

7.1 Сурет - Цилиндр – поршень сұлбасы
Соташық цилиндр тәріздес болат стержн болып келеді. Оның өлшемдері тоқпақтың құлау бөлігінің массасына тәуелді болады. Соташық-тоқпақтама мен соташық-поршн конусты жалғанады. Соташық-тоқпақтама қосылысының конустылығы 1:25, ал соташық-поршн қосылысының конустылығы 1:15.
Соташық – тоқпақтың ең көп жүктелген тетігі. Соғу тоқпақтарының соташықтарын 45, 40ХН, 30ХНЗМ болаттарынан жасайды. Қалыптау тоқпақтарының соташықтарын, олардың жұмыс шарттары ауыр болуына байланысты 30ХНЗМ, 40ХН, 30ХН3А, 40ХНМА, 18ХНВА болаттардан жасайды.
Соташықтарды соғумен соданкейін сорбитті құрылымы термиялық өңдеумен жасайды. Жасау технологиясы қарапайым.
1. Белгілеу жүргізіледі.
2. Дайындаманың бүйіржақтарын жонады және оларға центірлік тесіктер жасайды.
3. Соташықты центрлерге орналастырып өңдейді.
4. Термиялық өңдеу.
5. Тентрлік тесіктерді дұрыстау.
6. Ажарлау.
7. Ссоташықтын төменгі бөлігін аунақшалармен кеңейжаю.
8. Бақылау.
Қазіргі кездегі тоқпақтардың поршндерін соташықтармен оның жоғарғы конусына ыссы отырғызумен байланыстырады. Кейкезде соташықпен тұтастай жасалынады. Мұндай құрылымдар қажет, әсіресе ірі тоқпақтарда. Бұндай соташық-поршндерді жасау күрделі және қымбат. Поршн – материалы болат 45 немесе 40ХН. Цилиндр төлкесімен поршен арасындағы саңылау 0,7-3 мм. Поршендердің тығыздағышы болып болат 20 жасалған поршен сақиналары табылады. Екі – төрт сақиналары бар поршендерді қолданады, 7.2 сурет.
7.2 Сурет – Поршень, поршень сақиналарымен
Поршенді өңдеу үшін, бір орнатумен поршеннің сыртқы бетін, сақина үшін бүйіржақтары мен ойықты өңдеуге мүмкіндік беретін жасанды технологиялық орнықты жасау керек. Өңдеу реті келесідей болады:
1. Дайындаманы токрлы білдектін патронына орнатады, центрлеуші белдікті және бұйіржақты жонады.
2. Центрлеуші белдікті және бұйіржақты пайдалана отырып токрлы білдектің патронына дайындаманы қысады да, бір орнатумен барлық беттерді өңдейді.
3. Бақылау.
Бақылау сұрақтары:
1. Тоқпақ соташықтарының дайындамасын алу тәсілдері?
2. Тоқпақ соташықтарының материалы;
3. Поршн мен цилиндр арасындағы саңылауды тығындауды қандай амалдармен жұргізеді?
4. Тоқпақ цилиндрлеріне төлке қандай мақсатпен тығыздалып кіргізіледі?
5. Цилиндр төлкесі қанша рет қайта қайрауға болады?
6. Поршен сақиналарының атқаратын қызметі қандай?
Ұсынылған әдебиеттер: Нег.2 [109-121]; қос.4 [38-49].
8 Дәріс. Қосиінді машиналарды жасау технологиясы. Тұғырды жасау. Бас біліктерді жасау.
Қосиінді машиналардың тұғырлары құрылымдық орындалуына, массасына, габариттеріне және өңделетін беттердің жиынтығына қарай әртүрлі болып келеді. Олардың дайындамалары болып шойын құймалар (кіші және орташа баспақтар, қаңылтыр қалыптау баспақтары) болат құймалар (үйкелісті баспақтар), сорттық және қаңылтыр илемдерден пісірілген құрылымдар (ірі қаңылтыр қалыптау баспақтары), құрастырылған.
Күші 1 МН дейінгі бір тіректі баспақтардың тұғырлары өндірісте кең таралған, оларды біршама көлемде шығарады. Сондықтан оларды жасаудың технологиялық үрдісін, сериялық өндірісті ұйымдастыру принциптерін қолдану негізінде тұрғызады.
Баспақ тұғырының шойын дайындамасын құм пішіндерде құю арқылы алады, алайда шамалы партиялармен жасағанда сыртқабықша пішіндерді қолданған дұрыс. Соңғы жағдайда өңдеу әдібін (15 тен 8мм) азайтуға болады.
Тұғыр жасаудың бірінші кезені белгілеу болып табылады, орнық ретінде тұғырдың I-I симетрия жазықтығын, және бағыттаушылар мен үстел беттерін қолданады, 8.1 сурет. Содан кейін тұғырды бүйіржақ бетке екі реттелетін бір қатаң тіректерге орнатады да I—I; II—II; III—III белгілеу сызықіздері бойынша теңестіреді. Бір орнатумен барлық алты технологиялық құйылмашықты (1-6) өңдейді. Құйылмашықтарды бірлік технологиялық орнық ретінде келесі өңдеулерге қолданылады.
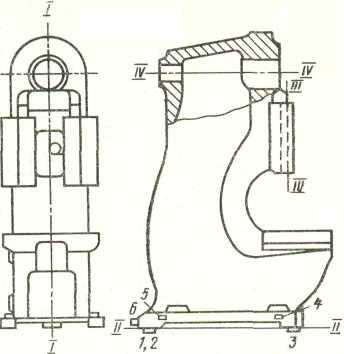
8.1 сурет – Бір тіректі баспақтың тұғыры.
Көрсетілген операция жоңғылау-кеулейжону бағанашығында немесе бойлық-кеулейжону білдегінде орындалуы мүмкін. Келесі операция аса маңызды болып табылады, өйткені мұнда бекіту тесігінен басқа тұғырдың барлық беттері өңделеді: бағыттаушылар, үстел ойығымен, IV—IV ось бойынша тесіктер және оның екі бүйіржағы, тұғырдың артжағындағы дөңесшелер және бүиір және шетжақ беттердегі тесіктер қатары. Осының бәрін бұрылу үстелін қолдана отырып бойлық-кеңейжаю білдегінде немесе кеңейжаю бағанашығында орындайды. Тұғырларды аз партиялармен жасаған кезде келтірілген өңдеуді бірнеше білдектерде орындаған дұрыс.
Келесі операцияларда бұрғылау мен бекіту тесіктеріне бұрандама салуды радиалды-бұрғылау білдегінде жүргізеді. Бұл үшін салмалы кезеулеткіш тақтаны, ал тұғырлардың бұрылуы үшін бойлық бағытта остік айналатын екі тіректі бұрылу айлабұйымын қолданады.
Тұғырлар өңдегеннен кейін соңғы бақылаудан өтеді.
Жабық типтегі баспақтардың тұғырларының, 8.2 сурет, массасы 50...70т. Дайындаманы құюмен алады. Мұндай тұғырларды өңдеудің маршрутын шартты түрде екі кезенге бөлуге болады: технологиялық орнықтарды және түбінің беттерін өңдеу; бағыттаушылар мен бас тесікті өңдеу. Тұғырларды жасауды, оның I—I симетрия жазықтығын, 8.2 сурет және II—II 8.3, а сурет, негіз беттерін III—III және ось беттерге байланысты технологиялық құйылмашық күйін белгілеуден бастайды.
