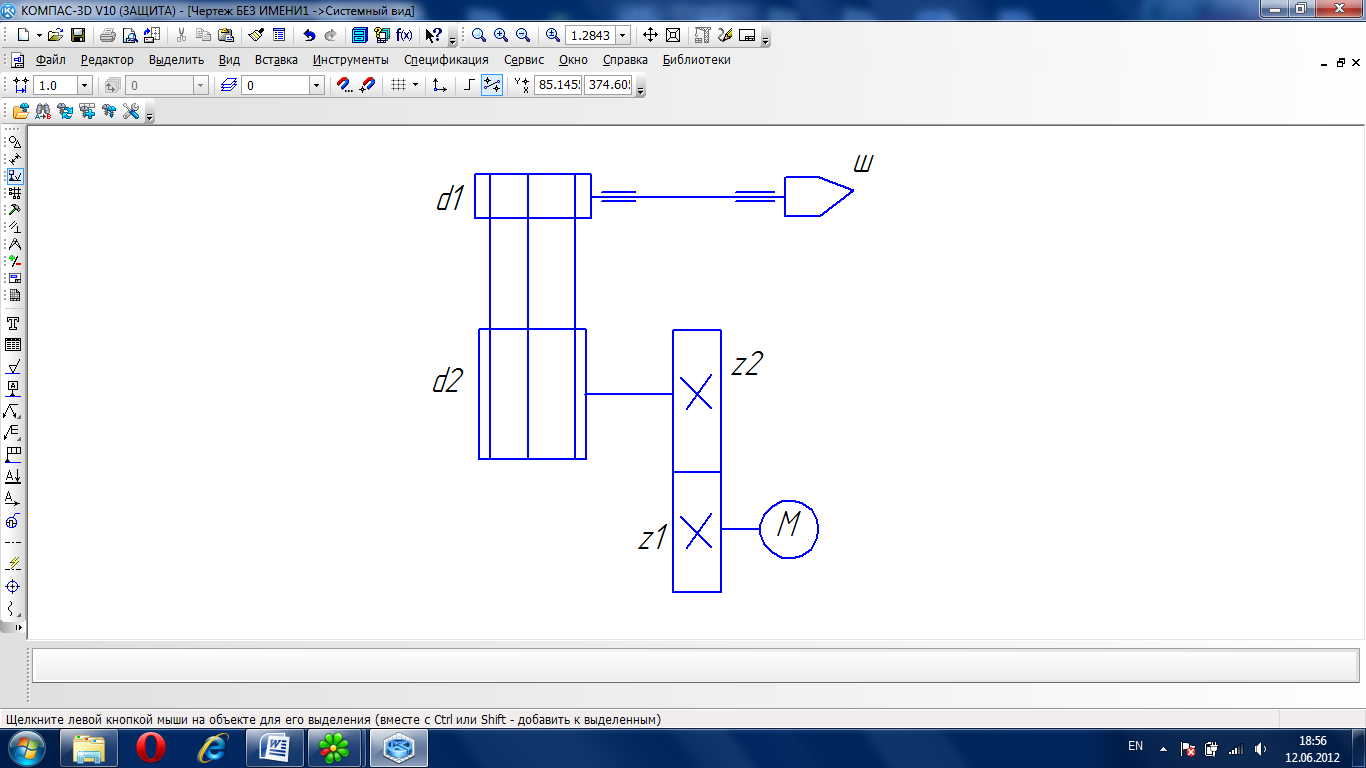
μnэ z1/z2 d1/d2=nш
nHu’общu=Vs
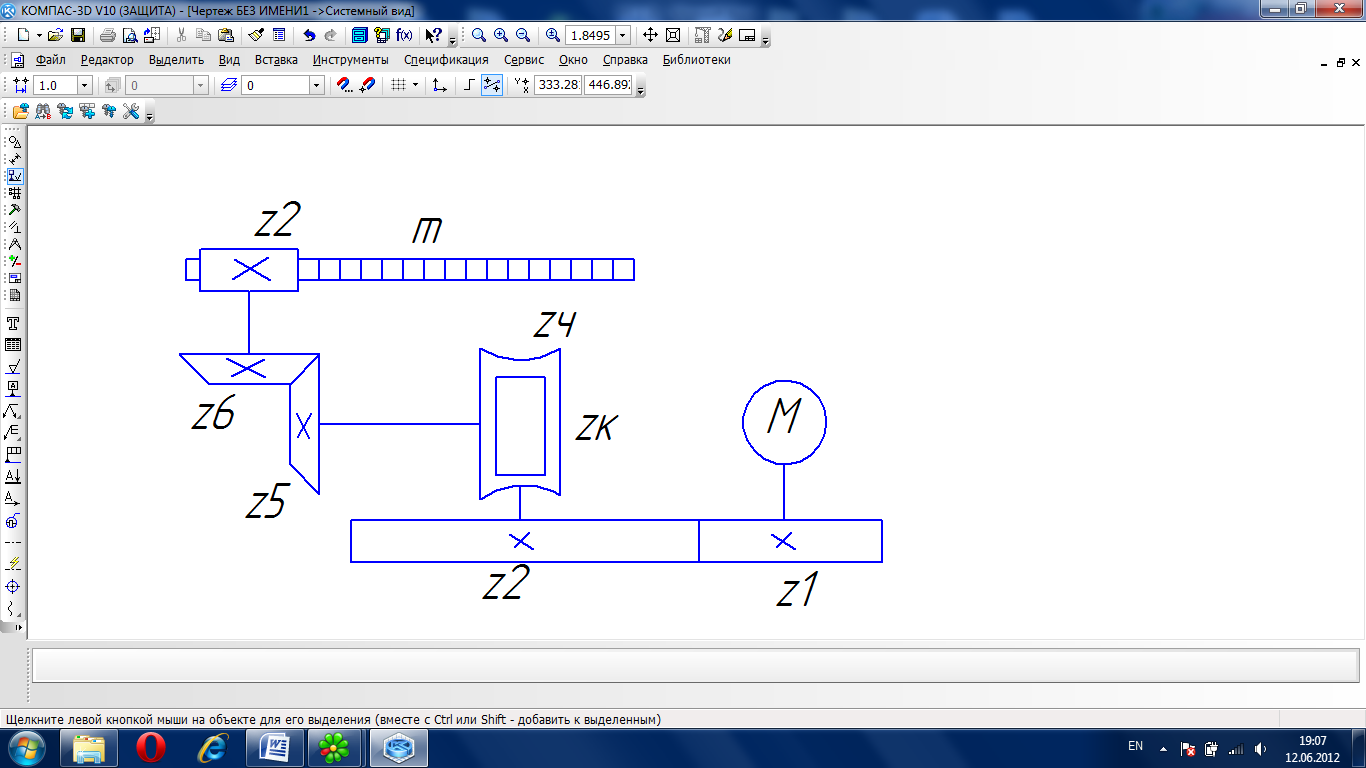
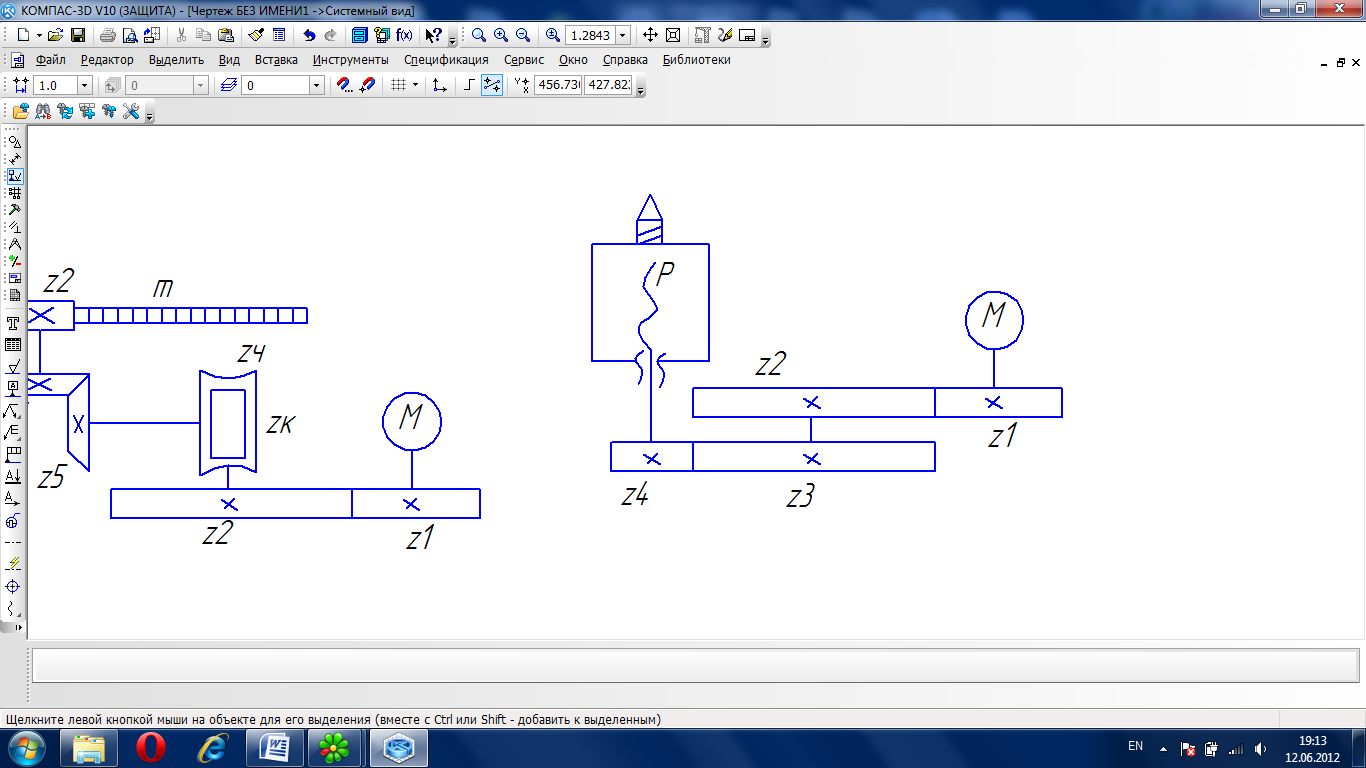
nэ z1/z2 zч/zк z5/z6 Пm z7 = Vsпрод
U=Пmz
nэ z1/z2 z3/z4 P = Vsпорпер.
20. Назовите основные типы подвижных соединений, применяемые в технологическом оборудовании.
Работа подвижных соединений сопровождается трением от которого зависит качество работы важных кинематических пар. Вращательная пара – шпиндель с опорой, вспомогательная – сопрягающие суппорта и станины направляющие, ходовая пара – винт с гайкой. Соединение может быть со скольжением и качением. Соединение со скольжением сопровождается контактом по цилиндрическим, плоским, винтовым поверхностям. Эти поверхности могут быть разделены смазочным материалом (жидкостное трение). При недостаточном количестве смазочного материала – смешанное трение. Соединение с качением поверхности звеньев разделены телами качения. Свойства подвижных соединений со скольжением зависит от наличия и особенностей смазочного материала, вида смазки , способ подачи и действия смазочного материала. Различают граничную жидкостную смазку, их сочетание – полужидкостную. Без специальных конструктивных мер в соединении без скольжения создаются плохие условия для смазки. Полужидкостная смазка хуже чем жидкостная смазка. Увеличиваются силы сопротивления, повышается изнашивание, выделяется большее количество теплоты, снижается КПД. Силы трения непостоянны, при малых скоростях возникают особые колебания фрикционные или явление слип – стик, что приводит к неравномерности работы. Достоинства соединения со скольжением:
Хорошая контактная жесткость
Повышение демпфирующих свойств – способность гасить колебания от различных источников
Технологичность и свойство усреднять погрешности изготовления поверхностей
Удобство фиксации подвижного узла после перемещения по направляющим путем сжатия поверхности
Способность передачи винт – гайка и самоторможение
Эти соединения применяют в станках полужидкостной смазки или смешанного трения для установочных перемещений при невысоких требованиях качества, а также в станках с невысокой нагрузкой.
Соединений с качением. Трение качение меньше поэтому малы силы сопротивления, износостойкость меньше, меньше тепловыделение, движение равномерно и в соединениях вместо зазора реализуется натяг. Система смазывания более проста, но требует повышенной очистки смазочного материала (фильтрации и защиты соединения с шариками не допускает больших нагрузок и отличаются повышенной долговечностью, ролики – большая нагрузочная способность, но усложняется т удорожает изготовление). Соединения с качением не только не гасят вибрации, а сами могцт быть источниками их возникновения. Особенно в быстроходных соединениях в следствии неравномерности диаметров те качения и отклонения от формы тел качения дорожек качения. Для повышения жесткости, точности в этих соединениях создают предварительный натяг. Способы получения предварительного натяга:
Когда тела качения сжимаются между дорожками качения с помощью жестких узлов, например винт – гайка (жесткий натяг) или при помощи пружин или гидравлики.
Натяг задается в линейных элементах (мкм) изменяют фактические размеры детали, которые влияют на формирование звеньев, применяют номинальный и прибавочный или отклоняют на заданный натяг. Соединения с качением применяется при повышенных скоростях или больших нагрузках.