6 Дәріс. Тоқпақ тұғырларының құрылымдық ерекшеліктері. Тоқпақ тұғырларын жасау технологиясы.
Тоқпақтардың негізгі тетіктері тұғыр, бағытатауыштар, төстер, жұмыстық цилиндрлер, орнық, соташық және поршень болып табылады.
Тоқпақтардың тұғырлары құрылымына қарай – бір тіректі және екі тіректі болып бөлінеді (арка және көпір тәрізді), 6.1 сурет. Көпір тәрізді тұғырлар екі тірегі бар көлденең болат көпір тәріздес болып келеді.
Олардың дайындамалары шойын немесе болат құймакесектер (бір не екі тіректі соғу тоқпақтары), қаңылтыр немесе сорттық илемнен пісірілген немесе тойтарылған дайындамалар болып келеді.
Төстін жасалуына қарай төсті тоқпақтар және төссіз тоқпақтар деп бөледі.
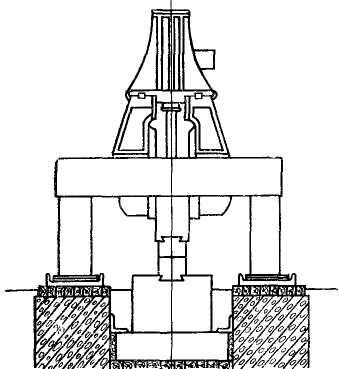
Технологиялық қолданылуына қарай тоқпақтарды соғу (еркін соғу үшін) массасы 10...15, қалыптау – массасы 20...25 (төс массасының құлау бөлігінің массасына қатысы) 6.2 сурет, (көлемді қалыптау үшін) және қаңылтыр қалыптайтын (қаңылтыр дайындамалардан қалыптауға арналған) болып бөлінеді.
Соғу тоқпағына қарағанда қалыптау тоқпағының төсі машинаның негізі болып табылады.
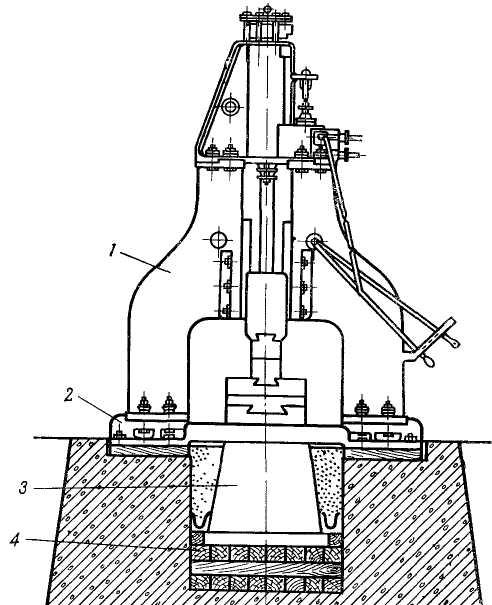
а – екі тіректі аралы; б – екі тіректі көпірлі.
6.1 – Сурет соғу тоқпақтарының құрылымы
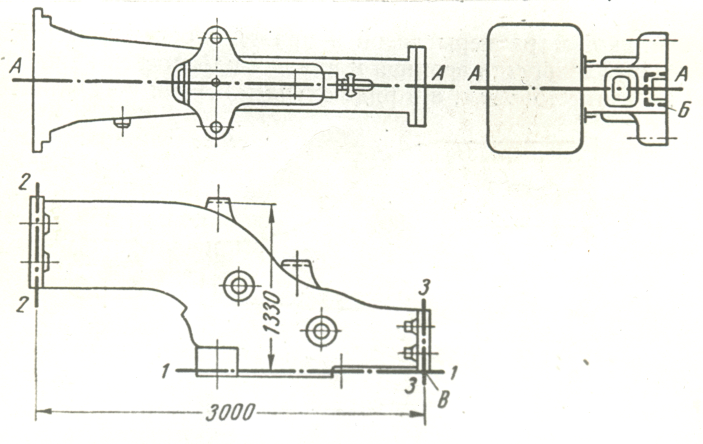
Тоқпақ тұғырлары. М-415 типтегі пневматикалық соғу тоқпағының тұғыры СЧ 18 (НВ 170...229) шойыннан жасалған, салмағы 3900кг, 6.3 сурет.
Оны пішіндеу машинасын қолданбай жасалған құм пішіндерде құю арқылы алады. Мұндай құю әдісімен алған кезде құйманың дәлдігі төмен болады, бірінші операцияда міндетті түрде белгілеуді қолданады.

6.2 Сурет – Бу-ауалы қалыптау тоқпағы
Белгілеудің орнығы ретінде, 6.3 сурет, I—I симетрия жазықтығы және II—II, III—III пен IV—IV тесіктердің остері қолданылады. Бірінші операцияда жоңғылап-кеңейжону білдегінде 1-1 бүйіржағын, IV—IV ось бойынша тесіктер жүйесін және құйылмашық П А-өлшемге, сондай ақ барлық кішкентай өлшемдер мен IV—IV оске паралель бекіту тесіктерін өңдейді. Сонымен қатар дайындаманы бүйір бетке орнатады да домкраттардың көмегімен I—I симетрия жазықтығын (орнату орнығы), ернемектің бүйіржақ бетін 1-1 (бағыттаушы орнық) және IV—IV ось (А-өлшемді алуға арналған тіреу орнығы) бойынша дұрыстайды. Келесі операцияларда ернемек пен құйылмашық (платик) беттерін бірлік технологиялық орнық ретінде 2-2, 3-3, 4-4 беттерді II—II, III—III , IV—IV остері және М-табаны бойынша өңдеген кезде қолданады. .

6.3 Сурет – Соғу тоқпағының тұғыры
Өңдеу сол білдектерде бірнеше орнату немесе бір орнатумен, егер бұрылатын үстел қолданылса, жүргізіледі. Тұғырдың ернемектің бүйірінде тұрақты күйін қамтамасыз ету үшін В- нүктесіне келтірілетін тірек қояды. Бағыттаушы орнық ретінде II—II және III—III тесік остері, ал тіреуші – құйылмашық П алынады.
Содан кейін, осы технологиялық базаларды пайдалана отырып //—// және III—III остер бойынша тесіктерді кеулейжонады және кеңейжаюмен беріктендіреді. Өңдеудің соңғы сатысы болып белгілер мен салмалы кезеулеткіштер бойынша тетікті бірнеше орнату арқылы радиалды-бұрғылау білдектерінде бұрғылау мен бекіту тесіктеріне бұрандаларды салу. Барлақ негізгі өлшемдер мен өңделген беттердің сипаттамасына бақылау жүргізеді.
Тоқпақтар тіреуіштері. Орташа өлшемді тоқпақтардың оң және солжақ тіреулерін СЧ 21 (НВ 170…241) шойыннан жасайды, тіреудің салмағы 2855 кг. Шағын-сериялы өндірісте тоқпақтың оңжақ және солжақ тіреулерін ағаш үлгілер бойынша жасалған құм пішіндерде құю арқылы алады.
Бірінші операция – құйманы белгілеу, 6.4 сурет. Өңдеудің барлық негізгі беттері (1-1; 2-2; 3-3), А-А остік жазықтығы және бағыттаушы тіреулер Б бойынша сызықіздер белгілеу. Белгілеу кезінде тетікті бүйір жазықтыққа үш тірекке қондырады, олардың екеуі реттеледі. 1-1 жазықтық пен бағыттаушылардың Б бүйіржақтары әріқарай негізгі технологиялық орнық болып табылады. Тіреудің жоғарғы бөлігінің тұрақтылығын қамтамсыз ету үшін 1-1 жазықтықтың денгейінде болатындай құйылма жасайды.