

14 Дәріс. Ыссы көлемді қалыптау қалыптарын жасау технологиясы. Тоқпақ қалыптарын жасау. Қосиінді ыссықалыптау баспақтарының қалыптары.
Ыссы қалыптауға арналған қалыптар ауыр шарттарда жұмыс жасайды. Қалыптаудың әр циклында олар температура мен кернеудің бірден өзгеруіне ұшырайды. Соған байланысты қалыптардың материалы жоғары температураларда беріктік, қаттылық, тұтқырлық, тозуға- және жануғатөзімді қасиеттері болуы тиіс.
Тоқпақ қалыптарын жасау талаптарын анықтайтын негізгі құжаттама болып МЕСТ 21546-76 «Көлемді қалыптауға арналған пішіндейтін тоқпақ қалыптааы» табылады, мұнда сызықтық, тік және бойлық шектік ауытқулары, беттін пішіні мен орналасуына талаптар, қалып бөліктерінің мүмкіндік ығысулары, беттін кекдір-бұдырлық параметрлері тағайындалған.
Тоқпақ қалыптарың бастапқы дайындамалардан жасайды - кбиктерден, МЕСТ 7831-78. Кубиктерді құймакесектерден соғады. Соғудан кейін кубиктерді босандатады.
Тоқпақ қалыптарының материалы: орташақоспаланған хромоникельді болат: 5ХНМ, 5ХНВ, 5ХНВС және хромомарганцті – 5ХГМ, 6ХВГ.
Тоқпақ қалыптары былай бөлінеді:
- ұсақ – (180 х 380 х 380);
- орташа – кубик биіктігі 300 ден 400 мм дейін (320 х 670 х 800);
- ірі (ауыр) - кубик биіктігі 400 мм үлкен (500 х 1250 х 1800).
Қалыптау кубиктерін механикалық өңдеу операцияларын тұрғызу дайын тетіктін сызбасынан берілген қаттылық шамасына тәуелді. Қалыптың жұмыстық бетінің қаттылық шамасына сәйкес оларды механикалық өңдеудің технологиялық бірізділігі үш сұлбаның бірімен жүргізіледі:
1) кубик биіктігі 300 мм дейін ұсақ және орташа қалыптар механикалық өңдеудің толық циклынан өтеді, НВ 387…444 қаттылыққа дейін шынықтырылады және босандатылады, содан кейін слесарлық жетілдіріледі және әрленеді; 2) кубик биіктігі 300 ден 400 мм дейін орташа және жартылай ауыр қалыптар алдын ала механикалық өңдеуден өтеді, НВ 363…387 қаттылыққа дейін шынықтырылады және босандатылады, содан кейін соңғы өңделеді; 3) кубик биіктігі 400 мм үлкен ауыр қалыптар алдымен НВ 302…301 қаттылыққа дейін шынықтырылады және босандатылады, содан кейін олар механикалық өңдеудің және слесарлық жетілдірудің толық циклынан өтеді.
14.1 суретте тоқпақ қалыптарының мысалы келтірілген. Оларды өңдеудің типтік бірізділігі келесі операциялардан тұрады. Белгілеу үстелінде көтеру тесіктерін 1 белгілейді; тесіктерді радиалды-бұрғылау немесе кеңейжону білдектерінде бұрғылайды; кубиктердің сүргілеу сызықтарын белгілейді және бойлық-сүргілеу (жоңғылау) білдегінде бір уақытта екі кубикті сүргілейді: а) ажырама жазықтығы 4 жағынан сүргілейді; б) бойлық тексеру 6 жағын 5...10 мм терендікке және 60...80 мм биіктікке сүргілейді; в) 5, 10, 11 жазықтықтарды, 5 және 11 жазықтықтар арасындағы бунақтарды, 10 және 11 жазықтықтар арасындағы өту радиустарын сүргілейді; г) көлденең тексеру жағын жасау үшін 2 жазықтықты сүргілейді. Одан кейін 4 жазықтықты ажарлайды. Әріқарай таңбалауға аудандарды жоңғылайды, кубикті таңбалайды және содан кейін ажырау жазықтығында жылғаларды белгілейді. Екі кубикті де алдынғы тексеру жақтарымен белгілеуішке қаратып орнатады, бүйіржағы — сыртқа; ұстатқышты 8 белгілеу жүргізіледі, балдақты құлп 7, 14.1, а сурет, және қалыптау жылғалары өңделеді.
Сонымен қатар домалақ жылғалар мен құлыптарды, 14.1, а сурет, токарлы- айналма үстелді білдектерде өңдейді. Пішіндіні, 14.1, в сурет, - тік жоңғылау немесе кошіріп-жоңғылау білдегінде өңдейді. Пішінді жылғаны 12 қаралтым өдеуді 2 мм әдіппен, таза өңдеуді – конусты жоңғымен орындайды.
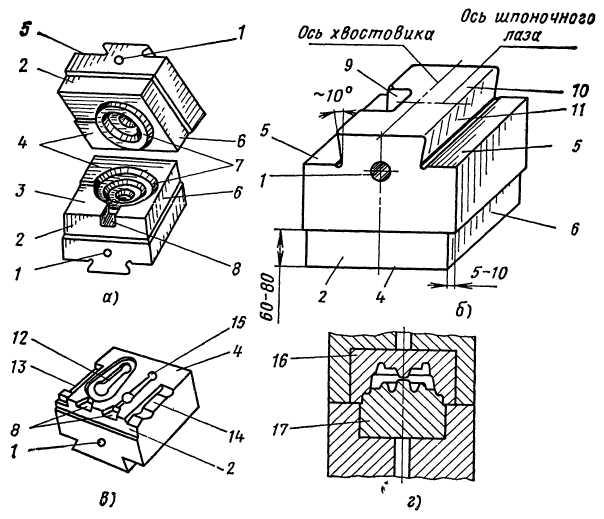
а – домалақ соғылмаға арналған қалыптың жалпы түрі; б – жоғарғы кубиктін сұлбасы; в – осі созылған соғылмаға арналған қалыптың астынға кубигі; г – ендірмесі бар қалып