4.1 Сурет – Бәсеңдеткішті жинақтау сұлбасынан үзінді
Бастапқыда АВ тік сызығын жүргізеді, ал жинақтау бірізділігі үшін уақыт осі болып табылады. Сосын тік бойымен кез келген масштабта бірнеше көлденең бірнеше аймақтар белгілейді. Жоғарғы аймақ-бөлшек аймағы, төменгі-жинақтау бірліктері аймағы күрделілігі дәрежесі бойынша өседі.
Бірінші жинақтау сүлбесінде бұйымның орнықтырушы бөлшегі 1 және оны тік сызықпен АВ қосады. Ары қарай жинақтау бірізділікпен басқа бөлшектердің реттік санын жазады. Егер орнықтыру алдында орнықтырушы бөлшекке бірнеше бөлшектерді бөлек жинақтау бірлігіне жинақтайды, онда сүлбеде бұны көлденең сызық аi-вi белгілейді. Оның бастапқысын берілген жинақ бірлігінің орнықтырушы бөлшегі анықтайды. 6, 3, 15, 17 әрбір осындай жинақтаушы бірлік өз аймағында өз реттік номерін алады: 1, 2, 3, 4.
Жиі алдын ала жинақталған бөлшектерді орнату кезінде талдау қажет. Жинақтау сүлбесінде оны сызық сызықтарымен көрсетіледі, белгіленген бөлшектердің тік сызығынан басталып және АВ сызығында аяқталады, яғни берілген бөлшек арасында және оны қайталап орнату арасында.
Бақылау сұрақтары:
1. Технолог үрдісті жобалау кезінде техникалық принцип негізіне не қаланған?
2. Технологиялық үрдісті жасау кезінде технологиялық принциптін негізіне не қаланған?
3. Тетіктерді механикалық өңдеудің технологиялық үрдісін жобалау үшін қандай бастапқы мәліметтер қажет?
Бірдей бұйымдарды жасауға арналған бірнеше технологиялық процестердің мүмкін варианттарының ішінен қандай критериялар бойынша таңдап алынады?
Ұсынылған әдебиеттер: Нег.1 [292-480]; нег 2 [65-77]; қос.4 [227-302].
5 Дәріс. Шағын сериялы өндіріс шарттарында ұсталық-қалыптау машиналарының ірі тетіктерін жасау кезінде қолданылатын жабдықтар мен әбзелдер.
ҰҚЖ тетіктерінің атау тізімі өте кен тараған. өңдеу маршрутын таңдау өңделетін тетіктін пішініне, өлшемін, массасына, санына, технологиялық жабдыққа, әбзелге және басқа да факторларға байланысты. ҰБЖ тұрқылы тетіктерін өңдеу кезінде жабдықты қолданудың көп кездесетін сұлбалары:
- жазықтықтарды бойлық-сүргілеуіш (БС) немесе бойлық-жонғылау (БЖ) білдектерінде, ал тесіктерді бойлық-кеңейжону білдегінде өңдеу;
- жазықтықтарды бойлық-сүогілеуіш немесе бойлық-жонғылау, центірлік тесіктерді айналма үстелді білдектерде, қалған тесіктерді кеңейжону білдектерінде өңдеу;
- жазықтықтарды және центрлік тесіктерді айналма үстелді білдектерде, ал қалған тесіктерді кеңейжону білдектерінде өңдеу;
- толық өңдеу кеңейжону білдектерінде.
Көрсетілген барлық сұлбаларда, кеңейжону білдектерінде алу қиынға түсетін кішігірім тегіс және бекіту тесіктерін өңдеу үшін радиалды-бұрғылау білдектерін қолданады. Сонымен тетіктін нақты ерекшелеріне байланысты қосымша басқада жабдықтарды қолданады: тасымалданатын сүргілеуіш, қашау, бұрғылаубілдектері; арнайы ажарлағыш құрылғыларды және т.с.с. Бірақ бұл қосалқы техникалық жабдықтар, өңдеудің жалпы бірізділігін таңдауды шарттамайды және тетік жасау циклы мен жалпы еңбексиымдылығын анықтамайды.
Көбнекей бірінші сұлбаны қолданады. ҰҚЖ шығаратын зауоттарда үстел ауданы (4…5 м) х (10…12 м) және жүк көтергіштігі 150т дейінгі, ауыр бойлық-сүргілеуіш және бойлық-жонғылау білдектері бар.
Екінші және үшінші сұлбаларды әдетте үлкен диаметрлі бас тесігі бар тетіктер үшін қолданады,оларды кеңейжону білдектерінде өңдеу қиынрақ және аз өнімділікті. әсіресе үшінші сұлба үшін ені мен ұзындығынын қатынасы, бірге жуық болғаны дұрыс. Кері жағдайда бүйіржақ беттерді айналма үстелі бар білдектерде өңдеу құралдың біршама бос жүрістерімен өтеді.
Төртінші сұлба бойынша, айналма үстелді, бойлық-сүргілеуіш және бойлық-жонғылау білдектердің мүмкіншіліктерінен габариті тек массасы үлкен тетіктерді өңдейді.
Материалдың, өңдеуге біршама және тегіс емес әдіптерін, және де құйылған үлкен габаритті дайындамалардың кішігірім дәлдігін ескере отырып дайындамадан тетікті оңтайлы пішу (рационально выкроить). Бұл дайындамаларды белгілеу көмегімен жүргізіледі. Белгілеу кезінде екі негізгі мәселе шешіледі: барлық өңделетін беттерде қажетті әдіптер бар ма және және тетіктің қажетті дәлдігін алу үшін өңделетін беттердің арасында бұл әдіптерді тиімді түрде үлестіру.
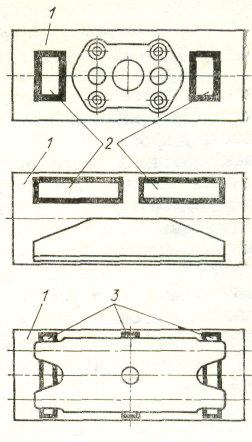
Барлық қарастырылатын тетіктер үшін жалпы болып олардың дайындамаларын білдектердің үстеліне онтайлы орнатудың ұсыныстары танылады. Жүктеу үстел ауданына бірқалыпты таралуы қажет. Бұған 5.1 суретте көрсетілгендей дайындаманың үстелге түсіретін қысымын үлестіретін арнайы төселгіштерді 3 қолданумен немесе үстелге 1 қосымша жүктеулерді 2 орнату жолымен жетуге болады.