9.2 Сурет- Тісті доңғалақ
Тісті доңғалақтың құйылған дайындамасын тіс қиюға өңдеу маршруты, 9.2 сурет, келесі кезеңдерден тұрады:
1. Айналма үстелді білдекте дайындаманы реттелетін төсем бүйіріне 1 орнатады және оның осьтестігін тоғынның 2 ішкі беті бойынша білдек айналма үстелдің айналу осімен теңгереді. Барлық өңделетін беттерде әдіптің жеткіліктілігін тексереді. Тетікті күпшектін өңделмейтін беттері бойынша жұдырықшаларды қатты (в распор) бекітеді. Ішкі тесіктерді 6 және сыртқы цилиндрлік беттерді 3 өңдейді, бүйірлерін қияды 4, 5.
2. Осы білдекте дайындаманы бүйірі 4 бойынша орнатады және айналма үстел осьтестігін I -I ось бойынша теңгереді. 3 және 6 беттерді соңғы рет өңдейді, бүйірін 1 қияды және оған домалақ таңбалау сызықізін салады.
3. Кілтек ойығының 7 күйін белгілейді. Дайындаманы орнықты бүйірімен 1 қашау немесе көлденең-сүргілеу білдектеріне орнатады және кілтек ойығын өңдейді.
Бақылау және орнықтық бүйірде сыртқы диаметрдін мәнін таңбалағаннан кейін тетік тісті қиюға жіберіледі.
Егер ішкі кернеулерді тұрақтандыру үшін тісті доңғалаққа ескіру операциясы қажет болса бірінші кезеңі алдынала және соңғы өңдеуге бөледі (термиялық өңдеуден кейін).
Кейде центрлік тесікті жону мен кілтекті ойықты сүргілеуді тартажонумен алмастыруға мүмкіндік болады. Тартажону кезінде тесіктің жылжып кетуі байқалатынын ескеру керек. Сондықтан да цилиндрлік бетте тісті қиюға цилиндрлік бетте өңдеген кезде жанға қарай 3мм әдіпті қарастырады. Тартажонудан кейін сыртқы цилиндрлік бетті соңғы өңдеуді құралбілікте орындайды. Қолданыстығы тартажону білдектері мен бірыңғайланған кілтекті тартажонулар диаметірі 2000 мм дейінгі тісті доңғалақтарда кілтек ойықтарын алуға мүмкіндік береді. Аса үлкен диаметрлі тісті доңғалақтар үшін кілтек ойықтарын алудын бірғана тәсілі болып көлденең-сүргілеу білдегін қолдану табылады. Тетікті 1 бұрыштықтарға бекітеді 2, 9.3 сурет, бойлық жазықтықта I -I ось бойынша білдектін сүргілеу құралкүймешегінің 3 жүріс бағытына параллельдігіне дұрыстайды. Кілтекті ойықты алудың бұл тәсілінің дәлдігі төмен, соған байланысты құрастыру кезінде қиылыстыру жұмыстарының еңбек сиымдылығы артады.
Тісті пішінді қалыптастыру тісті жұптарды жасаудың ең жауапты кезеңі болып табылады, өйткені тісті қиюдың барлық қателіктері тісті іліністердің сапасына әсер етеді.
Тістерді қию үшін тістіжоңғылау, тіссүргілеуіш және тісқашау білдектерін (домалату әдісі) және де дискілі, фассонды және саусақты жонғыштарды қолдануға болатын (көшіру әдісі) білдектерді қолданады. Кей жағдайларда тісті доңғалақтарды суықтай және ыссы бүрлеуге арналған білдектерді қолдануға болады. Келтірілген жабдықтың екі құрылымдық түрі бар: дайындаманың тік ось бойынша айналуымен (дискі типтес тісті доңғалақтарды өңдеуге арналған) және дайындаманың бойлық ось бойынша айналуымен (тісті доңғалақ-біліктер үшін).
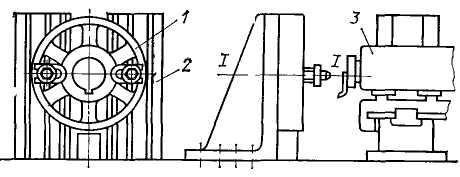
9.3 Сурет – Тісті доңғалақты бұрыштарға (угольниках) орнату
Технологиялық мүмкіншіліктері көп тіс жоңғылау білдектері кең қолданыс тапты. Бұл білдектерде бұрамдық жонғышпен түзутісті, қиғаштісті, шыршалы және бұрамдық доңғалақтарды қиюға болады. Қосымша құрылғылар бар болса бұнда ұшатын кескіштерді (летучие резцы), саусақты және пішінді жонғышты қолдануға, ішжағынан ілінісетін тісті доңғалақтарды қиюға болады. Өндірістегі вертикаль орналасқан білдектер диаметрі 12000 мм дайындаманы, модулі 40 дейінгі бұрамдық жонғыштармен, модулі 50 дейінгі дискілі жонғыштармен және модулі 75 дейінгі саусақты жонғыштармен өңдеуге мүмкіндік береді. Дайындама бойлық осі бойымен айналатын білдектер диаметрі
1250 мм дейінгі және тісті пішіннің ұзындығы 3000 мм дейінгі тісті біліктерді, модулі 30 дейінгі бұрамдық жонғыштармен және модулі 50 дейінгі саусақты жонғыштармен өңдеуге мүмкіндік береді.
Конусты тісті доңғалақтарды жасауды да екі кезенге бөледі: тісті қиғанға дейінгі және тісті қию.
Тәж, күпшегі бар ернемек және доңғалақ-білік типтес тісті доңғалақтар өте көп кездеседі. Диаметірі 60 мм дейінгі дайындамалар ретінде шыбық, ал диаметрі 60...300 мм – дана немесе қалыпталған дайындама жатады. Ірі дайындамаларды көбнекей құю арқылы алады. Бірінші кезенде өңдеудің жалпы бірізділігі дискы, ернемек және сатылы білік типтес тетіктерді өңдеуден еш айырмашылығы жоқ. Бұл өңдеуді токарлы,револьверлі, айналма үстелді және бұрғылау білдектерінде, сонымен қатар СББ білдектерінде орындайды. Ішкі тесіктерді, сонымен қатар кілтекті ойығы бар тесіктерді де, тартажонумен алады. Тәж типтес күшпегі бар ірі конусты доңғалақтарды айналма үстелі бар білдектерде өңдейді. Алдымен дайындаманы пайдалы бүйірінен өңдейді, содан кейін орнықтық бүйірін жонады. Соңғы өңдеу кезінде басты болып центрлік тесік осімен бірге сыртқы және қосымша конустардың остілігін қамтамасыз ету болып табылады, сондықтан да мұндай операцияны бір орнатумен жүргізген маңызды.
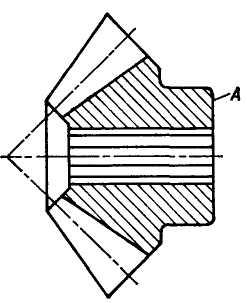
Күпшегі бар конусты доңғалақты өңдеудің типтік маршруты, 9.4 сурет:
1. центрлік тесікті бұрғылау және А бүйірін жону – орнық дайындаманың сыртқы конусы.
2. Оймакілтек тесігін тартажону.
3. Бүкіл пішінді құралбілікте, әмбебап көпкескішті немесе гидрокөшірмелі білдектерде алдын ала жону.
4. Құралбілікте соңғы өңдеу.
5. Тіс сүргілейтін білдекте алдын ала тістерді қию немесе ойымдарды қию, орнық – тесік және А бүйірі.
6. Домалату әдісімен тістерді соңғы қию.
7. Тісті доңғалақты тексеру және домалату.