

12 Дәріс. Қалыптық әбзелді жасау технологиясы. Қалыпты жасау кезіндегі өңдеудің жалпы және арнайы әдістері.
Қалыптарды жасау технологиясы, оларды жасау уақыты және жабдықтың аз шығынымен берілген өнімділікті қамтамасыз етіп, қолдану кезінде шыдамды және жұмыста қауіпсіз болатын, техникалық талаптарға сай келетін бұйымдарды қалыптауға мүмкіндік беретін қалыптар сапасын қамтамасыз ету керек.
Қалыптау бағдарламасына және қалыптардың деформациялаушы тетіктерінің шыдамдылығына байланысты қалыптау әбзеліні жасаудың төрт жағдайын ажыратады:
1. Бағдарламаны орындау үшін бір қалып жеткілікті, қосалқы деформациялаушы тетіктерсіз. Бұл жағдайда жеке жасау принципі қолданылады.Сапа білдекшілер мен слесарлардың жоғары біліктілігімен қамтамасыз етіледі.
2. Бағдарламаны орындау үшін қалыппен бірге қосалқы деформациялаушы тетіктер қажет. Бұл жағдайда қосалқы ауыспалы тетіктерді негізгі жиынмен бір уақытта жасайды және қалыпты сынау кезінде бірге сынайды және таңбалайды. Бұл жағдай кен таралған болып табылады.
3. Үшінші жағдайға үлкен масштабты өндрістер үшін бұйымдарды қалыптауды қамтамасыз ететін қалыптар жатады. Бұл жағдайда бірнеше бірдей қалыптарды жасайды. Мұндай қалыптарды қосалқы тетіктермен жабдықталған өзіндік жұмыстық жиын ретінде қарастыруға болады. Жұмыстық өлшемдердің барлық жиындар да қажет.
4. Тұрақты бұйымдарды жаппай өндіруге арналған қалыптар (электршамдарының цоколы, қысқы гильзасы және т.б.), мұндай қалыптарды жасау кезінде толық өзара ауысымдылық қамтамасыз етілуі қажет.
Жасалған қалыптардың жарамдылығы келесі тұрғыдан қарастырылу керек:
- тиісті бұйымды алуда қалыптың жарамдылығы;
- тұрақтылығына қатысты қалыптың жарамдылығы;
- қалып жұмысының тоқырасыздығы.
Қалыптарды жасау кезінде өңдеудің жалпы әдістері.
Токырлық өңдеу. Жонуды айналу денелері болып табылатын қалып тетіктерін жасау үшін қолданады. Жоуға арналған жабдық болып жону және жону-бұрамакескіш, бастысы әмбебап қолданылатын, дәлдікті, жоғары дәлдікті, аса жоғары дәлдікті білдектер табылады. Негізінен әмбебап құралдар қолданылады: қайта қайралмайтын және асақатты синтетікалық материалдармен жабдықталып қаттықорытпалы тілімше дәнекерленген кескіш. Өңдеу кезінде тетіктерді бекіту үшін әмбебап айналма үстелді, сфералық және басқада қиғаш беттерді өңдеу үшін айналу осіне қатысты ығысумен оған бұрышпен орнату үшін, қайта бапталатын айлабұйымдарды қолданады.
Сыртқы беттерді қаралдым өңдеу кезінде жону режимдері: беріліс 0,35…0,75 мм/об, жону жылдамдығы 0,8…1,6, м/с, жону терендігі 2…5 мм. Таза өңдеу кезінде беріліс 0,25…0,35 мм/об, жону жылдамдығы 1,8…3,3 м/с, жону терендігі 1 мм артық емес. Тесікті кеулейжону кезінде беріліс 0,1…0,6 мм/об, жону жылдамдығы 1,0…1,3 м/с (қаралтым өңдеу) және беріліс 0,15…0,35 мм/об, жону жылдамдығы 1,8…3,3 м/мин (таза өңдеу) жону терендігі сыртқы бетті өңдеудегі сияқты.
Келтірілген жону режимдерін қатты қорытпалармен T5K10 және Т15К6 жабдықталған кескіштерді қолдану кезінде, 35, 45, 50 маркалы және оларға өңделуі жағынан жақын болаттарды өңдеуде қолданады. Құралсаймандық көміртекті болаттарды өңдеу кезінде режимдерді 0,85 коэффициентін ескеріп, ал құралсаймандық легірленген болаттарды өңдеген кезде – 0,75 коэффициентпен төмендетеді.
Жалпақ және пішінді беттерді өңдеу үшін сүргілеуді қолданады. Сүргілеу үрдісі әмбебап көлденең- және бойлық-сүргілеуіш, пішінді-сүргілеуіш білдектерінде жүргізіледі. Соңғысы қалыптарды жасау кезінде және сотандар мен құрама ұяқалыптардың күрделі сыртқы пішіндерін сүргілеу үшін көп қолданылады. Бұл білдектердің көмегімен, кескіштін пішіннен қиғаш шығу нәтижесінде, жұмыстық пішіндері күрделі және негізі қарапайым сотандарды алуға болады. Күрделі пішінді сотанды пішінді-сүргілеуші білдекте өңдеу сұлбасы 12.1 суретте көрсетілген.
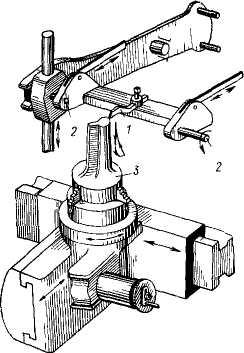
1- кескіш; 2 – кескіш аралықшасының осі; 3 – өңделетін сотан