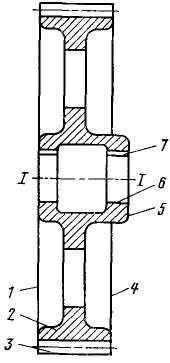
8.5 Сурет – Эксцентрикті білік
Эксцентрикті біліктің дайындамасын эксцентриситеті жазықтықтан белгілейді. Содан кейін біліктің бүйіржағын жонады және белгілеу бойынша кеңейжону білдегінде центірлік тесікті өңдейді. Токарлы білдекте дайындаманы центрге орналастырып біліктің барлық сатыларын мен эксцентриктің бүйір жақтарын жонады, және де бугелдерді орнату үшін біліктің ұштарына көмекші мойындар жонады.
Содан кейін бугелдерді жасайды, оларды білік мойынына кигізеді де пісіреді, оларда эксцентрик пен тіреуіш мойындары үшін центрлік тесіктерді жонуға центрлік тесіктерді белгілейді, екі бугелдеде эксцетриситетті сақтай отырып. Соңғысы эксцентрикпен тіреші мойындардың остерінің параллелдігін қамтамасыз ету үшін маңызды.
Дайындаманы центрлік тесіктерге орната отырып жонады, содан кейін экцентриктің бетін аунақшалармен бүрлеп беріктендіреді. Содан кейін дайындаманы бугелдердің басқа центрлік тесіктеріне орнатып біліктін бас осі бойынша барлық сатыларды соңғы рет өңдейді. Бұдан кейін бугелдерді кесіп тастайды, біліктің бүйіржағын өлшемге жонады және білікті сүйеніштерге тіреуші мойындар бойынша орнықтырып енгізгі центрлік тесіктерді қалпына келтіреді. Осы білдекте тірек моиындарын жылтыратады. Содан кейін қалған операцияларды орындайды: кілтек ойықтарын белгілейді және жонады, майлау мен бекіту тесіктерін бұрғылайды және бұранда салады. өңделген білікті соңғы бақылаудан өткізеді, тетік сызбасының номер таңбасын және дайындама жасау кезіндегі балқыма номерін қояды.
Бақылау сұрақтары:
1. Қосиінді баспақтардың тұғырының дайындамасын алу тәсілдері?
2. Қосиінді баспақтардың бас біліктері үшін материалдар?
3. Қосиінді баспақтардың бас біліктерінің дайындамасын алу тәсілдері?
4. Пісірілген тұғырларды жасауға арналған бастапқы материалдар?
5. Эксцентрикті білікті механикалық өңдеудің ерекшелігі неде?
Ұсынылған әдебиеттер: Нег.2 [94-114].
9 Дәріс. Тегершіктерді, шкивтерді, тісті доңғалақтарды жасау.
Тегершіктер мен шкивтерді, 9.1 сурет, құрылымы жағынан төлке типтес тетіктерге жатқызуға болады. Бұл оларды жасаудың екі негізгі вариантын анықтайды: патронды және құралбілікті. Біріншісінде дайындама бүйіржағымен және диаметрлі өлшемдерімен жұдырықшалы патронға бекітіліп өңделеді, әдетте екі орнатумен. Екінші вариантта бірінші центрлі тесік өңделеді, содан кейін дайындаманы құралбілікке отырғызылғаннан кейін, тетіктін барлық пішіні бір орнатуда өңделеді. Үлкен габаритті тегершіктер мен шкивтерді жасаған кезде патронды вариантты қолданады, бұл айналма үстелді және кеңейжону білдектерді қолдануға өте тиімді.
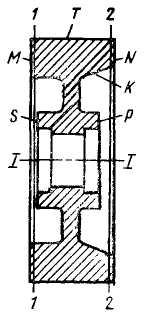
а – тегершік; б – шкив
9.1 Сурет – Тегершік және шкив
Қарастырылып отырған тетіктер үшін сипаттамалық талаптар болып жетекті белдіктерге қондыру тесіктері мен фасонды беттердің дәлдігі және де айналу осіне қатысты теңгерілгендігі табылады. Үлкен тегершіктер мен шкивтер үшін дайындама болып шойын немесе болат құйма, көбнесе соғылма, ал кішігірім өлшемдер үшін қалыпталған дайындамалар табылады.
Тегершікті өңдеу маршруты 9.1, а- сурет, келесі кезеңдерден тұрады.
Центрлік остін жағдайын, 1-1 мен 2-2 бүйіржақтарын белгілеу, және барлық өңделетін беттердегі әдіптердің жеткілікті екенін тексеру.
Т, N, К, Р беттерді және центрлік тесікті бір жағынан айналма үстелді білдекте алдын ала өңдеу. Орнық болып М бүйірі мен I-I осі табылады. Дайындама жұдырықшалармен Т бетіне бекітіледі.
Дайындаманы сол білдекте келесі жағынан өңдеу (М, S беттері, өңделмеген бөлігі Т беті мен центрлі тесік). Орнықтар - N бүйірі мен I-I осі.
Көрсетілген алдын ала өңдеу токарлы білдектеде жүргізілуі мүмкін, егер дайындама радиусы білдек центрінің биіктігінен кіші болса.
Ішкі кернеулерді тұрақтандыру үшін жасанды және шынайы ескіру.
Барлық беттерді соңғы өңдеу үшін 2 және 3 кезеңдердің қайталануы.
Тетіктерге отырғызу тесігінің пішіні, 9.1, б суретте көрсетілген, технологиялық болып келеді. Ол бір орнатумен отырғызу белдеушесін өңдеуге мүмкіндік береді, яғни олардың жоғары центрлігін алу. Басқ құрылымдар үшін 9.1, а суретте көрсетілгендей екі орнату қажет.
Радиалды-бұрғылау білдегінде екі орнатумен тетіктін екі бүйірінен бекіту тесіктерін бұрғылау мен қию. Тетікті бұрғылауды белгілеу бойынша немесе салмалы кезеулеткіш қолданумен жүргізеді.
7. Тетікті құралбілікте теңгереді (балансировка). Теңгерілмегендіктің орыны мен әсері анықталғаннан кейін есептелген тереңдікте берілген диаметрмен тесікті бұрғылау арқылы металдың қажетті көлемі алынып тасталынады. Бұл операцияны радиальды-бұрғылау білдегінде, ал тетіктің габариті аса үлкен болса тасымалданатын бұрғылау білдектерінің көмегімен орындайды.
Тісті жұптар. ҰБЖ тісті берілістердің әртүрлі типтері қолданылады: цилиндрлі түзу, қиғаш және шырша тістерімен; конусты түзу, қиғаш және қисық сызықты тістермен; бұрамдық қарапайым және глобоидті. Құрылымдық түрде оларды тісті дискілер, сатылы ернемектер мен жиынтықты, сатылы біліктер түрінде т.с.с. орындайды.
Жасау үрдісін екі кезеңге бөлуге болады: тісті қиғанға дейінгі және тісті қию. Құрылымы жағынан дайындаманы өңдеу бірінші кезеңде диск, ернемек және сатылы білік типтес тетіктерді жасау маршрутына ұқсас. Дискілер мен ернемектер үшін екі негізгі варианттар мүмкін: 1) патронды, мұнда дайындамаларды екі орнатумен бірінші бір бүйірінен содан кейін екінші бүйірінен токарлы, айналма үстелді және кеңейжону білдектерінде өңдейді; 2) құралбілікті, бірінші кезекте центрлік тесікті токарлы, бұрғылау, кеңейжону немесе тартып өңдейтін білдекте өңдейді, ал содан кейін центрлік құралбілікке орнатқаннан кейін барлық сыртқы контурын өңдейді. Ірі, тісті доңғалақтар үшін патронды вариант қолайлы. Тісті доңғалақ-біліктерді әдетте екі орнатумен токарлы әмбебап, гидрокөшірмелі және көп кескішті білдектерде центрін өңдейді.
Тісті берілістердің негізгі бөліктері 7-8 дәлдік дәрежесі бойынша домалату әдісімен жұмыс істейтін әртүрлі білдектерді қолданумен жұргізіледі: тіс жоңғылау, тіссүргілейтін, тіс қашауыш. Әсіресе ірі тісті доңғалақтар мен біліктерді 9-10 дәлдік дәрежесін қамтамасыз ете отырып көшіру әдісі бойынша қияды.
Келтірілген тетік үшін дайындама алу тәсілдері әртүрлі. Олар пішініне, тетіктін өлшемі мен материалына, олардын қажет санына, және де өндірістің техникалық және ұйымдастырушылық мүмкіндіктеріне байланысты. Көп жағдайларда кіш диаметрлі кішігірім сатылы тісті доңғалақтар мен біліктер үшін домалақ илемді пайдаланады. Егер қажетті дайындама саны көп болса қалыптауды, ал құйылған дайындамаларды алу үшін құюдың әртүрлі тәсілдерін қолданады. Үлкен өлшемді тетіктер үшін негізгі дайындам болып құм қорамда алынатын құймалар мен соғылмалар табылады.
Қарастырылып отырған тетіктерге негізгі техникалық талаптар – тісті пішіннін дәлдігі (сәйкес МЕСТ тармен ережеленеді) және оның қондыру тесігімен немесе білік мойынымен остестігі.
Цилиндрлі тісті доңғалақты жасау екі кезеңнен тұрады. Дайындаманы өңдеудің бірінші кезеннің басты міндеті сапалы технологиялық орнықтарды жасау, екінші кезең үшін тісті қию болып табылады. Тісті қию орнық болып центрлік тесік және тісті доңғалақтың бүйірі немесе білік мойыны (көбнекей бүйіріндегі центірлік тесіктер)табылады. Дайындаманы токарлық немесе айналма үстелді білдектерде өңдеу тетіктің сыртқы және ішкі беттерінің центрлестігін қамтамасыз етуі тиіс.