

13.3 Сурет – Қалыптаңдырылған жұмыстық тетіктер
Токарлық өңдеу аяқталғаннан кейін дайындаманы термиялық өңдейді: шынықтыру, босаңдату. Бұдан кейін центрлік ұяларды тазалау және ажарлауға кірісу: қондыру бөлігін l = 5 мм ұзындыққа D1h6 диаметрмен 13.3, а сурет; сырғанау бөлігін —D2h6 диаметрмен; жұмыстық бөлігін — сызбада немесе қалыптың техникалық талаптарында келтірілген шақтамамен l1 ұзындыққа D з диаметрмен; өтулерді 10 мм радиуспен ажарлау; технологиялық центрлерді кесіп тастау (егер бар болса) және кемершіктін бүйіржағын алдын ала ажарлау. Соңғы ажарлау – сотан ұстағышпен бірге. Дайын сотанда электрографпен белгілерді таңбалау.
Сатылы емес диаметрі 8...10 мм сотандарды ажарланған шыбықтардан жасайды – күмісшыбық. Қажетті ұзындыққа басын тойтармалау мен жұмыстық бүйіржағын ажарлауға әдіпті ескере отырып дайындаманы кесу.
Шұңқыры бар сотанды жасаған кезде 13.3, б сурет, кемершігі бар сатылы сотанды өңдеу кезіндегі оерациялардың принціпті бірізділігі сақталады. Шұңқырды үлгі бойынша жоңғылау және оны ажарлау қосымша орындалады. Қондыру бөлігінің бүйіржағы әдіпсіз соңғы ажарланады.
13.3, в, суретте келтірілген кемершігі бар ұяқалыпты мынадай бірізділікпен жасау қажет: 1) шыбықтын бүйіржағын кесу; 2) D1 диаметрге даейін ұзындық бойымен жону; 3) кемершікке дейін D диаметр бойынша ажарлауға әдіппен жону; 4) ажарлағыш шарықтас шығу үшін бунақ жону; 5) қиықжиек жону С х 45°; 6) өтуге тесік бұрғылау D2 диаметр бойынша ұнғылауға (10 мм артық емес диаметрлер үшін) немесе кеулейжонуға (10 мм артық диаметр үшін) әдіппен; 7) жұмыстық тесікті ұнғылау (диаметрі 10 мм дейін болған кезінде) немесе кеулейжону (диаметр 10 мм үлкен болған кезінде) ажарлауға әдіппен; 8) дайындаманы шыбықтан кесіп алу; 9) тесіктін шығу бөлігін D2+1мм диаметрге дейін кеулейжону; 10) ажарлауға әдіппен сыртқы бөлігінің бұйіржағын қию; 11) термиялық өңдеу: шынықтыру, босандату; 12) сызбада немесе қалыптың технологиялық талаптарында көрсетілген шақтамамен D2 диаметрге дейін жұмыстық тесіктерді ажарлау; 13) ұяқалыптың бүйіржағын алдын ала ажарлау. Ұстағышпен бірге соңғы ажарлау; 14) ұяқалыптың жұмыстық бөлігіндегі конусты 0030' ұнғылау (арнайы ұңғылағышпен); арнайы құралбілікте қондыру бөлігін Dh6 ажарлау; 16) электрографпен белгілеулерді таңбалау.
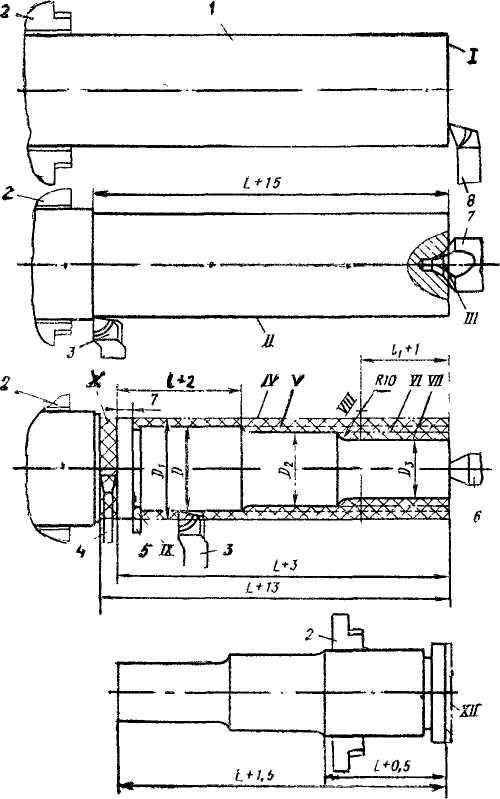
6 – айналатын центр; 7 – центрлейтін бұрғы; 8 – тілімдейтін кескіш
13. 4 Сурет – Сотанды токарлық өңдеу
Сотан бүйіржағын соңғы ажарлауды құрастырылған кезде жүргізеді: сотанды немесе сотан топтарын сотанұстағышқа баспалағаннан кейін соңғынын жоғарғы жазықтығын сотанның сыртқы бүйіржағымен ажарлайды. Бұл үшін сотанұстағышты төсемдерге орнатады, олардың қалындығы сотанның шығыптұратын бөлігінен біршама үлкен, содан кейін сотанұстағышты ажарланған жазықтыққа қойып сотанның жұмыстық бүйіржағын ажарлайды. Ұяқалыптың бүйіржағын осыған ұқсас ажарлайды.
Тәуелсіз өңдеу тәсілдерін бірдей қалыптар тобын жасаған кезде қолдану ұсынылады. Пішінді тәуелсіз өңделген кезде өндірістік цикл қысқарады, өткені сотан мен ұяқалыпты өңдеуді бірге орындауға болады.
өзара қилыстыру тәсілімен өңдеу кезінде алдымен бір жұмыстық тетікті толығымен жасайды, ал екіншісін сол бойынша қилыстырады.
Бақылау сұрақтары:
Қалыптандырылған жйынтық қалыптардың артықшылығы неде?
2. Өңдеу кезінде қалып тақталарына қойылатын талаптар?
3. Жоғарғы тақтадағы саға тесігі алдын ала өңделмейді?
4. Диаметрі 8...10 мм сатылы емес сотанды жасаудың айырмашылығы неде?
5. Жұмыстық тетіктерді өзара қилыстыру тәсілдері қандай жағдайларда қолданылады?
Ұсынылған әдебиеттер: Нег.3 [96-138].