

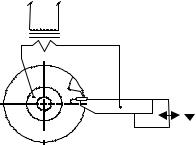
Рис. 14. Схема электроконтактной пайки
Пластину твердого сплава кла-
 дут на подвижный медный электрод,
дут на подвижный медный электрод,
заводят в паз и прижимают к корпусу
 зуба с усилием 5...50 Н. Между зубом и пластиной можно положить компенсатор (иногда паяют без него). На место пайки насыпают флюс и включают
зуба с усилием 5...50 Н. Между зубом и пластиной можно положить компенсатор (иногда паяют без него). На место пайки насыпают флюс и включают
трансформатор. Зону пайки нагревают, например, до желтого цвета побежалости. Флюс плавится и растекается. В зону пайки вручную подводят полоску припоя, который плавится и растекается на поверхности паза. Трансформатор отключают, и зуб остывает на воздухе. Остывший припой должен образовать галтель по всему периметру соединения.
После пайки всех зубьев производят их отпуск при температуре
400...500°С.
6.3. Пайка пластин из быстрорежущей стали
Во ВНИИинструмент разработана технология пайки пластин из быстрорежущей стали марки Р6М5 на зубья фрез.
Перед пайкой пластины закаливают по следующему режиму: предварительный нагрев до температуры 800...850°С, окончательный нагрев до 1200...1230°С, охлаждение в масле (расплавленной соли или щелочи). Отпуск – нагрев в расплаве солей (щелочи или на воздухе) до температуры 540...560°С, выдержка в течение 60 мин; число отпусков – 2...3. Получаемая твердость HRCэ 63...65.
Термически обработанные пластины готовят к пайке как и твердосплавные (шлифуют, обезжиривают).
В качестве припоя используют низкотемпературный серебросодержащий припой марки ПСр40, имеющий температуру плавления
590...610°С.
В процессе пайки сначала разогревают зуб фрезы, припой и флюс без пластины до 500...550°С. Затем устанавливают в паз пластину и температуру поднимают до 600...620°С. Припой плавится и растекается. При этом пластину центрируют и прижимают. После выдержки припоя в расплавленном состоянии в течение 3...5 с электрический ток выключают. Нагрев прекращается. Охлаждение инструмента происходит на воздухе. Дополнительная термообработка не требуется.
46
При такой пайке пластина из быстрорежущей стали сохраняет свою теплостойкость, твердость, режущие свойства.
6.4.Наплавка на лезвия литых твердых сплавов
Впоследнее время в лесопилении успешно внедряется наплавка зубьев рамных, ленточных и круглых пил для продольной распиловки износостойкими материалами ВЗКР и ВЗК. Этот метод разработан в СибНИИЛП. Зубья, наплавленные этими сплавами, имеют стойкость в 1,5...4 раза выше, чем без наплавки. Это позволяет повысить производительность распиловки на 4...6%, уменьшить расход пил на 30...35%. Метод подготовки пил к наплавке, технология самой наплавки, заточка и эксплуатация пил регламентируются технологическими режимами РИ 16-00 "Наплавка зубьев рамных, ленточных и круглых пил износостойкими сплавами. Подготовка и эксплуатация" [12].
Применяют электродуговую наплавку или наплавку в пламени ацетиленокислородной горелки. Наплавку производят в лунку от плющения по передней грани зубьев, на заднюю и боковые грани. Для наплавки применяют твердосплавные прутки диаметром 6...8 мм. После наплавки зубья подвергают отпуску: нагреву до темно-красного цвета каления и охлаждению на воздухе.
6.5.Электроконтактная закалка зубьев пил
Из-за того, что зубья пил разводят или плющат, твердость материала пил не превышает HRCэ 46...47. Для других инструментов твердость равна
HRCэ 58...63.
Твердость зубьев пил, а следовательно, и стойкость, можно повысить электроконтактной закалкой.
Способ разработан в 1950 г. и в то время использовался некоторыми предприятиями. В 70-х годах способ закалки изучен и рекомендован для производства [13].
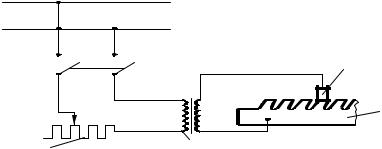
На рис. 15 приведена схема установки для электроконтактной закалки зубьев рамных пил.
Установка включает блок питания с трансформатором 3 и реостатом 4, закалочный электрод 1 и узел для крепления пилы 2. В качестве блока питания рекомендуется использовать контактно-сварочные машины АТП- 5, МТ-501, МТ-601.
2 2 0
1 47
2
4 |
3 |
Рис. 15. Принципиальная схема установки для электроконтактной закалки
Рекомендуемый режим закалки |
|
Давление закалочного электрода на заднюю поверхность зуба, |
60...100 |
Н . . . . . . . . . . . . . . . . . . . . . . . . . |
|
Температура нагрева закалочной зоны, °С . . . . . . . . |
860...920 |
Время отвода электрода от зуба с момента отключения тока, с |
0,05...0,15 |
Продолжительность нагрева, с . . . . . . . . . . . . . |
2...3 |
Скорость нагрева, °С/с . . . . . . . . . . . . . . . . . |
300...430 |
Рекомендации по технологии подготовки рамных пил
сзакаленными зубьями
1.Смягчающий отпуск для повторного плющения зубьев. При использовании машин АТП-5 включается первая ступень нагрева. Электрод расположить на расстоянии 3...4 мм от вершины. Продолжительность нагрева 3...4 с до начала свечения металла возле контакта. Электрод отводится от зуба в течение 0,05 .. 0,15 с с момента отключения тока. Твердость получается HRCэ 44...45.
2.Плющение, формовка, предварительная заточка зубьев на автоматах ТчПР, ТЧПА.
3.Электроконтактная закалка зубьев в пределах зоны плющения. Электрод установить на расстоянии 0,5...1,0 мм от режущей кромки. Режим по току – II ступень (машина АТП-5). Давление электрода при длине контакта с зубом 3 мм – 80...100 Н. Продолжительность нагрева 3...4 с. Темпе-
ратура нагрева зуба 860...900°С на участке от вершин 6...6,5 мм. Электрод отводится от зуба в течение 0,1 с. Проходит закалка на воздухе с самоотпуском. Твердость HRCэ 62...67.
4. Окончательная заточка.
Контакты зачищают после обработки двух-трех пил. Период стойкости повышается в 2...2,5 раза.
6.6. Закалка зубьев в поле ТВЧ
Закалка зубьев пил токами высокой частоты может быть автоматизирована. Разогрев закаливаемой зоны равномерный.
Сущность индукционного нагрева. При помещении в электромаг-
нитное поле токов высокой частоты стального зуба пилы в его поверхностном слое индуцируется электродвижущая сила. Под ее влиянием в зубе по-
48
течет электрический ток высокой частоты, вызывающий его нагрев. Ток идет в поверхностном слое толщиной δ , мм:
δ =  μρf ,
μρf ,
где ρ – удельное сопротивление, Ом см; μ – магнитная проницаемость;
f – частота тока, Гц.
При температуре стали 768°С значение глубину проникновения тока в горячей стали
женно:
δгор ≈ 600f .
(11)
μрезко падает. Поэтому
δгор , мм, находят прибли-
(12)
Необходимую частоту тока f, Гц, в зависимости от глубины закаленного слоя Хк, мм, определяют по формуле
f = |
5 104 . |
(13) |
|
Xк2 |
|
Зависимость оптимальной глубины закалки от частоты тока приведена ниже [13].
Частота тока, Гц ……… |
8000 |
2500 |
1000 |
500 |
Оптимальная глубина |
2,7 |
5,0 |
8,0 |
11,0 |
закалки, мм …………… |
Режим закалки. 1. Режущая кромка зуба пилы должна находиться на уровне оси активного рабочего участка индуктора.
2.Температура нагрева зубьев 900...960°С. Получаемая зона высо-
кой твердости HRCэ 64...65 распространяется до 5 мм от вершины зуба. Исходная твердость пилы HRCэ 48...49.
3.Время нагрева 1,5...2 с.
4.Скорость нагрева 450...600°С/с.
5.Охлаждение нагретого зуба на спокойном воздухе.
6.Ламповый генератор для нагрева одного зуба должен работать с частотой 2,5 кГц при напряжении 6,4 кВ. Ток рабочего хода 0,7А, мощность 4,5 кВт.
7.Смягчающий отжиг закаленных зубьев для повторного плющения позволяет снизить твердость от HRCэ 64,8 до HRCэ 36,7...43,5. Температура
49