11 Дәріс. Гидравликалық баспақтарды жасау технологиясы. Цилиндрлер мен тығынжылдарды жасау.
Гидравликалық баспақтардың негізгі тетіктері: құрылымы әртүрлі тұғырлар, маңдайшалар, бағанашықтар мен сомындар, цилиндрлер мен тығынжылдар және т.б.
Гидравликалық баспақтардың мынадай тұғыры болады: бір тіреуішті, екітіреуішті, одностоечные, двухстоечные, бағаналы (екі бағаналы, үш бағаналы, төрт бағаналы, көп бағаналы). Әрбір тұғыр тұтас немесе ажырамалы, құйылған (35Л болат) немесе пісірілген (Ст3) болуы мүмкін.
Бағаналар. Баспақтардың бағаналары 11.1 сурет, құрылымдықжағынан сатылы білікке ұқсайды. Бағаналардың диаметрі D = 1000 мм жетеді, ұзындығы L = 25…30 м, ал массасы 70…80 тн асады. Дайындамалар болып азлегірленген көміртекті болаттардан алынған баспақ соғылмалары табылады. Өңдеу алдында бағана дайындамалары бойлық осі бойынша иілуге тексеру мен түзетуді қажет етеді. Сонымен қатар дайындама материалының құрылымын да тексереді, ол үшін оның ұштарында үлгілерді кесіп алу үшін қосымша ауданды қарастырады.
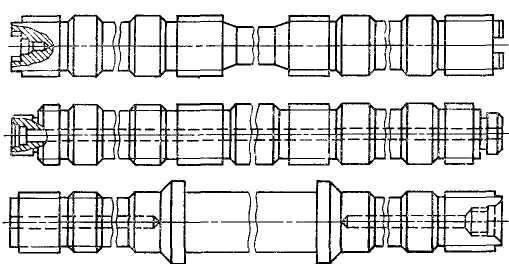
11.1 Сурет – Баспақ бағаналары
Диаметрі 500...700 мм дейінгі бағаналарды тұтас, ал диаметрі үлкен бағаналарды остік жылғасы 150...300 мм орындайды. Әртүрлі бағаналарды жасау маршруттары ұқсас болып келеді. Терең центрлік тесігі бар бағаналарды өңдеу технологиясында ғана белгілі ерекшеліктер бар.
Жауапты алдын ала операция болып, әрбір сатыда механикалық өңдеу үшін әдіптердің жеткілікті санын тексерумен байланысқан, бағаналарды белгілеу болып табылады, 11.2 сурет.
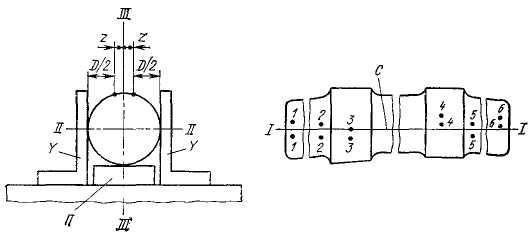
11.2 Сурет – Бағаналарды белгілеу сұлбасы
Белгілеу кезінде дайындаманы реттелетін төсемдерге П бойлық орналастырады. әр тексерілетін қимаға дайындама мен жанасқанға дейін екі жағынан бұрыштықтарды У қояды және олардан бастап осы қимада дайын тетіктін диаметірінің жартысына D/2 тен өлшемдерді қояды. Дайындамада әр өлшемнің орналасуын нүктенің (накернивания) көмегімен белгілейді (1-6 нүктелер). Келтірілген операцияны I-I осьбойымен барлық тексерілетін қималар үшін және көлденең жазықтықтағы бірнеше қималар үшін, мысалға II-II мен III-III жазықтықтары, дайындаманы бойлық осі бойымен айналдыра отырып, қайталанады. Содан кейін дайындама бойымен әрбір бойлық қимаға ішекті С тартады, ол мүмкіндігінше әрбір қимада бірдей атаулы нүктелердің арасынан өтуі керек. Егер әр қимада ішек нүктелердің арасында болса, онда дайындаманың әрбір жағында өңдеуге әдіп бар. Егер нүктелер ішектін бір жағында ораналасса немесе z мәні бізді қанағаттандырмаса дайындаманың иілуін түзету қажет. Белгілеу центрлік сызықіздерді бүйіріне шығарумен және центрлік тесіктердің орналасу орынын кертумен (накерниванием) аяқталады.
Бағананы өңдеу маршруты келесідей бірізділіктен тұрады.
Дайындаманы орнатып горизонтальдыққа дұрыстайды және кеңейжону білдегінде центрлік тесіктерді өңдейді.
Бірнеше құралкүймешіктерді қолданып бағананың центрін токарлы білдекте алдын ала жонады. Бағана – қатаң тетік болмағандықтан өңдеу кезінде қажетті көмекші сүйеуіштер санын орнатады (әдетте ұзындығы бойынша 5...6 м сайын).
Дайындама материалын тексеру үшін бағананың ұштарынан үлгілер кесіп алады. Бұл жону кезінде орындалатын кертік бойынша дискілі аралармен жүргізіледі. Бағананың диаметрі үлкен болса бұл операцияны тетікті бірнеше рет бұра отырып орындауға тура келеді.
Ішкі тесіктерді терен бұрғылау білдектерінді немесе бағананы қысқы не сүйеуіштерге орнатып токарлы білдектерде өңдейді. Терен бұрғылау операциясының өнімділігі және еңбексиымдылығы үлкен. Ол құралдың ауыр жұмыс шартымен және жоңқаны тесіктен алудың қиындықтарына байланысты. Жоңқа жону аймағына қысымның көмегімен берілетін салқындатқыш сұйықтықтың көмегімен алынады.
Терен бұрғылаудың өнімділігін арттыру үшін құралға қарама қарсы айналатын қосымша жетек қолданады.
Алдын ала өңдеу кезеңі аяқталғаннан кейін бағананы бірнеше күнге дейін еркін қояды, ішкі кернеулерінің тұрақтануы үшін.
Баспақтың
қозғалмалы мандайшасы жылжитын
бағаналардың бет кедір-бұдырлығы Ra
 1,25
болуы қажет,
ол
кен кескіштердің немесе бетті аунақшаламен
бүрлеудің көмегімен қамтамасыз етіледі.
1,25
болуы қажет,
ол
кен кескіштердің немесе бетті аунақшаламен
бүрлеудің көмегімен қамтамасыз етіледі.
Бағананың ұштарына тірек бұрандаларын салады. Ауыр токарлық білдектерде көпжағдайларда жүріс бұрамалары болмайды, бұранданы бұранда салғыш құралкүймешікпен салады. Оларды бұранданың қажетті қадамына ауыспалы тісті доңғалақтардың жиыны көмегімен реттейді. Бұранда қию үрдісі өте ұзақ және жоғары білікті жұмысшы қажет, өйткені бұранданы қиылыстыру қимаүлгінің көмегімен жүргізіледі.
Бақылау.
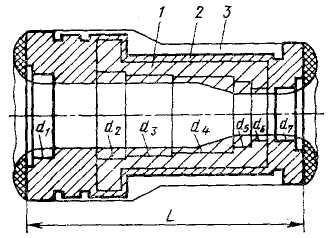
Цилиндрлер. Қолданылуына қарай цилиндрлер жұмыстық (ортанғы және шеткі) және қосалқы (теңгергіш, кері жүрісті, қысатын, үстел және итеріп шығарғыштардың қозғалуымен және т.б.) болып бөлінеді. Цилиндрлерді жасау технологиялық ерекшеліктеріне байланысты былай топталады, поршн мен тығынжылды, және де өтпелі және тұйық. Цилиндрлер, әсіресе жұмыстық, баспақтың жауапты құрылымдық элементі болып табылады, өйткені олардың сенімді жұмыс жұмыс жасауы жабдықтың пайдалану сипаттамаларын анықтайды.
Цилиндрлердің дайындамалары тұтас соғылған, пісіріліп-соғылған және құйылған болуы мүмкін.
Цилиндрлерге
қойылатын негізгі техникалық талаптар:
сыртқы және ішкі айналыс беттерінің
центрлестігі
(0,1 мм); қондырылатың цилиндрлік бет және
тірек түбінің перпендикуляр еместігі
(0,1
мм артық емес); цилиндрдің жұмыстық
бетіндегі бойлық және көлденең қимасындағы
пішін дәлдігі (1/2
әдіп диаметрлік өлшеміне); поршен типтес
цилиндрдің жұмыстықбетінің кедір-бұдырлығы
— Rа 1,25 мкм, ал тығынжылды
Rz
1,25 мкм, ал тығынжылды
Rz 80
мкм.
80
мкм.
Цилиндрлердің құрылымдық әртүрлілігі өте үлкен, бірақ оларды жасау маршруты ұқсас болып келеді, өйткені геометриялық көзқараспен барлық цилиндрлер – төлке: қысқа не ұзын, өтпелі не тұйық. Технологиялық жабдықты қолданудың ең көп кездесетін сұлбалары:
тұтассоғылған цилиндрлер үшін - токарлық білдекте сыртжағын жону, терең бұрғылайтын білдектерде ішкі тесіктерін кеулейжону;
дайындамада ішкі тесік қобыланған ірітұтассоғылған цилиндрлер үшін – айналма үстелді білдекте толық өңдеу;
токарлық білдекте сыртжағын жону, тесік қобыланған тұтассоғылған цилиндрлер үшін – кеулейжону білдегінде ішжағынан кеулейжону;
сыртқы беті өңделмейтін цилиндрлер үшін - ішкі бетті кеулейжону және шетжағын қию айналма үстелді немесе кеулейжону білдегінде;
сыржағынан жазық беттермен пішінделген құйылған цилиндрлер үшін сыртжағын сүргілеу немесе жоңғылау білдегінде және ішкі қуысын айналма үстелді немесе кеулейжону білдегінде өңдеу;
6) цилиндр элементтерін айналма үстелді білдекте алдын ала өңдеу, ірі пісіріп-соғылған цилиндрлер үшін – пісірілгеннен кейін 1,2 немесе 3 сұлбалар бойынша соңғы өңдеу.
Сонымен қатар цилиндрдің нақты бір құрылымдық ерекшеліктеріне байланысты радиалды-бұрғылау, сүргілеу, қашау және жоңғылау білдектері қажет болуы мүмкін. Екінші дәрежелі беттерді өңдеу цилиндр жасаудың жалпы бірізділігін өзгертпейді және циклдың ұзақтығына әсер етпейді.
Жұмыстық цилиндрды жасау маршрутының мысалы 11.3 сурет.
1. Бүйіріне центірлік тығын үшін бунау центірін белгілеу және өңделетін беттерде қажетті әдіптер санын тексеру.
2. Жоңғылау-кеңейжону білдегінде L өлшеммен бүйірлерін өңдеу, тығындарға d1 және d7 бунауларын кеулейжону. Цилиндрлерді жұдырықшалы патронға орнату мүмкіндігін қамтамасызету үшін бүйірлерін жонады.
Бунауларда центрлік тығындарды орнату. Тығындар мен сүйеуіш үшін белдеме кертік жасай отырып, дайындаманың 3 центрін контур 2 бойынша жону.
Тығындарды алып, дискылы арамен кертіктер бойынша ұштарын қию. Бұл операцияны токарлы білдекте орындауға болады. Дискылы аралардың максималды диаметрі 1600 мм тен, қию терендігі -400 мм аспайтын болса. Бұл қиылатын бөлікті алып тастау үшін цилиндрды бірнеше рет бұрауға әкеледі.