

14.1 Сурет – Тоқпақ қалыптары
Таза өңдеуден кейін әдіп қалдырады: бойлық өлшемдер бойынша 0,3...0,5 мм, ажырау бетінде 0,2...0,3 мм. Тозу үрдісі кезінде қалыптың жылға терендігі азаятының ескеріп, терендік өлшемдерінің жоғарғы ауытқулары бойынша өңдеуді орындайды. Таза жалға мен құлыптан кейін тік-жоңғылау білдегінде ұстағыштарға 8 ойықтар, тексеруге құю бунақтарын, қылау бунақтарын өңдейді; жылға шетінде тексеру құймасынның нақты контурын алу үшін ені 1,5...2 мм жолақ қалдырады.
Содан кейін соңғы жылғаны тексеруге құю жүргізіледі: жылғаға жұмсақ болат сымнан диаметрі 2...3 мм қаңқа салады (немесе ірі соғылмалар үшін 5...8 мм); қалыпты құрастырады, тексеру бұрышы бойынша дұрыстайды, бұрандама қысқышпен тартақысады және ұстағыш ойығын жоғары қаратып үстелге қояды; балқытылған қоспаны бунақ арқылы жылғаға құяды. Құйманы тексеру мен өлшеу жылға жарамдығы туралы қорытынды жасаудың негізі болып табылады.
Дайындау жылғаларын өңдеумен қалыпты механикалық өңдеу кешенінің негізгі бөлігі аяқталады.
Қалып жылғасын тұтас кубикке жылға-ендірме элементтерін баспалау жолымен жасау мақсатты болып табылады. Цилиндрлі ендірмелерді 16, 17, 14.1, г, сурет, токарлы білдектерде жасайды, пішінділерді - жонғылайды. Кубиктерде тікбұрышты ендірмелерді 2,3, баспалау үшін, 14.2 сурет, алдын ала сәйкесінше ұяларды өңдейді. Соңғы өңдеуді баспалағаннан кейін жүргізеді.
Қалып ендірмелерін қалыптауға болады. Қалыпталған ендірмелер жонылған ендірмелерге қарағанда шыдамдылығы 1,3...1,4 есе үлкен болады, сонымен қатар ендірмелер тозғаннан кейін оларды ауыстыру мүмкіндігіне байланысты қалыптың жұмыс мерзімі ұзарады.
Жекелеген үлкенгабаритті қалыптарды жасау үшін құм немесе метал өзекшелермен құм қорамға құюды қолданады. Қалып ендірмелерін сумен салқындатылатын темірқорамға құяды.
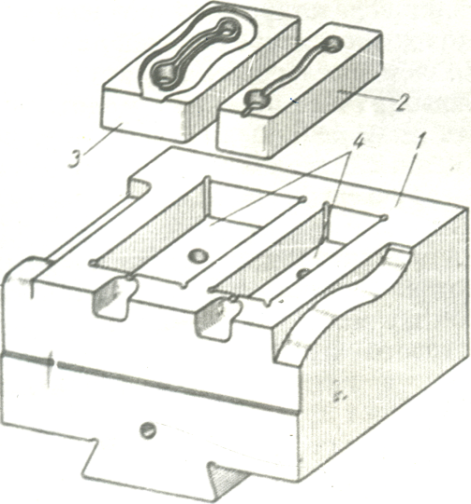
1 – дайындау жылғалары бар жиынтық; 2 – қаралтым жылғаның ендірмесі;
3 – соңғы жылғаның ендірмесі; 4 – ендірмелерге арналған ұялар
14.2 Сурет - Құралған тоқпақ қалыбы
Қосиінді баспақтар үшін қалыптарды жасау. Қосиінді ыссы қалыптау баспақтарында қалыпталатың соғылмалардың дәлдігі, тоқпақтарда қалыпталатың соғылмалар дәлдігінен жоғары. Итеріп шығарғыштардың бар болуына байланысты соғылмаларды төменгі қалыптау еністігімен жасайды. Сәикесінше ҚЫҚБ қалыптарын жасау кезінде дәлдік талаптары, 14.3 сурет, тоқпаққалыптарын жасау кезіндегіден жоғары болады.
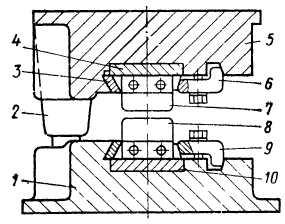
1- жиынның төменгі тақтасы; 2 – бағыттаушылар; 3 – ендірмелерді бекітетің сыналы тақтайша; 4,10 – тіреуші тақталар; 5 – жиынның жоғарғы тақтасы; 6,9 – ұстатқыштар; 7,8 – жылғалы ендірмелер
14.3 Сурет – қықб қалыбы
Ендірме жылғаларына тіреуші жазықтықтардың параллелдігі жиынтықтың тіреуші жазықтығына қатысты тіреуші жазықтықтың ұзындығынан 0,02 % аралығында болуы тиіс. Жиынтықтың жоғарғы және төменгі жазықтықтарының параллелдігінен ауытқу, олардың ұзындығынан 0,03 % дейін рұқсат етіледі. Бағыттаушы бағанашықтар мен төлкелердің остестігі жиынтық тақтасын бірге өңдеумен қамтамасыз етіледі. Жұмыстық бетке кедір-бұдырлық талаптары, тоқпақ қалыптарының бет кедір-бұдырлығына қойылатын талаптарға ұқсас.
Қосиінді баспақтарға қалып жиынтығын жасау қаңылтыр қалыптауға арналған қалып жиынтығын жасауға ұқсас. Тақта жиынтықтарының дайындамасы ретінде болат құймаларды қолданады; оларды жазықтықбойынша өңдейді және құрастырылған күйінде бағаналар мен төлкелерге тесіктерді кеулейжонады. Ендірмелерге ұяларды өңдегеннен кейін барлық қалған ұяларды, ойықтарды, терезелерді белгілейді және өңдейді, итеріп шығару, қысу механизімдерін және басқада тетіктерді құрастыруды орындайды.
Призмалық ендірмелерді, тоқпақ қалыбын өңдеу бірізділігіне ұқсас өңдейді. Тоқпақ қалыптарынан айырмашылығы, призмалық ендірмелерді барлық сыртқы беттері бойынша өңдейді. Сонымен қатар ендірмелердің еністік беттері тіреуші тақтайша және десте қыспағының түйісетің жазықтығының еністік бұрышымен келісілуі қажет. Белгілеуге дейін ендірменің алдынғы қуысы өңделген тіреуіш жазықтық орнығымен ажарлануы қажет. Жұмыстық қуысты белгілеу екі ендірмеге сәйкес қатаң түрде жүргізілуі қажет, оларды біратаулы орнықтардан – енкіш тіреуішті жазықтықтардан жүргізу керек. Жылғаны көшірме-жонғылау білдегінде бабына жеткізумен өңдейді, термиялық өңдеуге дейін және кейін.
Қолданылуы ұқсас тоқпақ қалыптарының жұмыстық қуыс айырмашылығына байланысты, қосиінді баспақтарда орнатылатың қалыптарда газ шығаратың арналарды бұрғылайды, олар қалыптың терен қуысында майдын жану үрдісінде пайда болған ауа мен гадың еркін шығуына арналған. Әдетте газ шығаратың арналардың диаметрі 1,2..1,5 мм құрайды. Мұндай диаметр кезінде метал каналға ақпйды, ал соғылманың бетінде пайда болатын шығынқылық оның сапасына әсер етпейді.
Арналарды орындау қарапайым болуы үшін кіші тесіктерді 15...20 мм терендікке бұрғылайды, содан кейін жылғаның келесі жағынан кіші тесікпен жалғасқанға дейін диаметрі 8...15 мм тесікті бұрғылайды. Қоршаған ортамен байланыстыру үшін жылғалы ендірменің негізгі бетінде, барлық тесікпен қилысатың, радиусы 5...6 мм арна жонады.
Бақылау сұрақтары:
1. Тұтас тоқпақ қалыптары үшін дайындама болып не табылады?
2. Тоқпақ қалыптарын жасау талаптарын анықтайтын негізгі құжаттама болып не табылады?
3. Құрама тоқпақ қалыптарының құрылымдық ерекшеліктері қандай?
4. ҚЫҚБ қалыптарында газшығару арналарын қарастырады, ал тоқпақ қалыптарында - қарастырмайды?
5. ҚЫҚБ ендірмелерін жасау тәсілдері?
Ұсынылған әдебиеттер: Нег.3 [138 - 152].