

8.2 Сурет – Жабық типтегі баспақ тұғыры
Егер тұғырдың құрылымдық пішіндері, оны қолайлы сондай ақ қарапайым түрде орнатуды және міндетті түрде дайындаманың беттерімен теңестіруді болдырмаған кезде, технологиялық құйылмашықтарды қолданады. Дайындаманы бүйір бетке орнатады, I—I; II—II және III—III теңестіреді, жоғарғы және төменгі құралкүймешік көмегімен бойлық-кеңейжону білдегінде бір орнатуда технологиялық құйылмашықтарды өңдейді. Содан кейін тұғырды құйылмашықтарға орнықтырып III—III негізді жонғылайды. Осымен өңдеудің бірінші кезені аяқталады.
а б
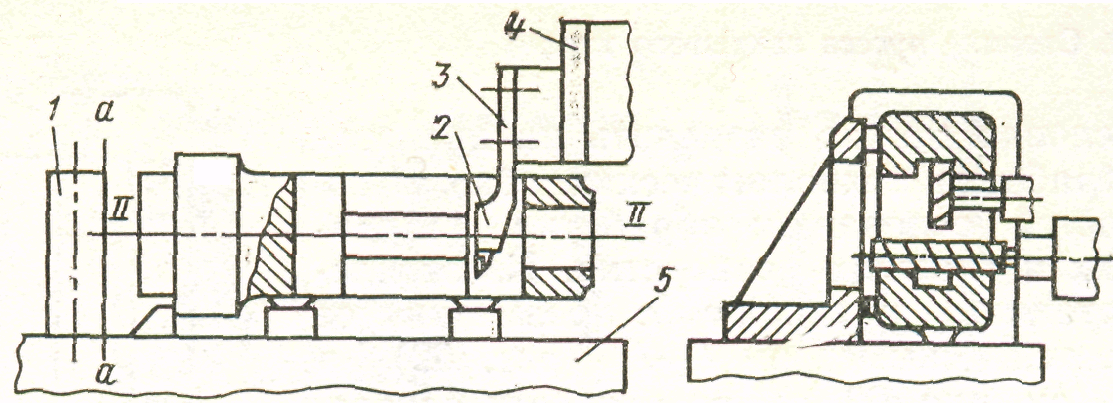
а – бойлық - жону бойлық-сүргілеуіш білдегінде орналастыру сұлбасы;
б – жону-кеңейжаю бағанашығын қолданып өңдеу кезінде орналастыру сұлбасы.
8.3 Сурет – Өңдеу кезінде тұғырды орналастыру сұлбасы
Бағыттаушылардың беттерінің қажетті дәлдігін қамтамасыз ету жағынан қарастырсақ екінші кезең жауапты әрі күрделірек болып табылады. Ол өңделетін беттердің қиын жерде, яғни тұғырдың ішк терезесінің тұйық кеңістігінде орналасуына байланысты. Құралдардың шығып кетуімен жұмыс істеуге тура келеді, бұл оның қатаңдығын төмендетеді және дірілдін пайда болуына әсер етеді. Осның барлығы кесу параметрлерін төмендетеді, өтулер санын арттырады, бұл тұғырды жасау циклын ұзартуға әкеледі.
Жабық типті тұғырлардың бағыттаушыларын өңдеген кезде бағыттаушылар пішіндерінің нақты бір ерекшеліктеріне байланысты төменде келтірілген өңдеу сұлбасының бірін пайдаланады.
1. Тұғырды технологиялық құйылмашықтарға бойлық орналастырады және бойлық-жону білдегінің үстелінде түбінің жазықтықтарын теңестіреді, 8.3,а сурет. Тік құралкүймешіктегі 4 ұстағышққа 5 кескішті бекітеді. Кескіштін тік бағытта қозғалыс дәлдігі үстелге 5 орнатылатын эталонды цилиндрдың 1 а-а құраушысы бойынша дұрысталады. Бағыттаушыларды аталған білдекте толығымен өңдеу мүмкін емес, сондықтанда қалталар мен ойықтарды өңдеу үшін қосымша көлденең-сүргілеуіш немесе жоңғылау-кеңейжону білдектерін қолдану қажет.
Егер бағыттаушыларда бойлық ойықтар болмаса, онда оларды толық өңдеу үшін, тұғырды орнатудың 8.3,б суретте көрсетілген сұлбасымен, көлденең-сүргілеуіш білдектерін қолдануға болады. Бірақта бұл өңдеу тәсілінің өнімділігі төмен болып келеді.
Жоңғылау-кеңейжону бағанашығын, саусақты жоңғыштардын жиынымен, қолдану, өңдеудің қарастырылған сұлбасынан айырмашылығы кез—келген пішінді бағыттауыштарды өңдеуге және бір уақытта өнімділікті 20...30% арттыруға мүмкіндік береді. Диаметрі 190...300 мм, ұзындығы 600 мм дейінгі саусақты жонғыштарды қолданады, 8.3,6, сурет. Айта кету керек, жоңғылау кезінде сүргілеуге қарағанда бетінің жазықтығы мен кедір-бұдырлығы нашарлайды, ол құрастыру кезіндегі қиылыстыру жұмыстарының көлемін арттырады.
Өңдеудің құрастырылған сұлбасы көлденең-сүргілеуіш және кеңейжону білдектерін қолданудан тұрады. Тұғырдағы терезелердің өлшемдері үлкен болған кезде білдектердің жұмысын уақыт бойынша үйлестіруге мүмкіндік туады.
Бағыттаушыларды өңдегеннен кейін жоғарғы центірлік тесікті кеулейжонуға кіріседі. Өйткені тесіктермен бағыттаушылардың салыстырмалы орналасуын өте дәл сақтау керек (бағыттаушылардын ұзындығында параллель еместік 0,1 ден артық емес), онда бағыттаушы орнықтар ретінде технологиялық құйылмашықтарды емес 4 және 5, 8.1 сурет, бағыттаушылардын беттерін қолданады. Орнату және тірек орнықтары өзгермейді (1...3 құйылмашықтар және ///—/// жазықтық). Центрлік тесікті бойлық-кеңейжону білдегінде кеңейжонады. Ұсақ және бекіту тесіктерін өңдеу үшін тасмалданатын радиалды-бұрғылау білдектерін қолданады, кезеулеткіш тақталар жиынтығы және тез ауыстырылатын құрал жиынымен.
Пісірілген құрылымдар көп қолданыс тапты. Оларда механикалық қасиеті біршама жоғары жеке құйылған, сондай ақ соғылып алынған және илемнен жасалған тетіктер қолданылады, сондықтан да үлкен жүктеулерге төзімді.
Қуатты баспақтарды жасаған кезде пісірілген құрылымдардың артықшылығы мынаған байланысты, ірі құималар үшін қымбат модельдер жасау қажет емес, жасау үрдісінің циклы үдетіледі, металл үнемделеді және жасаудың еңбек сиымдылығы төмендейді. Қуатты соғу-қалыптау баспақтарының тұғырларын пісіру арқылы жасаудың әсерлігі 1 кестеде келтірілген.