

8.13. Отстройка от мешающих факторов в магнитной дефектоскопии. Повышение чувствительности и разрешающей способности метода
Способ компенсации помех, обусловленных выпуклостью шва.Чтобы получить более точную информацию о дефекте, расположим в областиIб, необходимо произвести отстройку от помех, создаваемых выпуклостью шва. Предложен следующий способ магнитографического контроля.
После намагничивания сварного соединения в поперечном направлении постоянным магнитным полем (при этом на ленту запишутся как полезные поля, так и поля-помехи) необходимо произвести повторное намагничивание сварного шва и ленты магнитным полем, не проникающим глубоко в металл шва и вызывающим образование полей, обусловленных только валиком шва, а также поверхностными неровностями и дефектами. При повторном намагничивании направление вектора напряженности магнитного поля противоположно первоначальному, а его величина выбирается такой, чтобы компенсировать помехи вследствие наложения их полей.
Недостаток– при контроле теряется информация о поверхностных дефектах. Поэтому контроль нужно производить дважды (первый раз –традиционным способом).
Отстройка от помех, обусловленных наклепом. Контроль следует проводить при высокой напряженности поля, при которой намагниченность металла в наклепанной и ненаклепанной зоне отличаются незначительно.
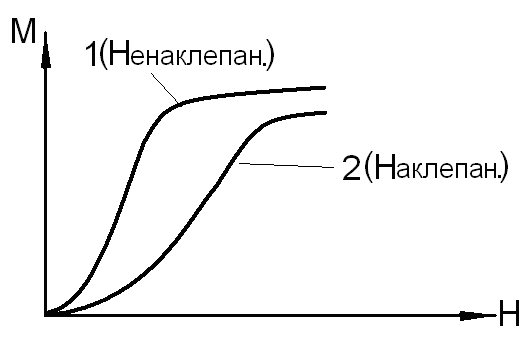
Рис. Кривые намагничивания для наклепанного и ненаклепанного участков ферромагнитного объекта
Разделение сигналов от близко расположенных локальных дефектов.В магнитографической дефектоскопии применяют малогабаритные индукционные магнитные головки, так как их легче экранировать и они менее чувствительны к наводкам при действии на них внешних полей. Одно из необходимых условий при конструировании магнитной головки – ограничение толщины сердечника головки до 1-2 мм. Это необходимо для повышения разрешающей способности метода, так как для того, чтобы различить отдельные магнитные отпечатки, лежащие вдоль ленты на расстоянии 2-3 мм друг от друга, толщина сердечника головки должна быть не более 1,5 мм. В противном случае, если, например, сердечник имеет толщину 6 мм, то будем 2 поры воспринимать как одну большей величины. С другой стороны, бесконечное уменьшение толщины сердечника индукционной головки может резко уменьшить ее чувствительность к выявлению дефектов.
Повышение разрешающей способности метода за счет выбора направления намагничивания.Разрешающая способность – это минимальное рассстояние между двумя уверенно различаемыми дефектами. При режимах, характерных для магнитных методов контроля, поля локальных дефектов вытягиваются в направлении, перпендикулярном вектору напряженности намагничиваемого поля. Поэтому, если намагнитить объект контроля вдоль цепочки дефектов, то поля отдельных несплошностей будут ориентированы поперек цепочки и станут перекрываться при меньшем расстоянии между дефектами, чем в случае намагничивания поперек цепочки несплошностей.
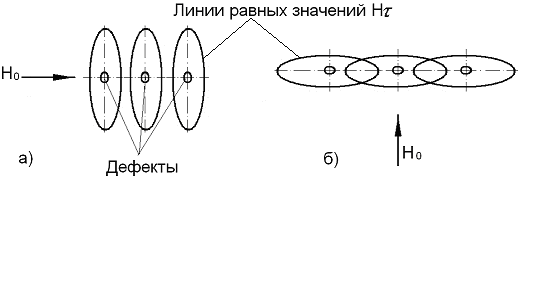
Рис. Ориентация полей локальных дефектов при намагничивании вдоль (а) и поперек (б) цепочки пор
Разрешающая способность метода в случае а) выше, чем в случае б) в 10 до 40 раз и зависит от глубины залегания дефекта. Два дефекта наружной поверхности (покрытые, например, слоем краски) можно различить даже в том случае, если они перекрываются.
При этом чувствительностьметода выше в случае б).
Различают предельную и реальную чувствительность. Предельная чувствительность –минимальная глубина (в % от толщины) уверенно обнаруживаемоймоделидефекта. Считают, что дефект обнаруживается уверенно, если отношение амплитуд сигнал/шум не менее двух.
Реальная чувствительность – чувствительность метода при обнаружении реального дефекта.
Раздельный контроль
протяженных и локальных дефектов в шве.
В сварных соединениях изделий из
низкоуглеродистых, а также ряда
низколегированных сталей подавляющее
большинство дефектов сплошности
(непровары, подрезы, цепочки пар)
ориентированы вдоль продольной оси
шва. Поэтому для обеспечения высокой
чувствительности метода рекомендуют
такие соединения намагничивать поперек
шва, так как вектор напряженности поля
будет ориентирован перпендикулярно
направлению распространения дефекта
и их выявляемость будет наилучшей. При
неблагоприятных размерах выпуклости
шва![]() для повышения чувствительности контроля
целесообразно применять концентраторы
магнитной индукции (КМИ). КМИ представляют
собой две пластины, выполненные из
магнитомягкого материала и закрепленные
на полюсах намагничивающего устройства
таким образом, что их рабочие поверхности
располагаются по разные стороны зоны
контроля. Один из вариантов расположения
КМИ изображен на рисунке. КМИ позволяют
значительно увеличить напряженность
магнитного поля в контролируемой зоне.
для повышения чувствительности контроля
целесообразно применять концентраторы
магнитной индукции (КМИ). КМИ представляют
собой две пластины, выполненные из
магнитомягкого материала и закрепленные
на полюсах намагничивающего устройства
таким образом, что их рабочие поверхности
располагаются по разные стороны зоны
контроля. Один из вариантов расположения
КМИ изображен на рисунке. КМИ позволяют
значительно увеличить напряженность
магнитного поля в контролируемой зоне.
В отличие от протяженных дефектов локальные несплошности (поры, шлаковые включения) не имеют такой преимущественной ориентации, так как в плоскости изделия они имеют округлую форму. Поэтому, если намагнитить изделие таким образом, чтобы вектор напряженности поля был направлен под углом к продольной оси шва, то шов будет намагничен сильнее, так как размагничивающее действие выпуклости уменьшится.
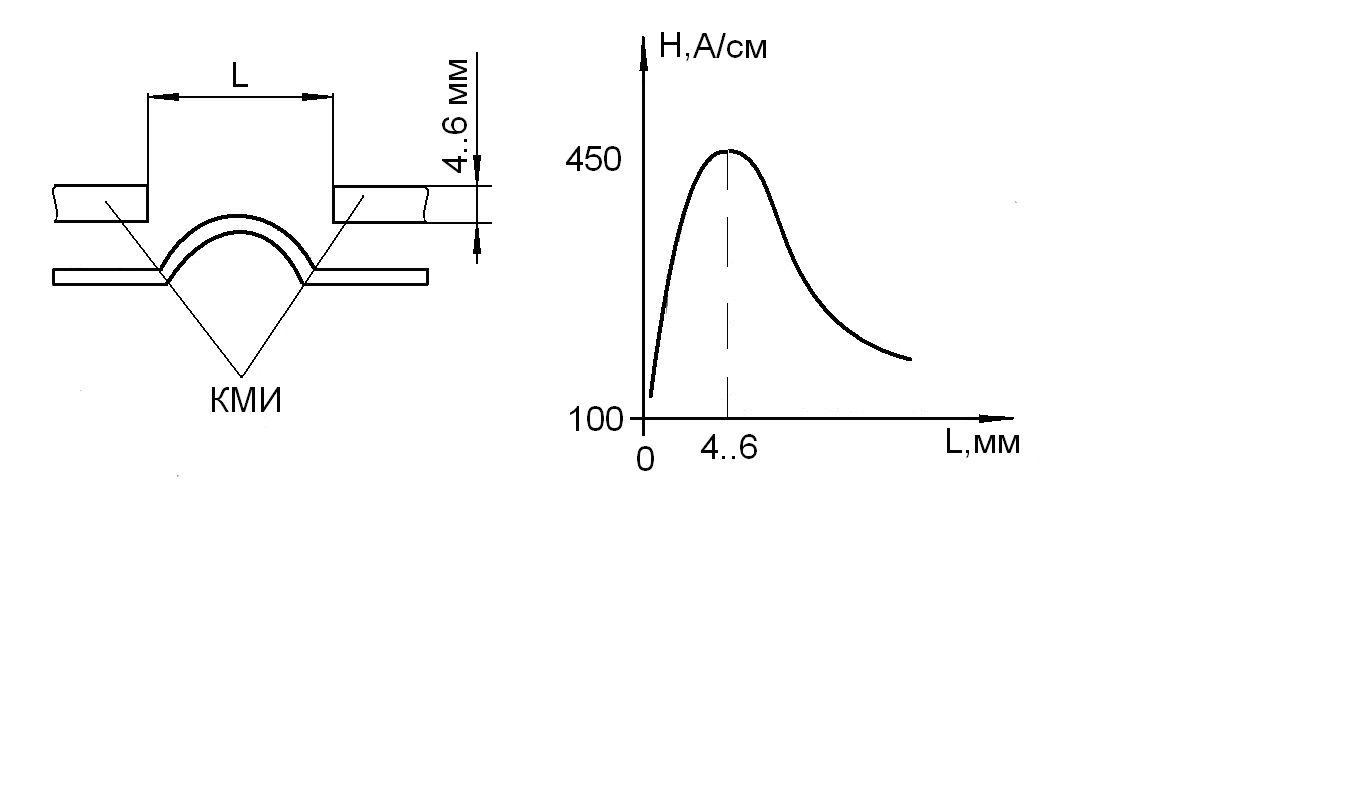
Н0=110 А/см.
Рис. Расположение концентраторов магнитной индукции относительно выпуклости шва
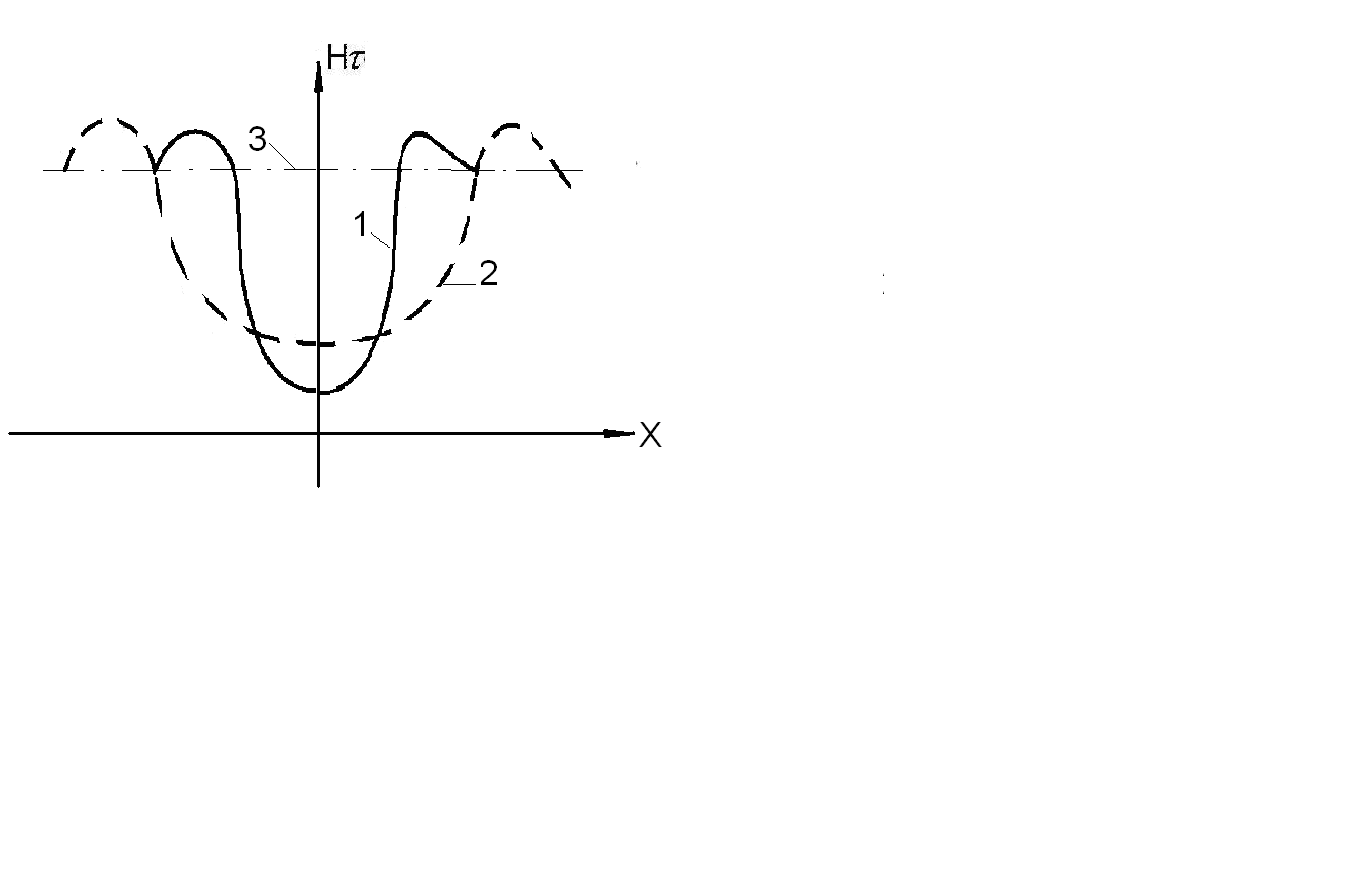
Рис. Изменение тангенциальной составляющей результирующего поля на поверхности сварного соединения в зависимости от направления намагничивания:
1 – поперек шва; 2 – под углом к продольной оси шва; 3 – вдоль продольной оси шва.
Рис. Различные направления намагничивания сварного соединения:
1 – поперек шва; 2 – под углом к продольной оси шва; 3 – вдоль продольной оси шва; заштрихованы сечения выпуклости шва.
Оптимальные условия для обнаружения локальных дефектов будут, когда сварной шов намагничивается вдоль его продольной оси. В этом случае размагничивающее действие выпуклости шва полностью исключается. Сварной шов оказывается намагниченным до уровня основного металла (рис. ,прямая 3). Реальная чувствительность метода по сравнению с традиционным методом возрастает в 4…5 раз.
Из сказанного выше следует, что целесообразно проводить раздельный контроль сварных швов на наличие протяженных и локальных дефектов. В первом случае шов намагничивают в поперечном, а во втором – в продольном направлении. Запись с ленты всегда считывают вдоль направления ее поляризации.
Временная селекция. От помех, обусловленных краями ленты и краями шва, можно отстроиться. Для этого достаточно применить две совмещенные магнитные головки с дифференциальной схемой включения:
Рис. К пояснению считывания записи с ленты двумя совмещенными индукционными магнитными головками
При набегании на край ленты в обмотках головок будут индуцироваться практически одинаковые ЭДС, которые на выходе можно исключить, путем встречного включения обмоток.
Недостаток – двухканальная дифференциальная магнитная головка позволяет обнаружить локальные, а также начало и конец протяженного дефекта.
Применение намагничивающих устройств на основе постоянных магнитов. Для обнаружения поверхностных и подповерхностных дефектов намагничивание контролируемой зоны с уложенным на ее поверхность магнитоносителем можно производить постоянным магнитом непосредственно через магнитоноситель.
Рис. Магнитографический метод контроля с намагничиванием объекта перемещаемым постоянным магнитом через магнитоноситель:
1 – магнит; 2 – магнитная лента; 3 – объект контроля.
Высокая чувствительность метода при малой массе намагничивающего устройства (20-50 г) достигается за счет 1) значительного увеличения напряженности магнитного поля в зоне дефекта при приближении к нему полюса магнита, 2) вследствие контроля в приложенном поле. Если магнит обращен к ОК гранью с одним полюсом, то при перемещении магнита магнитоноситель намагничивается сначала в одном, а затем в противоположном направлении.
Если при этом магнит наклонен к поверхности объекта, то напряженности этих полей отличаются по модулю. Исследования показали, что при изменении расстояния от магнита до ОК или при изменении высоты магнита, двуполярный сигнал, обусловленный дефектом сплошности, может сменить полярность полуволн, а также приобрести однополярный вид. Дадим объяснение этому явлению.
Под действием внешнего поля
![]() магнитная лента приобретает остаточную
намагниченность
магнитная лента приобретает остаточную
намагниченность![]() ,
а в месте действия поля дефекта
,
а в месте действия поля дефекта![]() - остаточную намагниченность
- остаточную намагниченность![]() .
.
Под действием поля противоположного
направления
![]() лента приобретает остаточную
намагниченность
лента приобретает остаточную
намагниченность![]() ,
а ее участки, находящиеся также под
действием поля дефекта
,
а ее участки, находящиеся также под
действием поля дефекта![]() ,
- остаточную намагниченность
,
- остаточную намагниченность![]() .
Контраст магнитной записи на ленте
равен:
.
Контраст магнитной записи на ленте
равен:
![]() .
.
Вследствие того, что напряженность поля
![]() может оказаться больше, чем
может оказаться больше, чем![]() ,
а также при большой величине дефекта,
при большой крутизне характеристики
магнитной ленты под действием поля
дефекта
,
а также при большой величине дефекта,
при большой крутизне характеристики
магнитной ленты под действием поля
дефекта![]() лента может приобрести остаточную
намагниченность
лента может приобрести остаточную
намагниченность![]() ,
которая меньше остаточной намагниченности
всей ленты
,
которая меньше остаточной намагниченности
всей ленты![]() .
В этом случае контраст записи на ленте
равен:
.
В этом случае контраст записи на ленте
равен:![]() ,
т. е. он отрицателен.
,
т. е. он отрицателен.
Возможен и третий случай: под действием поля дефектаодна часть участка магнитной ленты может оказаться намагниченной сильнее, вторая одинаково, а третья – слабее, чем вся лента под действием внешнего поля. В этом случае сигнал на экране осциллографа дефектоскопа становится с одной положительной и двумя отрицательными полуволнами, так как в дефектоскопах применяются индукционные магнитные головки, и ЭДС в катушке головки пропорциональна скорости изменения остаточного магнитного потока на ленте.
Таким образом, смена полярности полуволн и трансформация сигнала из двуполярного в однополярный при данном способе магнитографического контроля происходят вследствие гистерезисных явлений в ленте при изменении направления намагничивания ленты и объекта контроля в процессе перемещения магнита над лентой.