

13 Дәріс. Қаңылтыр қалыптауға арналған қалыпты жасау технологиясы. Қалып жиынтығы. Нормаланған тетіктер.
Қалыптарды жасау талаптарын анықтайтың негізгі құжаттама болып МЕСТ 22472—77 «Қаңылтыр қалыптау қалыптары. Жалпы техникалық шарттар» табылады. Ол нгізгі тетіктін материалына, олардың дәлдігіне және бет кедір-бұдырлығына, бастапқы дайындамаларға, құрастыруға техникалық талаптарды тағайындайды, қолданылатын жиынтықтардың дәлдігін, қалыптарды қабылдау ережелерін және бақылау әдістерін, таңбалау мен орау ережелерін анықтайды. Қажетті шыдамдылық пен қорды қамтамасыз ету қалыпты жасау технологиясымен, тетік өлшемдерінің дәлдігімен және олардың бетінің кедір-бұдырлығымен анықталады.
Қалыпталған әбзел технологиялық катра және тетіктін сызбасы негізінде жобаланады, онда барлық қажетті мәліметтер болуы тиіс.
Қалыптарды жеке жобалайды және жасайды. Мұндай қалыптардың тетіктері мен түзілімдері қайта қолданылмайды.
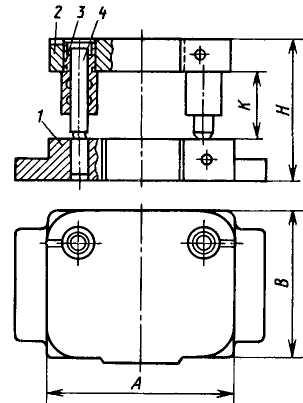
1- төменгі тақта; 2 – жоғарғы тақта; 3 – бағыттағыш төлке; 4 – бағыттағыш бағанашық; А,В – жиынтық өлшемдері; К – дестеге жабық биіктік; Н – жиынтықтын жабық биіктігі
13.1 Сурет – Қалып жиынтығы, бағанашықтардың артжағында орналасуымен
Олардың өзіндік құны өте жоғары. Қалыптардың өзіндік құнының төмендеуіне өндірісте қалыптардың қалыптаңдырылған (нормализованных) жиыңтықтарының , 13.1 сурет, дестелердің, ұстағыштармен басқада тетіктері мен түзілімдерінің болуы ықпал етеді.Қалып жиынтығы – бағыттаушы құрылғылар арқылы қосылған төменгі және жоғарғы тақталардан тұратын түзілім.
Жиынтық тетіктерін жасау технологиясы бірізділік операциялар қатарынан тұрады. Құйылған бастапқы дайындамадан жасалған тақталарды алдымен белгілейді, содан кейін жоғарғы (а), төменгі (в), және шығынқылықты (таңба салуға арналған) сүргілейді (жоңғылайды). Белгілеу үстелінде қолмен немесе сәйкесінше кеңейжону білдегінде - тасымалдау қадалығына (г), бағанашыққа, төлкеге (д) тесіктер белгілейді. Көрсетілген тесіктерді әдіппен бұрғылайды. Жазықтықтарды (а, в) ажарлау. Соңғы өлшемге дейін тесіктерді кеңейжону (координатты-кеңейжону немесе бойлық-кеңейжону білдегінде, жиынтық немесе әрбір тақтада). Тасымалдау қадалығының тесігіне бұранда салу, тазалау, өткір қырларын домалақтау, таңбалау.
Қаңылтыр илемнен алынған тақталарды өңдеу ара немесе жоңғылап-кесетін білдекте дайындаманы кесу операциясымен, және де дайындаманың алты қырын сүргілеумен ерекшеленеді.
Жоғарғы тақтадағы сағаға арналған тесікті қалыпты жасау кезінде өңдейді, өйткені оның орналасуы қалып қысымының центріне, ал пішіні мен өлшемі – саға түріне байланысты.
13.2 Сурет – Қалыптың төменгі тақтасы
Бағыттаушы бағанашықтар мен төлкелерді шыбықтан токарлы білдекте, ажарлауға арналған әдіппен жасайды, содан кейін көміртектендіреді, шынықтырады, ажарлайды.
Қалыптардың жауапты тетіктерінің бірі болып болып табылады. Бөлу қалыптарының сотандары мен ұяқалыптары, олардын ұстағыштары және төсеу тақталары қалыптандырылған (нормализованы). Оларды жасау технологиясы өндіріс сипатына және қолданылатын жабдыққа байланысты өзгереді. Барлық жағдайларда технологияны тетіктін беттерін «бір орнатумен» өңдеу принципі бойынша тұрғызу дәлдікті арттыруға және анағұрлым тиімді болып табылады.
13.3, а, суретте кемершігі бар сатылы сотан көрсетілген. Оны жасау кезінде алдымен токарлы өңдеуді мынадай бірізділікпен орындайды, 13.4 сурет: I – шыбықтын шетжағын қию; II — шыбықты L + 15 мм ұзындыққа D1 диаметрге дейін жону; III – жұмыстық ұшжағын центрлеу (егер жұмыстық бетте центр мүмкін болмаса дайындаманы технологиялық центрмен бунайды, ажарлағаннан кейін оны кесіп тастайды); IV — L+13 мм ұзындыққа D1 диаметрмен жону; V — белдемеге дейін D диаметр; VI — қондыру бөлігіне дейін D; VII — D2 диаметрдің сырғанау бөлігіне дейін D3 диаметр бойынша ажарлау әдібімен жону; VIII — өтуді 10 мм радиус бойынша ажарлау әдібімен жону; IX — ажарлау шарықтасы шығу үшін кемершікте бунақ жону; X — дайындаманы шыбықтан кесіп алу; XI — дайындаманың келесі ұшжағын қию; XII — сыртқы бөлігін центрлеу (егер сотанның сыртқы бетінде центр мүмкін болмаса дайындаманы технологиялық центрмен қияды, оны нәтижесінде қиыптастайды).
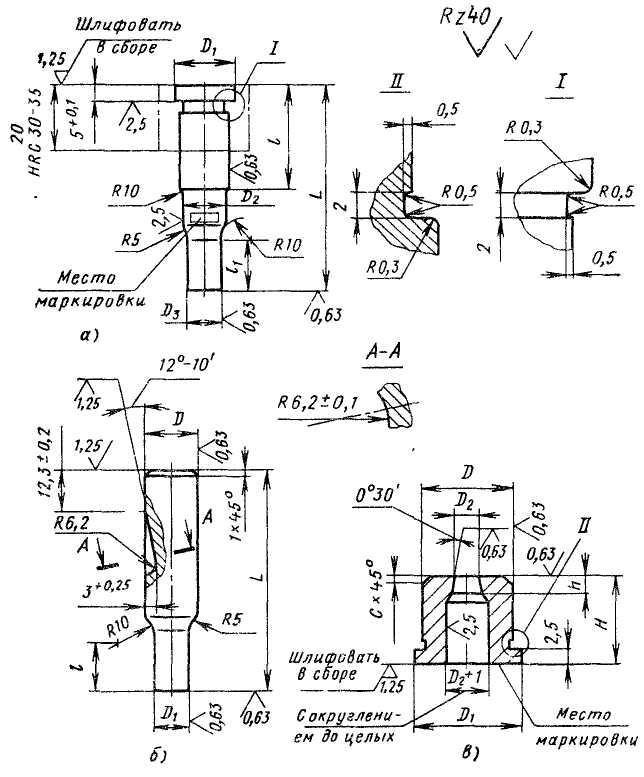
а – кемершігі бар сатылы сотан; б – шұңқыры бар сатылы сотан;
в – белдемесі бар ұяқалып