

5.1 Сурет – Білдек үстеліне біркелкі жүктеулерді қамтамасыз ету тәсілдері
Ауданы үлкен беттерді өңдеу кезінде жазықтықтарды қамтамасыз ету құралдың кесу жиегінің тозуы нәтижесінде қиындықтар тудырады. Әсіресе қаяуы, күйік және ағартылмалары бар құйылған дайындамаларды қабыршықты өңдеу кезінде байқалады. Бірінші өтуде түпбетті жонғышты қолдану өнімді болып табылады, бірақ мұнда қажетті жазықтықпен, беттін кедір-бұдырлығы алынбайды. Жақсы нәтижелерді соңғы өңдеу үшін үлкен кескіш жиекті сүргілей кескішті және эльборлы жонғышты қолданумен алынады. Қарапайым кескіштермен салыстырғанда өнімділігі 3...4 есе артады, кедір-бұдырлығы Rz = 20 мкм төмен болмаған кезде. Чашалы кескіштер үлкен шыдамдылыққа ие. Бір кескішпен 30...40 м2 бетті өңдеуге болады, 0,06 мм төмен емес жазықтықтарды қамтамасыз етумен.
Сондай ақ соңғы өңдеу үшін үлкен диаметрлі (800-1000 мм) бір тісті түпбетті жонғыштарды қолданады.
Кедір-бұдырлықты төмендету және тетіктің материалының беткі қабатын беріктендіру үшін бойлық-сүргілеуіш білдектерін қолдана отырып беттерді аунақшалармен бүрлеуді қолданады. Бүрлеу режімдері мен аунақшалардың диаметрін таңдау, беткі қабаттын қажетті параметрлерін алу үшін маңызы зор. Қырумен салыстырғанда бүрлеу еңбексиымдылықты 10...20 есе азайтады.
Тұрқылы тетіктерде параллель немесе әр жазықтықтарда бұрышпен орналасқан үлкен диаметрлі дәл тесіктер болады. Тесіктерді өңдеу үшін негізгі жабдығы болып кеңейжону білдегі табылады. Орнату орнығына қатысты тік орналасқан аса үлкен диаметрлі қысқа тесіктерді өңдеу үшін айналма үстелді білдектерді қолданады.
Тесіктерді өңдеудің келесі сұлбалары көп таралған: дайындаманы бір орнату кезінде, бірнеше орнату кезінде немесе айналма үстелде консоьді құралбілікпен; бір немесе бірнеше орнату арқылы кеулейжону қарнағымен.
Егер айналдырық шығарығы, кеңейжонылатын тесіктін диаметрі сәйкескелген кезде құралбіліктін иілуі бойынша мүмкіндік нормаларынан аспаса консольды құралбілікпен өңдеуді қолданылады. Кеңейжону білдектері үшін мүмкіндік қатынастары ережеленеді және олардын түрқұжатында көрсетіледі. Мысалға, кеңейжону білдегінің айналдырық диаметрі 320 мм және кеңейжонылатын тесіктін диаметрі 700 мм болса айналдырықтың ең үлкен мүмкіндік шығырығы 2000 мм құрайды.
Егер кеңейжонылатын тесіктердің немесе тесіктер жүйесінің ұзындығы консольды өңдеудің мүмкіндік нормаларынан артық болса, екі жақты өңдеуді қолданады, тетікті қайта орнатумен немесе айналма үстелді қолданумен. Айналма үстелдерді қолдану тесіктердің өстілігі және олардың берілген бұрыштық жағдайы бойынша жоғарғы дәлдікпен қамтамасыз етуге мүмкіндік береді, себебі үстелмен қамтамасыз етілетін бұрылу дәлдігі жеткілікті жоғары. Бірақта үлкенгабаритті және ауыр тетіктерді қолданыстағы айналма үстелге көпжағдайларда орнату мүмкін емес. Мұндай жағдайларда тесіктерді кеңейжону кезінде кеулейжону қарнағын қолданады. Бұл тәсілді қолдану сүйеуіш тіректі орнатуға, кеулейжону қарнағын тетікке енгізуге, оны тесік центірімен дәлдеуге және кескішті өлшемдерге реттеуге кететін біршама уақыт шығынымен байланысты.
Бір тесікті өңдеуден келесісіне өту кезінде сүйеуіш тіректі қайта орнатумен дәлдеу уақытын азайту үшін қозғалмалы күймешеге орнатылатын, бойлық және тік бағытта қозғалысын дәл санайтын құрылғылармен жабдықталған сүйеуіш тіректерді қолданады. Бұл кеулейжону қарнағымен жұмыс істеген кезде қосымша уақытты 4...5 есе азайтуға мүмкіндік береді.
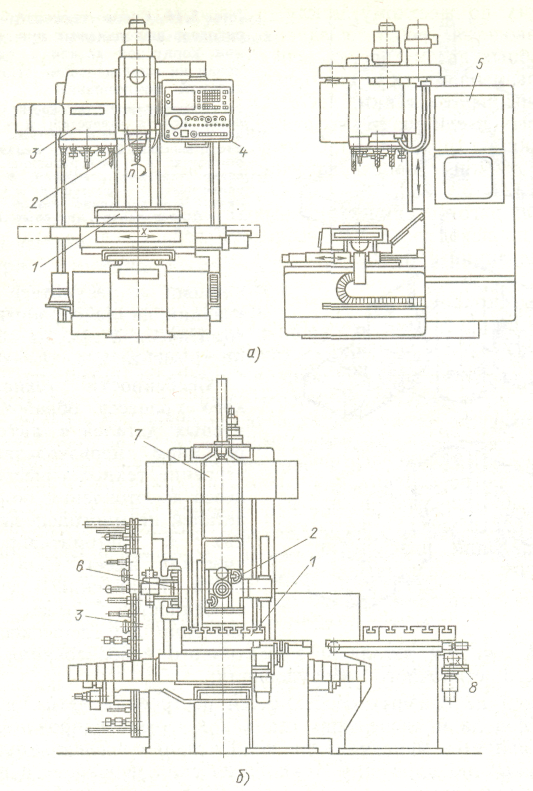
а – айналдырықтын тік орналасуымен;
б - айналдырықтын бойлық орналасуымен;
1 – білдек үстелі; 2 - айналдырық; 3 - құал-сайман магазині; 4 – еркн бағдарламалау үшін дисплейі мен клавиатурасы бар басқару пульты; 5 – СББ жүйесінің тірегі;
6 – құралды автоматты ауыстыру манипуляторы; 7 – көп-айналдырықты бастардын магазині; 8 – үстел-лаушығын (спутник) ауыстыру механизімі