

8.11. Топография поля дефекта на поверхности соединения, выполненного сваркой плавлением
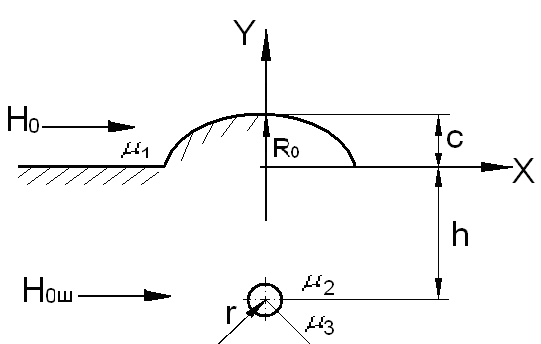
Рис. Расчетная схема
Тангенциальная составляющая поля
дефекта определяется из выражения:
 ,
,
где
![]() R0
=в2/8c,=
с+h.
R0
=в2/8c,=
с+h.
Расчет
![]() для случая, когда
для случая, когда![]() и
и![]() показал, что с увеличением глубины
залегания дефекта в плоскости симметрии
шва тангенциальная составляющая поля
дефекта претерпевает не только
количественное, но и качественное
изменение: начиная с некоторой глубины
залегания дефекта
показал, что с увеличением глубины
залегания дефекта в плоскости симметрии
шва тангенциальная составляющая поля
дефекта претерпевает не только
количественное, но и качественное
изменение: начиная с некоторой глубины
залегания дефекта![]() из колоколообразной трансформируется
в двугорбую кривую, максимумы которой
смещаются к краям валика шва.
из колоколообразной трансформируется
в двугорбую кривую, максимумы которой
смещаются к краям валика шва.

Рис. Характер изменения тангенциальной составляющей поля дефекта на поверхности сварного соединения при намагничивании шва в поперечном направлении
8.12. Суперпозиция полей, записываемых на магнитную ленту, в процессе магнитографического контроля
Дадим схематическую иллюстрацию изменения выявляемости дефектов в сварном соединении при увеличении глубины расположения дефекта в плоскости симметрии шва.
(Н0 + H) + Hd = Hp

Рис. Схематическая иллюстрация изменения выявляемости дефектов в сварном соединении при увеличении глубины расположения дефекта
Для изучения характера изменения тангенциальной составляющей результирующего поля на поверхности сварного соединения с увеличением глубины залегания дефекта необходимо суммировать указанные выше кривые. Из полученных в результате суммирования графиков видно, что с ростом глубины залегания дефекта дефект вначале проявляет себя колоколообразным выступом на кривой топографии результирующего поля (рис IIIа), затем максимум исчезает и происходит лишь повышение уровня суммарной кривой (рисIIIб). При дальнейшем увеличении глубины залегания дефекта на кривой топографии результирующего поля появляются либо два излома (рисIIIв), если дефект имеет небольшую величину или намагничивающее поле недостаточно, или два максимума ( рисIIIг). При дальнейшем увеличении глубины залегания дефекта эти максимумы смещаются к краям шва, сливаясь с максимумами, обусловленными валиком шва (рис.IIIд).
Расчетным и экспериментальным путем определены также области качественно разной выявляемости дефектов и в точках соединения, не совпадающих с плоскостью симметрии шва.
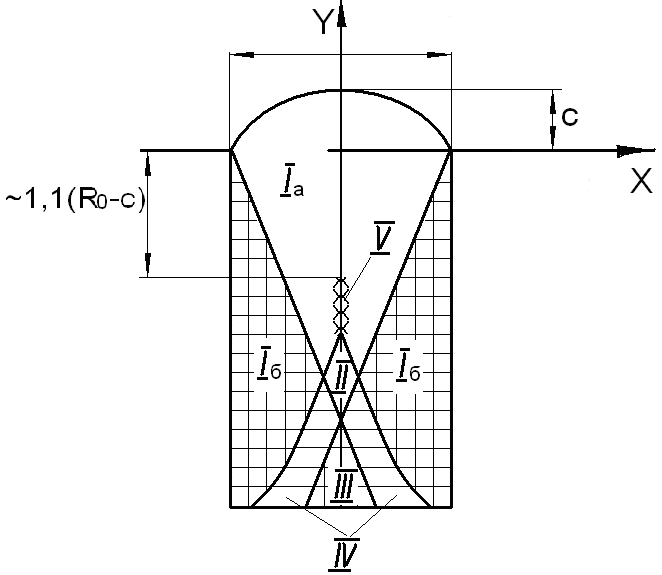
Рис. Области качественно разной выявляемости дефекта в сварном соединении
Будем считать, что дефект обнаруживается однозначно, если одному, двум, трем … дефектам соответствует 1, 2, 3, …импульса на экране дефектоскопа. Анализ топографий тангенциальных составляющих результирующих полей на поверхности сварного соединения для дефектов, расположенных в различных областях соединения, показал, что если дефект находится в области Iа, то он обнаруживается однозначно с возможностью завышения величины. Если же дефект располагается в остальных областях, то он обнаруживается неоднозначно, причем в областяхIб - с возможностью завышения величины, а в областяхII,III,IV,V- с возможностью ее занижения.
Известно, что занижение величины дефекта при контроле может привести к недобраковке изделий. Чтобы исключить недобраковку изделий вследствие делокализации поля дефекта, необходимо ограничить контролирующую толщину только теми областями, в которых дефекты обнаруживаются с возможностью завышения величины. Эта толщина зависит от расстояния до области V.
Расстояние до области Vопределяли экспериментально. По результатам экспериментов построены номограммы, которые позволяют по известным параметрам выпуклости шва (ширине В и высоте С) определить максимальную толщину, при которой в зоне контроля будут находиться только областиIа иIб.
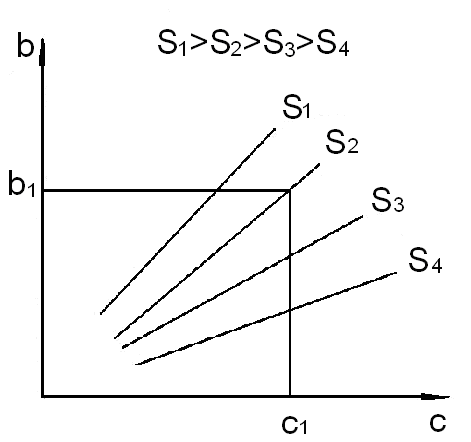
Рис. Номограммы для определения области применения магнитографического метода при контроле сварных соединений
Дефекты, находящиеся в области Iа, обнаруживаются традиционным методом. Если же дефект находится в областиIб, то поле рассеяния, обусловленное им, концентрируется у края выпуклости шва, налагаясь на поле рассеяния, вызванное выпуклостью шва. Выделить полезный сигнал (в данном случае сигнал от дефекта) из записанной суперпозиции полей затруднительно. Поле валика шва является в данном случае помехой.