

11.3 Сурет – Жұмыстық цилиндр
5. Терен бұрғылау білдегінде d4 және d6 өңдеу. Терең бұрғылау білдектерінде тесікті өңдеу L/D>5 болған кезде үнемділік жағынан тиімді. Инструмент для обработки отверстий в цилиндрах состоит из комплекта борштанг, головок и набора режущих пластин или резцов. Стружка отводится через кольцевой зазор между отверстием и борштангой. Подрезку дна в глухих, цилиндрах производят теми же борштангами или головками, в которые устанавливают специальные пластины, перекрывающие все дно цилиндра.
Реттелетін тығындарды d4 және d6 бойынша орнату және цилиндрдің сыртқы контурын токарлы білдекте соңғы өңдеу, екі бүйірін қию.
Тығындарды алып және осы токарлы білдекте грундбукса d3 және тығыздама d2 үшін тесікті кеулейжону.
Түбіне d5 тесікті кеулейжону, ернемек жағынан бұрғылау және бұранда салу.
9. Тетікті слесарлы тазартуды және оны соңғы бақылауды орындау.
Цилиндр құраушысына перпендикуляр орналасқан тесікті өңдеу (ауа шығаратын және сұйықтық келетін тесіктерді, құбыр жүйесінің ернемегі бекітілетін бұрандалы тесіктерді және т.с.с.) радиалды –бұрғылау білдегінде орындайды. Бүйіржаққа бұрышпен орналасқан немесе бас оске параллель орналасқан ұсақ тесіктерді кеулейжону білдегінде өңдейді.
Цилиндрлерді айналма үстелді білдектерде өңдеген кезде қолайлы факторлар болып сыртқы және ішкі беттердің және де цилиндрдың бас өсіне бүйіржақтың перпендикулярлығының жоғары өстестігін қамтамасыз ету мүмкіндігі табылады, өйткені өңдеу дайындаманы бір орнатумен жүргізіледі. Бірақ өңдеудің мұндай сұлбасында кемшіліктер бар. Айналма үстелі бар білдектерде қобыланған тұйық цилиндрлерді өңдеу мүмкіндігі болмайды, ол ішкі қуыстан жоңқаны алып тастау үрдісінің қиындығына байланысты.
Тығынжылдар.
Тығынжылдарды екі негізгі топқа
классификациялайды: I,
II жұмыстық цилиндрлер, III, IV
қосымша цилиндрлер, 11.4
сурет. Құрылымы бойынша тығынжылдар
әртүрлі. Көбнекей сұйықтық келетін
бұранда сағасы мен центрлік тесігі бар
бір немесе екі сатылы тығынжылдаркездеседі.
Тығынжылдар үшін негізгі техникалық
талаптар болып цилиндрлік беттердің
жұмыстық бетінің өстестігі, кедір-бұдырлығы
Ra 1,25
мкм
және қаттылығы HRCэ
40
табылады.
1,25
мкм
және қаттылығы HRCэ
40
табылады.
Жұмыстық цилиндрлердің тығынжылдары, массивті үлкен қатаңдықты, ал көмекші цилиндрлардың тығынжылдары керісінше қатты емес, бұл өңдеу кезінде қосымша қиындықтарды тудырады. Әдетте тығынжыл дайындамасы болып көміртекті немесе легірленген болат соғылмалар табылады, соныменқатар ағартылған жұмыстық беті бар құйылған шойын дайындамалар қолданылады.
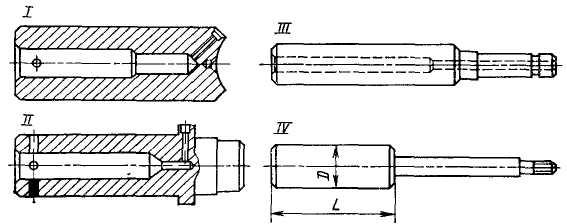
11.4 Сурет – Тығынжылдар құрылымы
Көмекші цилиндрдың тығынжылын өңдеу маршыруты, 11.4, IV – сурет келесі операциялардан тұрады:
1. Дайындаманың бүйіржағына центрлердің орналасуын белгілейді және әрбір өңделетін бетте әдіптін жеткіліктілігін тексереді. Қажет болған кезде дайындаманы түзетеді, содан кейін белгілеуді тексереді.
Кеулейжону білдегінде екі орнатумен центірлік тесікті бұрғылайды және кеулейжонады.бойлық жазықтықта дайындаманы дұрыстауға мүмкіндік беретін, реттелетін призмаларда дайындаманы орнатады.
Токарлық білдекте дайындама центрінде алдын ала жонуды жүргізеді және оның ұштарын қиюға кертеді. Тығынжылдың иілуін азайту үшін сүйеуіштерді қолданады, олар үшін осы білдекте алдын ала тірек мойындарын дайындайды.
Дискілі арамен дайындаманың екі ұшын ан кенермелер қияды.
Тығынжылды термиялық өңдейді. Тығынжылдың материалы мен габаритіне байланысты: көлемді шынықтыруды (НВ 200…280) – тығынжыл диаметрі D
 500;беттік
шынықтыру (HRCэ
40)
қыздырған кезде ТВЧ - D
500;беттік
шынықтыру (HRCэ
40)
қыздырған кезде ТВЧ - D 250
мм, L
250
мм, L 200
мм; ТВЧ -
D
200
мм; ТВЧ -
D 1500
мм, L
1500
мм, L 6000
мм; газды шілтерлерді (горелками) –
тығынжылдың өлшемдері шектелмеген;
(НВ
270…320)
- D
=
800…1400 мм немесе қалыптандыруды
(НВ
180…230)
соңынан аунақшалармен бүрлеу арқылы
беріктендіру (НВ
230…290)
- D
6000
мм; газды шілтерлерді (горелками) –
тығынжылдың өлшемдері шектелмеген;
(НВ
270…320)
- D
=
800…1400 мм немесе қалыптандыруды
(НВ
180…230)
соңынан аунақшалармен бүрлеу арқылы
беріктендіру (НВ
230…290)
- D 750
мм.
750
мм.Термиялық өңдеуден кейін центрлерінің орналасуын белгілейді және тығынжылдың шкалысын (коробление) тексереді, содан кейін екі орнатумен кеулейжону білдегінде центрлерін кеулейжонады.
Токарлы білдекте центрін қайта жонады.
Ішкі кернеулерді түсіру үшін термиялық өңдеу, содан кейін центірлік тесіктерді түзеумен (қажет болған кезде).
Дайындаманы ажарлауға және бекіту бұрандасын қиюға әдіппен соңғы өңдейді.
Тығынжылдың жұмыстық бетін ажарлағыш білдектерде (Rа
 1,15
мкм),
ал тығынжылдардың өлшемдері біршама
болса (D>800,
L>4500
мм)
арнайы ажарлағыш құрылғымен жабдықталған
токарлы білдекте ажарлайды.
1,15
мкм),
ал тығынжылдардың өлшемдері біршама
болса (D>800,
L>4500
мм)
арнайы ажарлағыш құрылғымен жабдықталған
токарлы білдекте ажарлайды.Ойындарды (галтели) токарлы білдекте бүрлейді, өткір жиектерін домаландырады және бұранда кірмесін егейді.
Тығынжылды соңғы тексеру.
Бақылау сұрақтары:
Бағаналар үшін дайындаманы белгілеу тәсілдері?
2. Бағаналар үшін дайындамаларды алудың материалдары мен тәсілдері?
3. Цилиндрлер үшін дайындамаларды алудың материалдары мен тәсілдері?
4. Айналма үстелді білдекте цилиндрлерді өңдеудің ерекшеліктері неде?
5. Жұмыстық цилиндрлер тығынжылдарының көмекші цилиндрлер тығынжылдарынан айырмашылығы неде?
Ұсынылған әдебиеттер: Нег.2 [113-123].