

8.5. Щелевая функция воспроизводящей головки
Зависимость ЭДС в обмотке головки от
длины волны считываемой записи принято
называть щелевой функцией воспроизводящей
головки. Так как
![]() ,
то обычно рассматривают зависимость:
,
то обычно рассматривают зависимость:
![]()
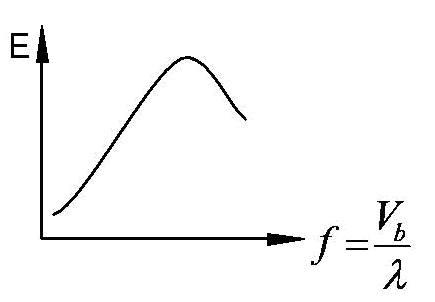
Рис. Щелевая функция воспроизводящей магнитной головки
Из графика щелевой функции видно, что
с уменьшением длины волны
![]() полуволновых диполей, считываемых
с ленты, амплитуда сигнала, снимаемая
с воспроизводящей головки, увеличивается.
Это происходит до тех пор, пока длина
полуволновых диполей не станет равной
ширине рабочего зазора головки. Повышение
ЭДС в головке с уменьшением
полуволновых диполей, считываемых
с ленты, амплитуда сигнала, снимаемая
с воспроизводящей головки, увеличивается.
Это происходит до тех пор, пока длина
полуволновых диполей не станет равной
ширине рабочего зазора головки. Повышение
ЭДС в головке с уменьшением![]() объясняется увеличением скорости
изменения магнитного потока, пронизывающего
обмотку головки.
объясняется увеличением скорости
изменения магнитного потока, пронизывающего
обмотку головки.
При дальнейшем уменьшении
![]() происходит уменьшение ЭДС. Это объясняется
тем, что магнитный поток таких диполей
все меньше замыкается через сердечник
магнитной головки. Кроме того, в этом
случае возникают значительные частотные
потери, связанные с ростом вихревых
токов в сердечнике головки. Поэтому,
ширину рабочей щели воспроизводящих
головок обычно выбирают из расчета
0,5-0,7 наименьшей длины волны записываемого
сигнала.
происходит уменьшение ЭДС. Это объясняется
тем, что магнитный поток таких диполей
все меньше замыкается через сердечник
магнитной головки. Кроме того, в этом
случае возникают значительные частотные
потери, связанные с ростом вихревых
токов в сердечнике головки. Поэтому,
ширину рабочей щели воспроизводящих
головок обычно выбирают из расчета
0,5-0,7 наименьшей длины волны записываемого
сигнала.
Сигналы, снимаемые с воспроизводящих головок при считывании записи, необходимо предварительно усилить. Для этого применяют специальные усилители воспроизведения. При разработке схемы усилителя воспроизведения во избежание частотных искажений необходимо учитывать характер щелевой функции воспроизводящей головки. Спад частотной характеристики усилителя следует рассчитать таким образом, чтобы в результате сложения ее со щелевой функцией головки получалась суммарная частотная характеристика, близкая к прямолинейной.
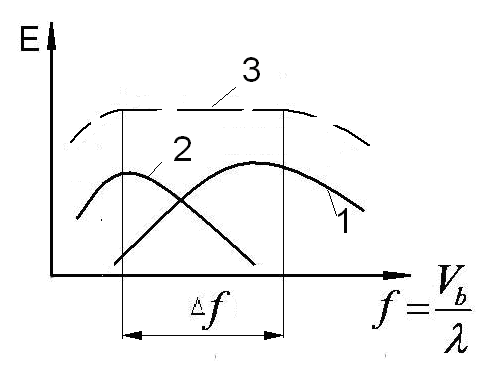
Рис. Выбор частотной характеристики усилителя:
1 – щелевая функция воспроизводящей головки;
2 – частотная характеристика усилителя воспроизведения;
3 – результирующая характеристика;
![]() - рабочая частота
тракта воспроизведения.
- рабочая частота
тракта воспроизведения.
8.6. Форма выходного сигнала
а) б)
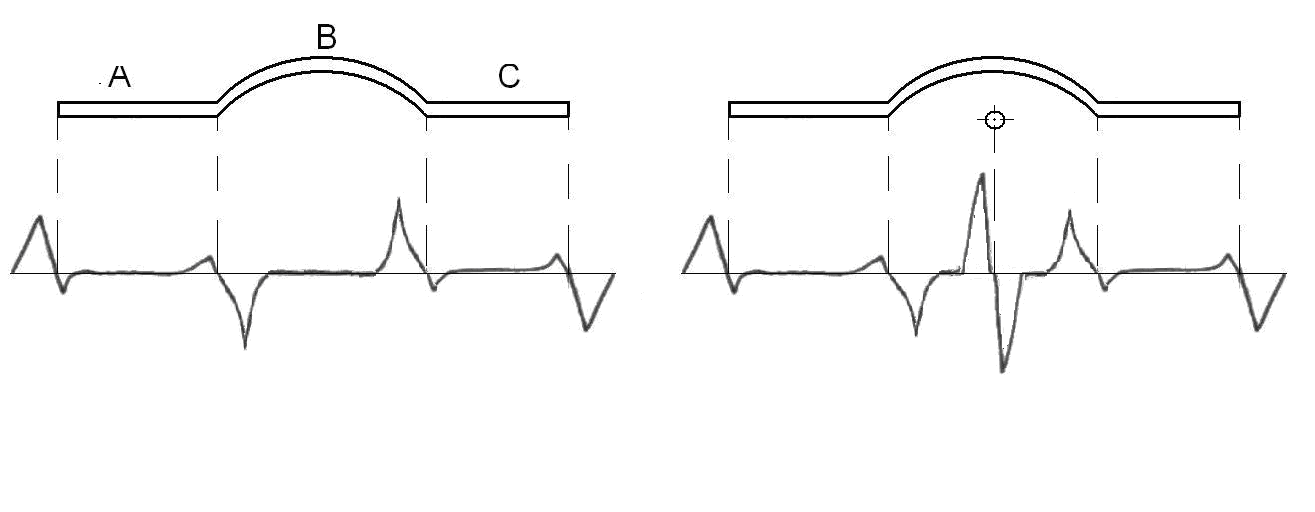
Рис. Вид сигналограмм при отсутствии (а) и при наличии (б) дефекта в шве
При контроле в приложенном поле (при намагничивании ОК в поперечном направлении) в случае отсутствия дефекта магнитная лента приобретает различную намагниченность в зонах А, В и С (рисунок слева). Нетрудно видеть, что намагниченность в зонах А и С определяется действием внешнего поля, а в зоне В – дополнительного поля, обусловленного выпуклостью шва.
При считывании записи с ленты в поперечном направлении магнитный поток в сердечнике индукционной головки будет претерпевать изменения при входе в зону А, при переходе из зоны А в В, а также – при переходе из В в С и при выходе из зоны С, но с противоположным знаком, так как изменение потока противоположно (если в первом случае убывает, то во втором–возрастает).
8.7. Дефектоскопы для магнитографического контроля
В качестве чувствительного элемента первые приборы содержали обычную индукционную головку, которая располагалась неподвижно. Считывание записи с ленты осуществлялось возвратно-поступательным движением ленты.
Затем появились считывающие устройства, в которых магнитная лента двигалась поступательно, а считывающая индукционная головка совершала возвратно поступательные движения. Из-за низкой скорости передвижения головки относительно ленты чувствительность воспроизводящих устройств была невысокой.
В 1959 г. в дефектоскопе МД-9 впервые был использован барабан с вращающейся магнитной головкой. Был разработан ряд магнитографических дефектоскопов. Наиболее распространенными были МГК-1, МДУ-2У, ЦМТД – 11 (цветной магнитнотелевизионный дефектоскоп), МД- 50(с записью на электротермическую бумагу).