

При допустимом радиальном биении пильного вала 0,05 мм радиальное биение зубьев установленной пилы не должно превышать значений,
приведенных ниже: |
|
|
|
|
|
Диаметр пилы, мм 135…315 365…500 630…800 |
900…1250 1500…1600 |
||||
Радиальное биение |
|
|
|
|
|
зубьев, мм |
0,2 |
0,3 |
0,4 |
0,6 |
1,0 |
Для пил диаметром свыше 400…500 мм рекомендуется устанавливать боковые направляющие, ограничивающие отклонение пилы при случайных нагрузках. Направляющие штифты делают из текстолита и других износостойких материалов с низким коэффициентом трения. Зазор между пилой и направляющими должен быть не более 0,1…0,2 мм. Направляющие размещают в периферийной зоне пилы.
В станках для продольного пиления необходимо установить расклинивающий нож. Нож размещают в плоскости пилы на расстоянии 10… 15 мм от вершин зубьев. Толщина задней кромки расклинивающего ножа равна или на 0,2 мм больше ширины пропила. Верхняя часть ножа должна выступать выше диска пилы.
Желательно, чтобы зубья пилы выступали над материалом на 10…
20мм.
27.4.Установка дисковых пил с пластинами из твердого сплава
Твердосплавные пилы крепят на пильном вале станка с помощью зажимных фланцев. Диаметр фланцев принимают в зависимости от диа-
метра пилы: |
|
|
|
|
|
|
|
Диаметр пилы, мм |
160 |
200 |
250 |
320 |
360 |
400 |
450 |
Диаметр зажимных |
|
|
|
|
|
|
|
фланцев, мм |
80 |
80 |
100 |
100 |
100 |
125 |
125 |
Точность вращения пильного вала круглопильного станка должна удовлетворять следующим требованиям: радиальное биение – не более 0,05 мм, осевое биение опорной поверхности коренного фланца на радиусе 100 мм – не более 0,03 мм.
Предельные значения торцового биения диска пилы и радиального
биения зубьев приведены ниже: |
|
|
|
|
|
Диаметр пилы, мм |
160…200 |
250 |
320…360 |
400 |
450 |
Предельная величина торцо- |
0,20 |
0,25 |
0,30 |
0,35 |
0,40 |
вого биения диска, мм |
|
|
|
|
|
Предельная величина ради- |
|
|
|
|
|
ального биения зубьев, мм |
0,25 |
0,25 |
0,25 |
0,25 |
0,25 |
213
При продольном пилении устанавливают расклинивающий нож на расстоянии 10 мм от вершин зубьев. Толщина ножа больше ширины пропила на 0…0,2 мм.
27.5. Установка фрез
Нормы точности оборудования. Деревообрабатывающие станки, работающие по принципу фрезерования, должны удовлетворять следующим требованиям. Радиальное и осевое биение шпинделей должно быть не более 0,03 мм, торцовое биение опорных поверхностей и фланцев под фрезерный инструмент – не более 0,03 мм. Непараллельность горизонтальных шпинделей и неперпендикулярность вертикальных шпинделей рабочей поверхности стола допускается не более 0,03 мм на 100 мм. Неперпендикулярность рабочих поверхностей стола и направляющей линейки – не более 0,2 мм на длине 1000 мм.
Крепление насадных фрез. Насадные фрезы и фрезерные головки для крепления на шпинделе станка имеют посадочное отверстие. Для отечественных станков принят следующий ряд диаметров посадочных отверстий: 22; 27; 32; 40; 50; 60 мм. Фрезы с диаметром отверстий 60 мм предназначены для посадки на шпиндель через патрон или цанги. Размер посадочного отверстия выполняется с полем допуска Н7, т. е. с основным отклонением Н по квалитету номер 7.
Для крепления фрезы на шпинделе используют несколько способов. Наиболее простой из них – закрепление фрезы на шпинделе с помощью промежуточных колец и затяжной гайки. Для предотвращения самопроизвольного проворачивания резьба гайки должна иметь направление обратное направлению вращения фрезы.
В конструкциях сборных фрез по ГОСТ 14956-79 предусмотрены устройства для крепления их на шпинделе. Если шпиндель горизонтальный и не имеет резьбы для гайки или винта, то фрезу крепят с помощью двух цанг, расположенных на торцах ее корпуса и взаимодействующих с гайками. При завертывании гаек цанги охватывают шпиндель и фиксируют фрезу на нем.
Если шпиндель имеет на конце резьбу, то крепление фрезы возможно с помощью двух цанг, расположенных по ее торцам, и промежуточных упорных колец. При завертывании накидной гайки на шпиндель кольца давят на цанги, а последние охватывают шпиндель и фиксируют положение фрезы.
Если шпиндель вертикальный, то фрезу можно закрепить с помощью одной цанги с резьбой под гайку на конце.
214
Иногда фрезу крепят в патроне. Для этого на торце корпуса фрезы делают отверстия с резьбой под болты.
Наладка сборных фрез. Наладка сборных фрез выполняется на оправке и включает операции установки, выверки и закрепления ножей в корпусе фрезы. При этом должны быть выполнены следующие требования.
1.Нож должен плотно прилегать к опорным поверхностям корпуса и клина. Для этого опорные поверхности ножа и корпуса должны быть тщательно очищены и обезжирены.
2.Выставка ножа из корпуса должна быть не менее максимальной толщины срезаемого слоя, но по возможности минимальной. Это позволяет повысить жесткость ножа.
Величина выступа С режущей кромки относительно края клина за-
висит от значения средней толщины срезаемого слоя: при аср< 0,2 мм
С= 1,5…2,0 мм; при аср ≥ 0,2 мм С = 0,5 мм.
3.Режущие кромки ножей цилиндрических фрез должны быть уста-
новлены параллельно оси вращения и на равные радиусы резания. Непараллельность режущей кромки относительно оси вращения должна быть не более 0,5 мм/м. Разность в радиусах не должна превышать 0,05 мм.
Точность установки ножей контролируют индикатором.
Фасонные ножи устанавливают по шаблону, который изготовляют из бронзы, алюминиевых сплавов, текстолита, твердых пород древесины. При настройке режущие кромки поочередно прижимают к шаблону, и ножи фиксируют на корпусе фрезы.
Наладка ножевых валов. Ножевой вал фуговального или рейсмусового станка отличается от сборной цилиндрической фрезы только лишь тем, что корпус вала установлен в подшипниковых опорах на станине соответствующего станка и при смене ножей со станка не снимается. Наладка ножевых валов производится аналогично наладке сборных фрез. Наладку осуществляют с помощью индикатора на стойке, шаблона или других приспособлений.
Рабочая плоскость заднего стола фуговального станка должна быть расположена касательно к окружности вращения режущих кромок ножей. Для этого шаблон или стойку индикатора устанавливают на задний стол и добиваются, чтобы режущая кромка ножа слегка задевала шаблон или отклоняла бы стрелку индикатора на ту же величину, что и поверхность стола. Предельно допустимая разность в радиусах резания ножей не должна превышать 0,05 мм, а непараллельность лезвий базовой поверхности стола – не более 0,1 мм на длине 1000 мм.
215
27.6. Установка сверл и концевых фрез
Сверла и концевые фрезы для закрепления в станке снабжены хвостовиками. Крепят их на шпинделе станка с помощью патронов.
Наиболее простым является патрон со стопорным винтом (рис. 100).
Рис. 100. Крепление сверла в патроне со стопорным винтом
Цилиндрический хвостовик инструмента вставляется в патрон с посадкой Н7/h7. На каждый диаметр инструмента должен быть изготовлен отдельный патрон.
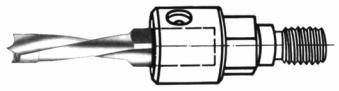
Для предотвращения износа резьбы на шпинделе станка патрон делают сборным из двух частей – корпуса и головки. Корпус крепится на шпинделе станка, сменные головки с закрепленным режущим инструментом надеваются на него (рис. 101).
Чертежи различных вариантов выполнения патронов со сменной головкой приведены на рис. 102.
При закреплении концевого режущего инструмента с постоянным диаметром хвостовика применяют также цанговые патроны, которые обеспечивают большую точность соосности инструмента.
Наиболее универсальными патронами, обеспечивающими закрепление концевого инструмента различного диаметра, являются двух- и трехкулачковые самоцентрирующиеся патроны.
Режущие инструменты с коническими хвостовиками закрепляются в конических втулках, которые являются частью шпинделя станка. Конструкции инструментальных конусов Морзе и метрических нормализованы
(ГОСТ 25557-82).
Концевые однозубые незатылованные фрезы закрепляют в эксцентриковом патроне (см. рис. 95) . Величина эксцентриситета и диаметр фрезы для получения заданного паза принимаются по табл. 75.
При установке фрезы необходимо проверить, чтобы задний угол резания был равен α = 15…20° для стального и α = 10…15° для твердосплавного зуба фрезы.
216
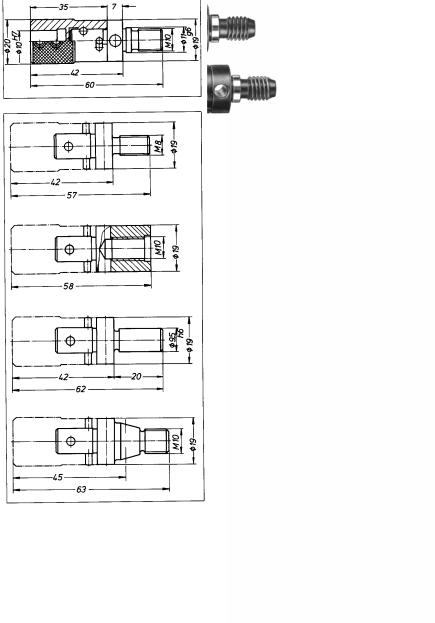
Рис. 101. Патрон со сменной головкой
Рис. 102. Патрон и варианты |
его |
|||||
|
крепления на шпинделе |
|||||
Для этого определяют угол ус- |
||||||
тановки |
|
R2p |
+ R2 −е2 |
|
|
|
ϕ |
= arccos |
, |
(82) |
|||
|
2Rе |
|||||
|
|
|
|
|
||
где Rр – радиус резания, равный половине ширины паза, мм;
R – радиус фрезы, мм;
е – эксцентриситет, мм. |
|
Задний угол |
|
α = arcsinеsinϕ / Rp |
(83) |
При установке концевого инструмента должны выполняться следующие требования: отклонение от соосности шпинделя – не более 0,05 мм; радиальное биение – не более 0,03 мм.
217