

Окончание таблицы 53
|
|
|
Диаметр |
Число |
Уста- |
|
|
|
|
d или |
двойных |
новлен- |
|
|
|
|
ширина В |
ходов |
ная |
|
|
Назначение |
Модель |
затачи- |
шлифо- |
мощ- |
Масса, т |
|
|
|
ваемой |
вальной |
ность, |
|
|
|
|
пилы, мм |
головки в |
кВт |
|
|
|
|
|
минуту |
|
|
Заточка |
боковых поверхно- |
ТчПКБ |
d ≤ 630 |
15 |
1,6 |
0,4 |
стей зубьев круглых пил |
|
|
|
|
|
|
Заточка |
боковых граней |
ТчПБ |
В = 80… |
30 |
1,3 |
0,6 |
зубьев рамных и ленточных |
|
350 |
|
|
|
|
пил, наплавленных стелли- |
|
|
|
|
|
|
том |
|
|
|
|
|
|
В случае задевания алмазным кругом стальной части корпуса заточку зуба выполняют в три этапа:
–грубая заточка зуба под углом α + 6° шлифовальным кругом
64С 25…40 СМ2 К;
–чистовая заточка зуба под углом α + 2° алмазным кругом;
–доводка под углом α алмазным кругом.
Для заточки пил с твердосплавными пластинами на предприятиях с большим объемом производства отечественная промышленность (АП Кировский станкозавод) выпускает специальные станки полуавтоматы (табл. 53). Средние периоды стойкости пил по ГОСТ 9769-79 указаны ни-
же. |
|
|
|
Диаметр пил, мм ……………… От 100 до 250 |
315; 355 |
400; 450 |
|
Средний период стойкости, ч |
17 |
25 |
15 |
20.9. Заточка стальных фрез
При заточке должны обеспечиваться неизменность профиля обработки, углов резания и равенство радиусов окружностей резания одноименных зубьев [27].
Насадные фрезы с затылованными зубьями затачивают по передним граням, а зубья незатылованных фрез – по передним и задним граням
(рис. 67).
157
α
R
γ
H1 

|
2 |
|
H |
а |
б |
α
Рис. 67. Схемы установки фрез при заточке:
а – по передней грани; б – по задней грани
При заточке зуба по передней грани (рис. 67, а) режущая кромка и рабочая поверхность шлифовального круга должны быть расположены от оси фрезы на расстоянии
H1 = Rsinγ,
где R – радиус фрезы.
При заточке зуба по задней грани (рис. 67, б ) его режущая кромка должна быть расположена ниже оси вращения фреза на расстоянии
H2 = Rsinα.
Шлифовальный круг должен вращаться так, чтобы он набегал на режущую кромку, а не сбегал с нее. При таком вращении заусенцы образуются меньше.
Ширина затачиваемой поверхности стальных фрез должна равняться 3…4 мм, твердосплавных – 1…2 мм, поэтому через 3…4 переточки заднюю поверхность зуба подрезают под углом α1 = α + (5…10°).
Ножи сборных фрез затачивают на ножеточильных станках или в собранном виде, как зубья цельных фрез.
Концевые фрезы затачивают с применением специальных приспособлений, позволяющих устанавливать фрезу под необходимыми углами к шлифовальному кругу. Заточка фрез вручную без приспособлений недопустима.
У фрез затачивают боковые и торцовые режущие кромки. Для заточки боковых режущих кромок (рис. 68) шлифовальный круг заправляют по профилю канавки фрезы с r = 2…6 мм. При настройке рабочую поверхность шлифовального круга смещают относительно продольной оси затылованной фрезы на величину (рис. 68, а)
a = d2 sin γ .
158
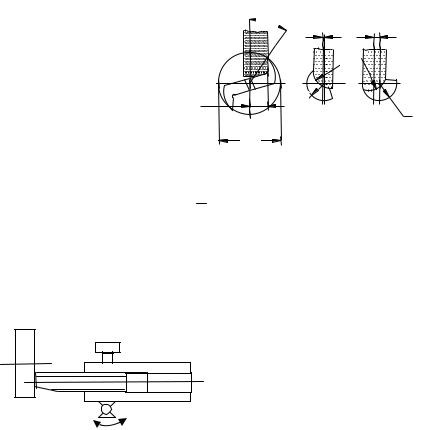
Рис. 68. Схемы заточки концевых фрез:
а – затылованных; б – незатылованных с плоской
передней поверхностью; в – а незатылованных с цилиндрической передней поверхностью
Фрезы с плоской передней поверхностью смещают на величину
γ |
|
е |
С |
|
|
|
r |
|
R |
|
γ |
|
|
|
|
d |
а |
б |
в |
(рис. 68, б):
e = d2 cos β ,
где β – угол заострения зуба.
Незатылованные фрезы с цилиндрической задней поверхностью смещают на величину (рис. 68, в):
с = d / 2 −r(1−cos β) .
Заточку торцевых режущих кромок ведут со стороны задних граней
(рис. 69).
Рис. 69. Заточка торцовых режущих кромок в приспособлении
Шлифовальные круги. Для
заточки стальных фрез используют шлифовальные круги типа 4П, Д, ЧЦ, 1Т из электрокорунда марок
14А, 24А зернистостью 25…40 на керамической или бакелитовой связке твердостью СМ1…СМ2. Для заточки фрез из быстрорежущей стали применяют круги из КНБ 100…150 %-ной концентрации на бакелитовой связке зернистостью 10…16.
Доводку заточенных фрез ведут кругом из КНБ концентрацией 50…100 %, зернистостью 6…12, на бакелитовой связке. Работоспособность шлифовальных кругов повышается и качество заточки улучшается при использовании смазочно-охлаждающих жидкостей (СОЖ).
Заточные станки. Для заточки фрез используют универсальные станки (3А64М, 3А64Д,3Б642,3В642 и др.) или специализированные станки ТчФ – для цельных насадных фрез; ТчФА-2, ТчФА-3 – для заточки стальных и твердосплавных насадных цельных и сборных фрез; ТчФТ – для твердосплавных насадных фрез; ТчФК – для концевых фрез и фрезерных цепочек. Станок полуавтомат ТчФА-3 оснащен системой числового про-
159